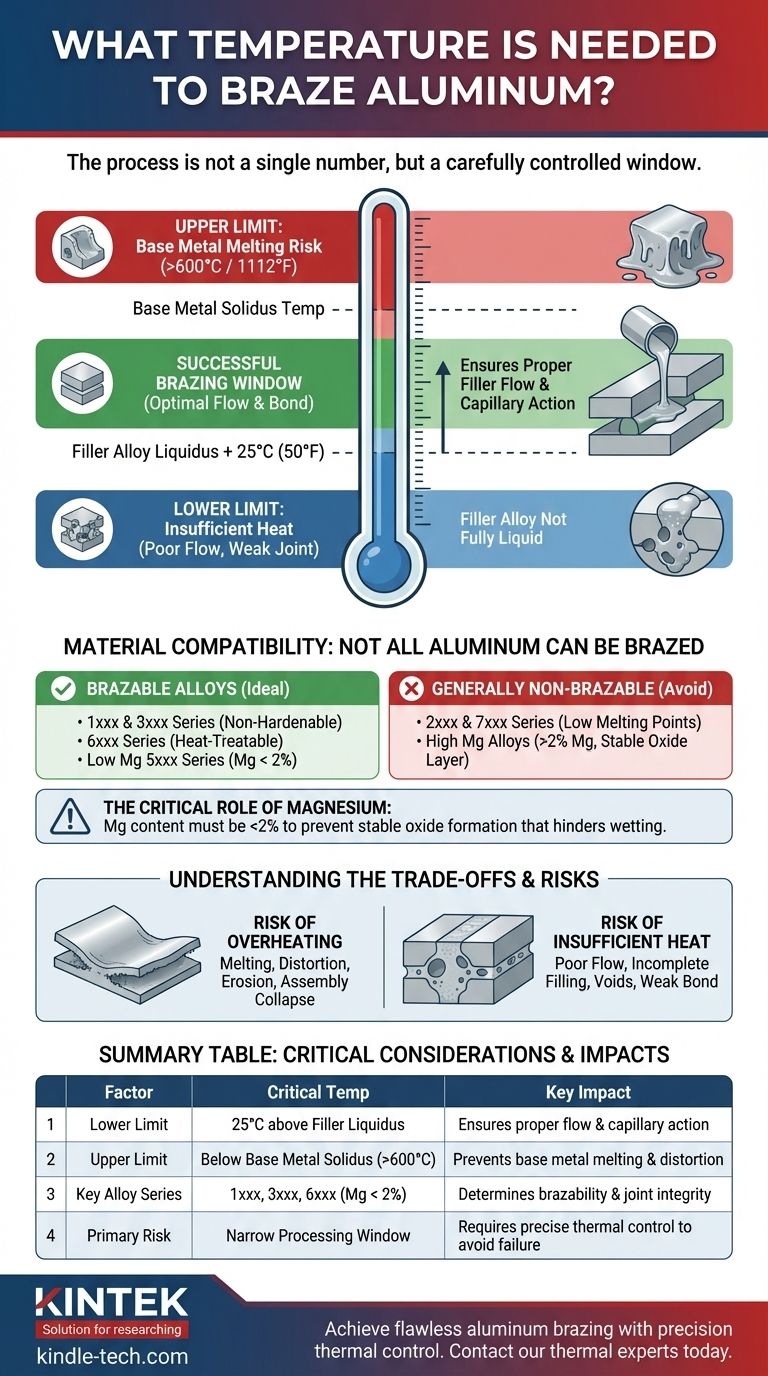
Para soldar alumínio com sucesso por brasagem, a temperatura do processo não é um número único, mas sim uma janela cuidadosamente controlada. A temperatura deve ser alta o suficiente para derreter a liga de enchimento, mas baixa o suficiente para manter o alumínio base sólido. Geralmente, a temperatura de solidus da liga de alumínio base deve estar acima de 600°C (1112°F) para ser considerada soldável por brasagem.
O desafio central da brasagem de alumínio é manter uma temperatura ligeiramente acima do ponto de fusão do seu material de enchimento, mas seguramente abaixo do ponto de fusão das peças de alumínio que você está unindo. Esta janela de temperatura crítica é a chave para uma junta forte e bem-sucedida.

O Princípio Central: A Janela de Temperatura de Brasagem
A brasagem bem-sucedida ocorre dentro de uma faixa térmica específica. Entender os limites superior e inferior desta janela, definidos pelos seus materiais, é essencial para o controle do processo.
O Limite Inferior: Derretimento da Liga de Enchimento
A temperatura mínima para o processo é ditada pelo metal de enchimento, também conhecido como liga de brasagem.
Você deve aquecer o conjunto a pelo menos 25°C (50°F) acima da temperatura de liquidez desta liga de enchimento. O ponto de liquidez é a temperatura na qual a liga se torna completamente líquida e pode fluir para a junta por ação capilar.
O Limite Superior: Proteção do Metal Base
A temperatura máxima permitida é determinada pelas peças de alumínio que estão sendo unidas.
A temperatura de solidus do alumínio base — o ponto em que ele começa a derreter — deve ser superior à temperatura de brasagem. Isso garante que a integridade estrutural das peças seja mantida durante todo o processo.
Compatibilidade de Materiais: Nem Todo Alumínio Pode Ser Soldado por Brasagem
A liga específica do seu metal base é o fator mais importante para determinar se a brasagem é sequer possível. A chave é um ponto de fusão suficientemente alto e um teor de magnésio controlado.
Ligas de Alumínio Soldáveis por Brasagem
Ligas com uma temperatura de solidus seguramente acima do ponto de liquidez do enchimento são ideais.
Isso inclui a maioria das ligas séries 1xxx e 3xxx não endurecíveis, bem como as ligas série 6xxx tratáveis termicamente. Algumas ligas da série 5xxx também são adequadas, mas apenas se o seu teor de magnésio for baixo.
Ligas Geralmente Não Soldáveis por Brasagem
Muitas ligas comuns de alta resistência têm pontos de fusão muito baixos para os métodos convencionais de brasagem.
Isso inclui a maioria das ligas das séries 2xxx e 7xxx. Suas temperaturas de solidus estão frequentemente abaixo do ponto de liquidez dos metais de enchimento de alumínio padrão, criando uma janela de processamento impossível.
O Papel Crítico do Magnésio
O teor de magnésio deve ser cuidadosamente controlado, idealmente abaixo de 2%.
Níveis mais altos de magnésio formam uma camada de óxido muito estável e tenaz na superfície do alumínio. Essa película de óxido impede que o metal de enchimento molhe a superfície e flua para a junta, resultando em uma ligação falha.
Compreendendo as Compensações e Riscos
Atingir a temperatura correta é um ato de equilíbrio. Desviar-se da janela ideal introduz riscos significativos que podem comprometer todo o conjunto.
O Risco de Superaquecimento
Se a temperatura for muito alta ou mantida por muito tempo, você corre o risco de derreter o metal base.
Isso pode levar à distorção das peças, erosão na junta ou até mesmo um colapso completo do conjunto. A margem de erro pode ser bastante pequena.
O Risco de Calor Insuficiente
Se a temperatura for muito baixa, a liga de enchimento não ficará totalmente líquida.
Isso resulta em fluxo deficiente e preenchimento incompleto da junta, criando vazios e pontos fracos. A ligação resultante será não confiável e não atingirá a resistência projetada.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar os materiais corretos e controlar a temperatura do seu processo são primordiais. Seu objetivo determina sua escolha de material.
- Se seu foco principal é a integridade estrutural: Use ligas tratáveis termicamente e soldáveis por brasagem, como a série 6xxx, que permitem o fortalecimento pós-brasagem.
- Se seu foco principal é fabricação geral ou troca de calor: Use ligas não endurecíveis comuns, como as séries 1xxx ou 3xxx, conhecidas por sua excelente soldabilidade por brasagem.
- Se seu foco principal é evitar falhas: Sempre verifique a designação específica da liga e confirme se o seu teor de magnésio está abaixo de 2% antes de tentar a brasagem.
Em última análise, a brasagem de alumínio bem-sucedida depende do controle térmico preciso dentro da janela definida pelos seus materiais específicos.
Tabela de Resumo:
| Fator | Temperatura Crítica / Consideração | Impacto Principal |
|---|---|---|
| Limite Inferior | 25°C (50°F) acima do ponto de liquidez da liga de enchimento | Assegura o fluxo adequado do metal de enchimento e a ação capilar. |
| Limite Superior | Abaixo da temperatura de solidus da liga de alumínio base (>600°C / 1112°F) | Previne o derretimento do metal base e a distorção das peças. |
| Séries de Ligas Chave | Séries 1xxx, 3xxx, 6xxx (com Mg < 2%) | Determina a soldabilidade por brasagem e a integridade da junta. |
| Risco Principal | Janela de processamento estreita | Requer controle preciso da temperatura para evitar falhas. |
Alcance a brasagem de alumínio impecável com controle térmico de precisão.
Navegar pela estreita janela de temperatura para a brasagem de alumínio é fundamental para criar juntas fortes e confiáveis sem danificar seus componentes. O equipamento certo garante o aquecimento preciso e uniforme necessário para o sucesso.
A KINTEK é especializada em fornos de laboratório de alto desempenho e soluções de processamento térmico projetadas para aplicações exigentes como a brasagem de alumínio. Nosso equipamento oferece a precisão e a consistência que seu laboratório precisa para evitar os riscos de superaquecimento ou calor insuficiente.
Deixe-nos ajudá-lo a otimizar seu processo de brasagem. Entre em contato com nossos especialistas em térmica hoje mesmo para discutir os requisitos específicos da sua aplicação e descobrir a solução ideal para as necessidades do seu laboratório.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Tubo de Forno de Alumina de Alta Temperatura (Al2O3) para Engenharia de Cerâmica Fina Avançada
- Crisol Cerâmico Avançado de Alumina Fina de Engenharia Al2O3 para Forno de Mufla de Laboratório
- Forno de Tubo de Laboratório de Alta Temperatura de 1400℃ com Tubo de Alumina
- Forno de Tubo de Alta Temperatura de Laboratório de 1700℃ com Tubo de Alumina
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados



















