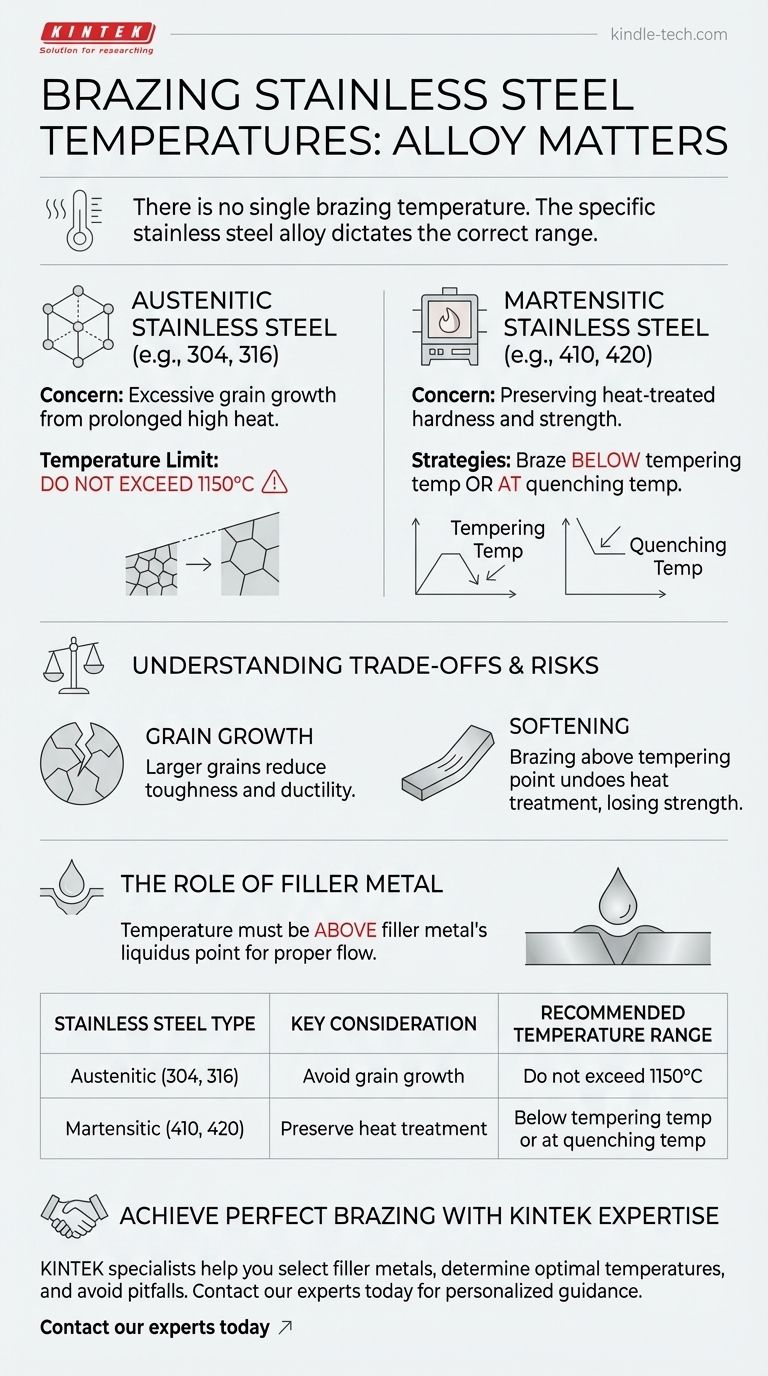
Não existe uma única temperatura de brasagem para o aço inoxidável. A temperatura correta é determinada pelo tipo específico de liga de aço inoxidável com a qual você está trabalhando, pois diferentes famílias possuem propriedades metalúrgicas únicas que devem ser preservadas. Para os graus austeníticos, a temperatura não deve exceder 1150°C para evitar o enfraquecimento, enquanto para os graus мартensíticos, a temperatura deve estar alinhada com seus requisitos específicos de tratamento térmico.
O princípio central é que a temperatura de brasagem deve ser alta o suficiente para derreter o metal de adição, mas baixa o suficiente para evitar danificar a resistência e a estrutura inerentes do metal base. Isso significa que a liga específica, e não o processo, dita a temperatura.

Por que o Tipo de Aço Inoxidável é Crítico
"Aço inoxidável" é uma categoria ampla de ligas, cada uma com uma estrutura interna e uma resposta ao calor diferentes. Entender a qual família seu material pertence é o primeiro e mais importante passo para determinar a temperatura de brasagem correta.
Para Aço Inoxidável Austenítico (ex: 304, 316)
Os aços inoxidáveis austeníticos são o tipo mais comum. Eles não são endurecíveis por tratamento térmico.
A principal preocupação ao soldar essas ligas é o crescimento excessivo de grãos. Aquecê-los demais por muito tempo pode fazer com que os grãos cristalinos internos aumentem, o que pode reduzir a tenacidade e a ductilidade do material.
Por causa disso, a temperatura de aquecimento para a brasagem de aço inoxidável austenítico não deve exceder 1150°C.
Para Aço Inoxidável Martensítico (ex: 410, 420)
Os aços inoxidáveis мартensíticos são endurecíveis, o que significa que sua resistência é alcançada por meio de ciclos específicos de tratamento térmico de têmpera e revenimento. Aplicar a temperatura de brasagem errada pode facilmente arruinar essas propriedades.
Você tem duas estratégias principais para selecionar uma temperatura de brasagem:
-
Brasagem Abaixo da Temperatura de Revenimento: Esta é a abordagem mais segura para preservar a dureza existente do material. Você deve usar uma liga de metal de adição para brasagem cuja temperatura de trabalho seja inferior à temperatura final de revenimento da peça. Isso evita qualquer amolecimento do material base.
-
Brasagem na Temperatura de Têmpera: Esta técnica avançada combina a brasagem com o processo de endurecimento. A peça é aquecida até sua temperatura de têmpera (austenitização), a brasagem é realizada e, em seguida, a montagem é temperada como uma unidade única. Isso requer uma seleção cuidadosa de um metal de adição de alta temperatura.
Entendendo as Compensações e Riscos
Escolher uma temperatura de brasagem é um ato de equilíbrio. A temperatura ideal deve ser quente o suficiente para o metal de adição fluir adequadamente, mas fria o suficiente para proteger o aço inoxidável.
O Risco de Altas Temperaturas: Crescimento de Grãos
Como mencionado com os aços austeníticos, o calor excessivo leva a estruturas de grãos maiores. Isso pode tornar o material mais suscetível a rachaduras sob estresse, mesmo que a junta soldada em si seja forte.
O Risco de Temperaturas Incorretas: Amaciamento
Para ligas мартensíticas endurecíveis, este é o risco mais crítico. Se você soldar a uma temperatura acima do ponto de revenimento do material, você efetivamente desfaz o tratamento térmico, causando uma perda significativa de resistência e dureza na peça final.
O Papel do Metal de Adição para Brasagem
A escolha do metal de adição para brasagem é inseparável da temperatura. O processo de brasagem deve ser realizado a uma temperatura acima do ponto de liquidez do metal de adição (a temperatura na qual ele está totalmente fundido) para garantir o fluxo e a molhabilidade adequados na junta.
Isso significa que você deve primeiro identificar as restrições de temperatura do seu aço inoxidável e, em seguida, selecionar uma liga de metal de adição que funcione corretamente dentro dessa janela de temperatura segura.
Fazendo a Escolha Certa para Sua Aplicação
Seu objetivo determina sua estratégia. A temperatura que você escolher deve estar alinhada com as propriedades pretendidas e as etapas de processamento da montagem final.
- Se seu foco principal for preservar a resistência existente de uma peça tratada termicamente: Escolha uma liga de metal de adição de baixa temperatura e certifique-se de que seu ciclo de brasagem permaneça bem abaixo da temperatura de revenimento do aço мартensítico.
- Se seu foco principal for soldar uma peça comum e não endurecível (austenítica): Selecione um metal de adição que flua livremente abaixo de 1150°C para obter uma junta forte sem arriscar o crescimento de grãos no metal base.
- Se seu foco principal for a eficiência do processo: Considere combinar as etapas de brasagem e endurecimento usando um metal de adição de alta temperatura que se alinhe com a temperatura de têmpera da liga мартensítica.
Ao tratar a temperatura de brasagem como uma função da sua liga específica, você garante tanto uma junta forte quanto um material base sem comprometer.
Tabela Resumo:
| Tipo de Aço Inoxidável | Consideração Principal | Faixa de Temperatura Recomendada |
|---|---|---|
| Austenítico (304, 316) | Evitar crescimento de grãos | Não exceder 1150°C |
| Martensítico (410, 420) | Preservar tratamento térmico | Abaixo da temperatura de revenimento ou na temperatura de têmpera |
Alcance resultados perfeitos de brasagem de aço inoxidável com a experiência da KINTEK.
A brasagem de aço inoxidável requer controle preciso da temperatura para evitar danos ao metal base, garantindo ao mesmo tempo juntas fortes e confiáveis. Como especialistas em equipamentos de laboratório e consumíveis, a KINTEK fornece as soluções e o suporte necessários para dominar este processo crítico.
Nossa equipe pode ajudá-lo a:
- Selecionar os metais de adição corretos para sua liga específica de aço inoxidável
- Determinar a temperatura de brasagem ideal para preservar as propriedades do material
- Evitar armadilhas comuns como crescimento de grãos e amolecimento
Não comprometa seus componentes de aço inoxidável — entre em contato com nossos especialistas hoje mesmo para obter orientação personalizada sobre temperaturas e técnicas de brasagem adaptadas às necessidades do seu laboratório.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno de Grafitação com Descarga Inferior a Vácuo de Grafite para Materiais de Carbono
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
As pessoas também perguntam
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.



















