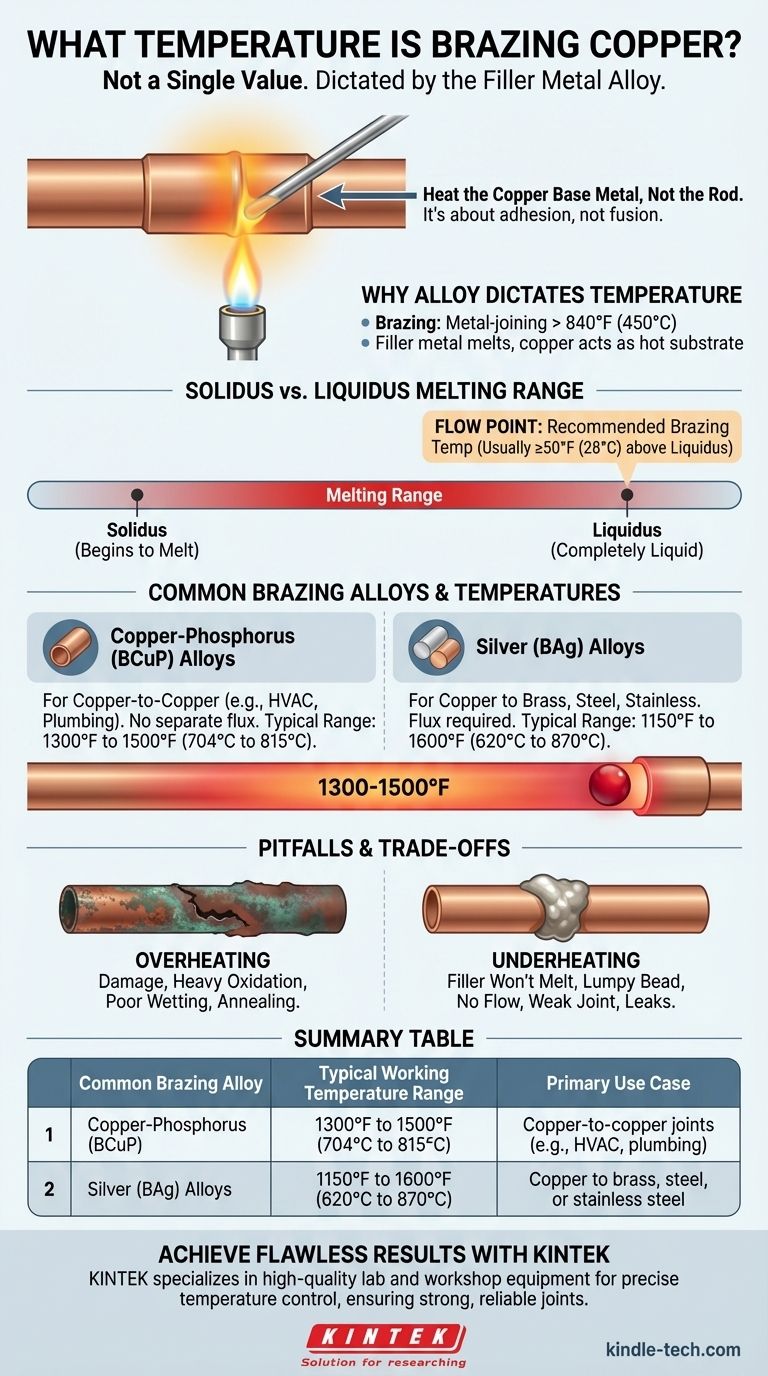
A temperatura para brasagem de cobre não é um valor único; ela é determinada inteiramente pela liga de metal de enchimento específica que você está usando. O processo de brasagem ocorre em temperaturas acima de 450°C (840°F), mas a temperatura alvo exata é sempre uma faixa ligeiramente acima do ponto de fusão completo (liquidus) da vareta de brasagem escolhida.
O princípio central é simples: você deve aquecer o cobre o suficiente para que ele derreta a liga de brasagem, permitindo que a liga seja puxada para dentro da junta. Portanto, a temperatura correta é ditada pela liga, não pelo próprio cobre.

Por que a Liga de Enchimento Dita a Temperatura
Para obter uma junta brasada forte, você deve entender que a brasagem é um processo de adesão, não de fusão. Você não está derretendo o cobre; você o está usando como um substrato quente para derreter um metal de enchimento que cola as peças.
A Definição de Brasagem
A brasagem é um processo de união de metais onde um metal de enchimento é aquecido acima de seu ponto de fusão e distribuído entre duas ou mais peças bem ajustadas por ação capilar. A distinção principal é que o metal de enchimento tem um ponto de fusão mais baixo do que o metal base (o cobre).
Por definição da indústria, a brasagem ocorre em temperaturas acima de 450°C (840°F). Qualquer processo abaixo desta temperatura é tecnicamente considerado soldagem.
Solidus vs. Liquidus: A Faixa de Fusão
As ligas de brasagem não derretem em um único ponto. Elas derretem em uma faixa de temperatura.
- Solidus: A temperatura na qual a liga começa a derreter.
- Liquidus: A temperatura na qual a liga se torna completamente líquida.
Para uma brasagem bem-sucedida, você deve aquecer o metal base acima da temperatura liquidus da sua liga de enchimento.
A Regra Prática do "Ponto de Fluxo"
Uma regra crítica é aquecer o cobre até o "ponto de fluxo" da liga, que é a temperatura de brasagem recomendada. Isso é tipicamente pelo menos 28°C (50°F) acima da temperatura liquidus da liga.
Este calor extra garante que a liga permaneça totalmente líquida enquanto flui para a junta, criando uma ligação completa, forte e sem vazamentos. Você sempre pode encontrar esta faixa de temperatura recomendada na Ficha Técnica (TDS) do fabricante para a vareta de brasagem específica.
Ligas de Brasagem Comuns e Suas Temperaturas
Embora você deva sempre verificar a ficha técnica da sua liga específica, a maioria das brasagens de cobre se enquadra em duas categorias comuns.
Ligas Cobre-Fósforo (BCuP)
Estas são as ligas mais comuns para unir cobre com cobre, especialmente em HVAC e encanamento. O fósforo atua como um agente fundente, portanto, não é necessário um fluxo separado para juntas de cobre com cobre.
Sua faixa de temperatura de trabalho típica é de 704°C a 815°C (1300°F a 1500°F).
Ligas de Prata (BAg)
Frequentemente chamadas de "solda de prata" (embora tecnicamente uma liga de brasagem), estas contêm prata e são usadas para juntas de maior resistência ou para unir cobre a outros metais como latão, aço ou aço inoxidável. Um fluxo separado é quase sempre necessário.
Suas temperaturas de trabalho variam amplamente com base no teor de prata, mas geralmente estão na faixa de 620°C a 870°C (1150°F a 1600°F).
Compreendendo as Trocas e Armadilhas
Atingir a temperatura correta é um ato de equilíbrio. Tanto o excesso quanto a falta de calor comprometerão a integridade da sua junta.
O Perigo do Superaquecimento
Se você aplicar muito calor, pode danificar o cobre. A superfície oxidará pesadamente, o que pode impedir que a liga de enchimento molhe e se ligue corretamente.
O superaquecimento extremo também pode recozer o cobre, tornando-o macio e fraco, ou, no pior dos casos, até mesmo derreter o próprio tubo de cobre.
O Problema do Subaquecimento
O calor insuficiente é a causa mais comum de falha nas juntas brasadas. Se o cobre não estiver quente o suficiente, a liga de enchimento não derreterá e não fluirá corretamente por ação capilar.
Isso resulta em um cordão grosso e irregular que fica na superfície da junta em vez de ser puxado para dentro. A junta não terá resistência e certamente vazará.
O Papel Crítico do Controle de Calor
Lembre-se de aquecer o metal base, não a vareta de enchimento. O objetivo é levar o tubo de cobre e a conexão à temperatura. Em seguida, você toca a vareta na junta quente, e o calor do cobre deve derreter a liga instantaneamente, puxando-a para a fenda.
Fazendo a Escolha Certa para o Seu Objetivo
Seu sucesso depende de combinar seu calor, liga e técnica com o trabalho específico.
- Se seu foco principal é uma junta padrão cobre-cobre (como em HVAC): Use uma liga BCuP e procure um brilho vermelho-cereja no cobre, que corresponde à faixa de 704-815°C (1300-1500°F).
- Se seu foco principal é unir cobre a latão ou aço: Selecione uma liga de prata BAg com o fluxo apropriado e consulte sua ficha técnica para a temperatura de trabalho precisa.
- Se seu foco principal é a integridade absoluta da junta: Sempre localize a Ficha Técnica da sua liga de brasagem específica e siga sua faixa de temperatura recomendada com precisão.
Em última análise, conhecer seu material é a chave para dominar o processo de brasagem.
Tabela Resumo:
| Liga de Brasagem Comum | Faixa de Temperatura de Trabalho Típica | Uso Principal |
|---|---|---|
| Cobre-Fósforo (BCuP) | 704°C a 815°C (1300°F a 1500°F) | Juntas de cobre com cobre (por exemplo, HVAC, encanamento) |
| Ligas de Prata (BAg) | 620°C a 870°C (1150°F a 1600°F) | Cobre com latão, aço ou aço inoxidável |
Obtenha Resultados de Brasagem Impecáveis com o Equipamento Certo
Dominar a brasagem de cobre requer controle preciso da temperatura. Seja você trabalhando em HVAC, encanamento ou manufatura avançada, ter as ferramentas certas é essencial para criar juntas fortes e confiáveis.
A KINTEK é especializada em equipamentos de laboratório e oficina de alta qualidade, incluindo fornos com controle de temperatura e soluções de aquecimento que fornecem o calor uniforme e consistente necessário para resultados de brasagem perfeitos. Nossos produtos ajudam técnicos e engenheiros a evitar as armadilhas do superaquecimento e do subaquecimento, garantindo a integridade da junta sempre.
Deixe-nos ajudá-lo a elevar seu processo de brasagem. Entre em contato com nossos especialistas hoje para encontrar a solução de aquecimento perfeita para sua liga e necessidades de aplicação específicas.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Espuma de Cobre
- Crisol e Barco de Evaporação de Cobre Livre de Oxigênio para Revestimento por Evaporação de Feixe de Elétrons
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Placa de Metal Espumado de Cobre e Níquel
As pessoas também perguntam
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.





