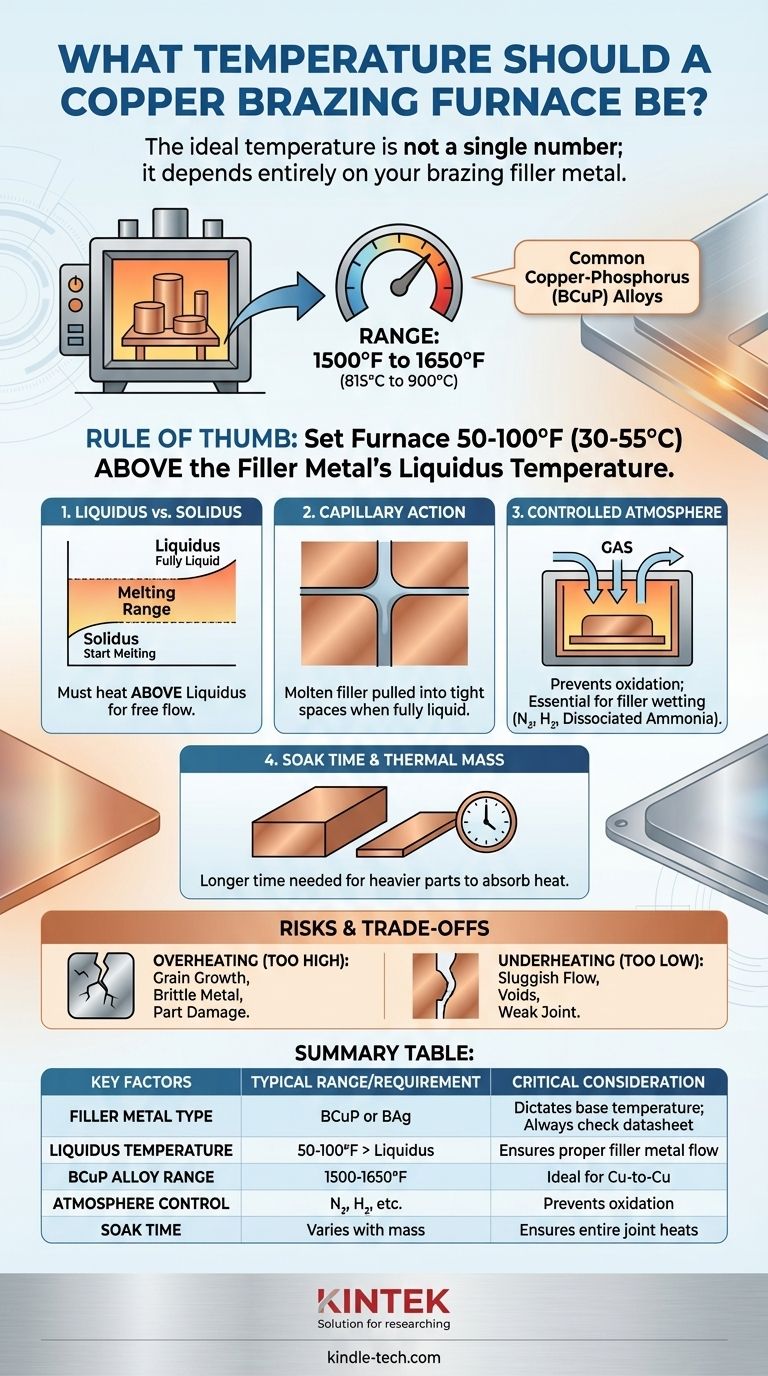
A temperatura ideal para um forno de brasagem de cobre não é um número único; ela é determinada inteiramente pelo metal de adição (liga) específico que você está usando. O forno deve ser ajustado para uma temperatura que esteja com segurança acima da temperatura de liquidus (totalmente líquido) do metal de adição, mas bem abaixo do ponto de fusão do metal base de cobre. Para ligas comuns de cobre-fósforo, isso geralmente se enquadra em uma faixa de 1500°F a 1650°F (815°C a 900°C).
O princípio fundamental da brasagem é derreter o metal de adição, não as peças que estão sendo unidas. Portanto, você deve sempre consultar a folha de dados técnicos de sua liga de brasagem específica e ajustar a temperatura do seu forno 50-100°F (30-55°C) acima de sua temperatura de liquidus declarada para garantir o fluxo adequado.
Por que o Metal de Adição Dita a Temperatura
A brasagem bem-sucedida depende do metal de adição se tornar totalmente líquido para que possa ser puxado para a junta por ação capilar. As propriedades desse metal de adição, e não o próprio cobre, são o fator de controle para as configurações do seu forno.
Compreendendo Liquidus vs. Solidus
Toda liga de brasagem tem uma faixa de fusão definida por duas temperaturas. O solidus é a temperatura na qual a liga começa a derreter, e o liquidus é a temperatura na qual ela se torna completamente líquida.
Para que o metal de adição flua livremente e crie uma ligação forte, toda a área da junta deve ser aquecida acima da temperatura de liquidus.
O Papel da Ação Capilar
A ação capilar é a força que puxa o metal de adição fundido para o espaço apertado entre as duas peças de cobre. Esse fenômeno só funciona eficazmente quando o enchimento está totalmente líquido e fluido.
Se a temperatura do forno for muito baixa (abaixo do liquidus), o enchimento será lento e espesso, impedindo-o de preencher completamente a junta e resultando em uma conexão fraca com vazios.
Ligas Comuns de Brasagem de Cobre
Diferentes ligas têm diferentes temperaturas de liquidus. Para juntas de cobre com cobre, as ligas BCuP (cobre-fósforo) são extremamente comuns porque o fósforo atua como um agente fundente, eliminando a necessidade de um fluxo separado.
Para unir cobre a outros metais como aço ou latão, são usadas ligas BAg (à base de prata), e seus requisitos de temperatura serão significativamente diferentes. Sempre verifique as especificações da liga.
Configurando o Forno: Mais do que Apenas um Número
Atingir a temperatura correta é apenas parte do processo. Para uma brasagem em forno bem-sucedida, vários outros fatores são críticos para controlar.
A Importância de uma Atmosfera Controlada
Aquecer cobre a temperaturas de brasagem ao ar livre causará forte oxidação superficial. Essa camada de óxido impede que o metal de adição "molhe" as superfícies de cobre, tornando a ligação impossível.
A brasagem em forno deve ser feita em uma atmosfera protetora (como nitrogênio, hidrogênio ou amônia dissociada) para deslocar o oxigênio e manter as peças limpas durante todo o ciclo de aquecimento e resfriamento.
Tempo de Imersão e Massa Térmica
O display de temperatura do forno mostra a temperatura do ar, não das peças. As próprias peças, especialmente se forem grossas ou pesadas, precisam de tempo para absorver o calor.
Este período é chamado de tempo de imersão — a duração durante a qual as peças são mantidas na temperatura de brasagem. Um tempo de imersão mais longo é necessário para peças com maior massa térmica para garantir que a área da junta atinja a temperatura necessária para o metal de adição fluir.
Compreendendo os Riscos e Compensações
Ajustar a temperatura do forno incorretamente em qualquer direção levará a juntas falhas.
O Perigo do Superaquecimento
Ajustar a temperatura muito alta desperdiça energia e cria riscos. O calor excessivo pode causar crescimento de grãos no cobre, o que pode tornar o metal quebradiço e fraco perto da junta.
Em casos extremos, você poderia começar a se aproximar do ponto de fusão do próprio cobre (1984°F / 1085°C), o que destruiria as peças.
O Problema do Subaquecimento
O subaquecimento é a causa mais comum de uma junta de brasagem deficiente. Se a temperatura do forno estiver muito próxima ou abaixo do ponto de liquidus do enchimento, a liga não fluirá corretamente.
Isso resulta em um preenchimento incompleto, deixando lacunas e vazios que comprometem severamente a resistência e a integridade da conexão final.
Fazendo a Escolha Certa para Sua Aplicação
Use as propriedades do seu metal de adição escolhido como guia definitivo para configurar seu forno.
- Se seu foco principal é unir cobre com cobre: Você provavelmente está usando uma liga BCuP. Ajuste seu forno 50-100°F (30-55°C) acima da temperatura de liquidus especificada da liga, colocando sua janela de processo na faixa de 1500-1650°F (815-900°C).
- Se seu foco principal é brasagem de cobre com um metal diferente: Você precisará de uma liga diferente, provavelmente uma liga BAg (prata). Você deve consultar sua folha de dados, pois sua faixa de temperatura necessária será diferente da das ligas BCuP.
- Se você está experimentando resultados inconsistentes: Primeiro, confirme se seu forno está calibrado e fornecendo calor uniforme. Segundo, certifique-se de que sua atmosfera protetora esteja pura e prevenindo eficazmente a oxidação nas superfícies da peça antes e durante o ciclo de brasagem.
Dominar a temperatura e a atmosfera do seu forno é o primeiro passo crítico para criar juntas brasadas consistentemente fortes e confiáveis.
Tabela Resumo:
| Fator Chave | Faixa/Requisito Típico | Consideração Crítica |
|---|---|---|
| Tipo de Metal de Adição | BCuP (Cobre-Fósforo) ou BAg (Prata) | Dita a temperatura base; sempre verifique a folha de dados da liga |
| Temperatura de Liquidus | 50-100°F (30-55°C) acima do ponto de liquidus da liga | Garante o fluxo adequado do metal de adição por ação capilar |
| Faixa Comum de Liga BCuP | 1500°F a 1650°F (815°C a 900°C) | Ideal para juntas de cobre com cobre; o fósforo atua como fluxo |
| Controle de Atmosfera | Nitrogênio, hidrogênio ou amônia dissociada | Previne a oxidação para molhagem e ligação adequadas |
| Tempo de Imersão | Varia com a massa térmica da peça | Garante que toda a junta atinja a temperatura alvo |
Precisa de um forno que ofereça controle preciso de temperatura e uma atmosfera confiável para uma brasagem de cobre impecável? A KINTEK é especializada em fornos de laboratório e equipamentos de alto desempenho projetados para resultados de brasagem consistentes. Nossos especialistas podem ajudá-lo a selecionar o sistema certo para suas ligas e requisitos de aplicação específicos. Entre em contato conosco hoje para discutir suas necessidades de brasagem e garantir juntas fortes e confiáveis sempre!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno com Atmosfera Controlada de 1200℃ Forno de Atmosfera Inerte de Nitrogênio
- Forno de Atmosfera Controlada de 1700℃ Forno de Atmosfera Inerte de Nitrogênio
- Forno de Tratamento Térmico a Vácuo e Sinterização com Pressão de Ar de 9MPa
- Forno de Hidrogênio com Atmosfera Inerte Controlada
As pessoas também perguntam
- Onde são utilizados os fornos a vácuo? Essenciais para Tratamento Térmico de Alta Pureza em Indústrias Críticas
- Qual é a diferença entre soldagem e brasagem a vácuo? Escolha o método de união certo para o seu projeto
- Metais dissimilares podem ser brasados ou soldados por brasagem? Um Guia para Juntas Fortes e Confiáveis
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Qual é o processo de um forno a vácuo? Alcance Pureza e Precisão no Processamento de Alta Temperatura



















