A resposta curta é que nenhum é inerentemente melhor. O método "melhor" depende inteiramente da sua aplicação específica, equilibrando fatores como complexidade da peça, volume de produção, propriedades do material e custo. A brasagem por indução se destaca no aquecimento rápido de juntas únicas e acessíveis, enquanto a brasagem em forno é ideal para montagens complexas com juntas múltiplas ou inacessíveis.
A diferença fundamental reside na forma como o calor é aplicado. A brasagem em forno imerge toda a montagem em calor uniforme, enquanto a brasagem por indução usa um campo eletromagnético para gerar calor intenso e localizado precisamente na área da junta. Sua escolha depende se você precisa aquecer a peça inteira ou apenas uma pequena seção dela.

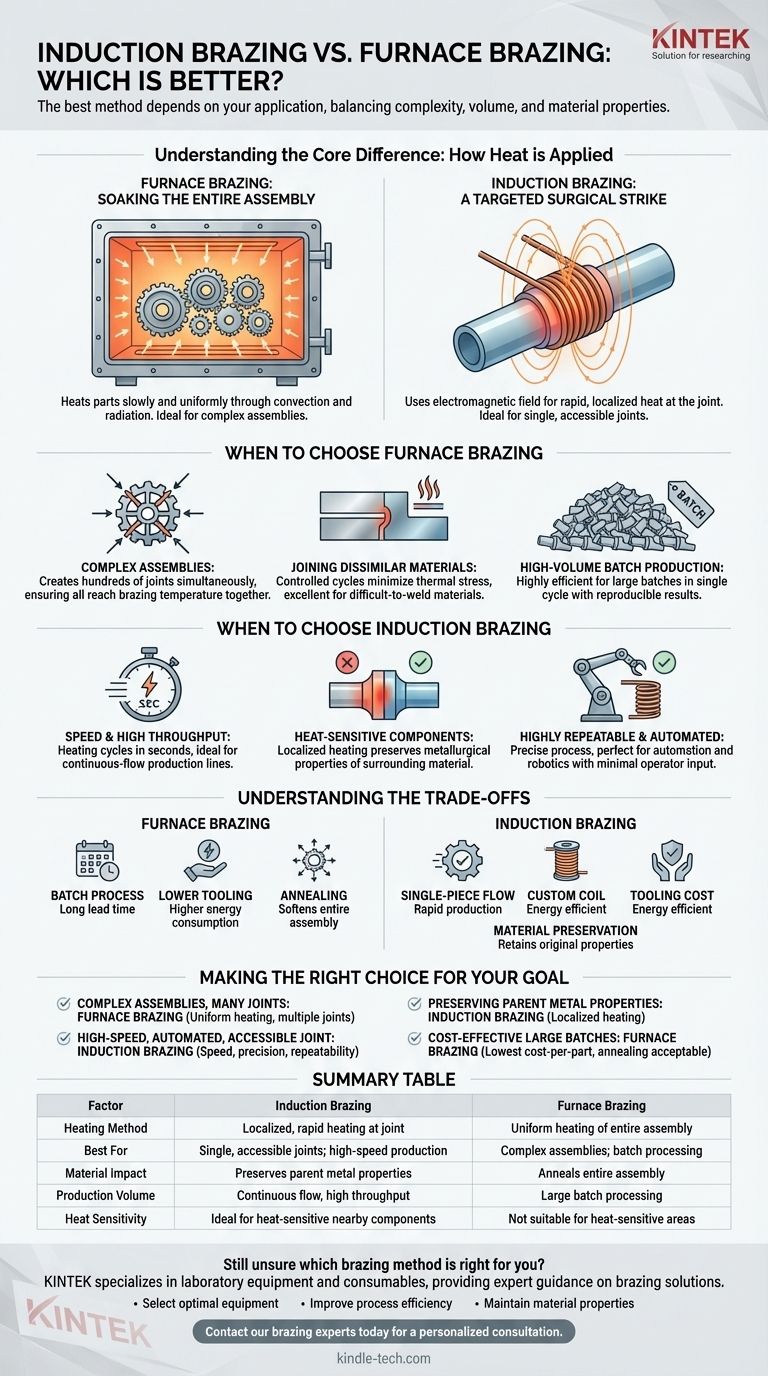
Entendendo a Diferença Central: Como o Calor é Aplicado
Para tomar uma decisão informada, você deve primeiro compreender a mecânica fundamental de cada processo. O método de aquecimento dita os pontos fortes e fracos de cada abordagem.
Brasagem em Forno: Imersão de Toda a Montagem
A brasagem em forno coloca componentes ou montagens inteiras dentro de uma câmara com atmosfera controlada. Toda a câmara é levada à temperatura de brasagem, aquecendo as peças lenta e uniformemente através de convecção e radiação.
Este processo é análogo a um forno de convecção. Garante que todas as partes da montagem, incluindo juntas internas profundas, atinjam uma temperatura consistente, o que é crucial para que a liga de brasagem flua uniformemente por ação capilar.
Brasagem por Indução: Um Ataque Cirúrgico Direcionado
A brasagem por indução usa uma corrente alternada de alta frequência passada através de uma bobina de cobre projetada sob medida. Isso cria um poderoso campo magnético que induz correntes elétricas (correntes parasitas) diretamente dentro da peça de metal colocada perto da bobina.
Essas correntes geram calor rápido e localizado precisamente onde é necessário, deixando o restante da montagem relativamente fria. É um método sem contato que aquece a peça de dentro para fora, oferecendo velocidade e controle excepcionais.
Quando Escolher a Brasagem em Forno
Com base em seu método de aquecimento uniforme, a brasagem em forno é a escolha superior para cenários específicos.
Para Montagens Complexas com Múltiplas Juntas
A maior força da brasagem em forno é sua capacidade de criar centenas de juntas simultaneamente em uma montagem complexa. Como a peça inteira é aquecida uniformemente, todas as juntas atingem a temperatura correta ao mesmo tempo.
Isso possibilita a fabricação de componentes intrincados que seriam impossíveis de unir por outros métodos.
Ao Juntar Materiais Dissimilares ou Não Soldáveis
Os ciclos controlados de aquecimento e resfriamento minimizam o estresse térmico, tornando a brasagem em forno uma excelente escolha para unir metais ou materiais dissimilares que são difíceis de soldar. O processo também pode ser combinado com tratamentos térmicos como endurecimento ou recozimento, economizando tempo e custo.
Para Produção em Lote de Alto Volume
Em ambientes de produção em massa, a brasagem em forno é altamente eficiente e econômica. Grandes lotes de peças podem ser processados em um único ciclo com resultados altamente reprodutíveis e necessidade mínima de operadores qualificados.
Quando Escolher a Brasagem por Indução
O aquecimento localizado e rápido da brasagem por indução a torna a vencedora clara para um conjunto diferente de aplicações.
Para Velocidade e Alto Rendimento
O ciclo de aquecimento para uma junta brasada por indução pode ser de meros segundos, em comparação com o tempo de ciclo muito mais longo de um forno. Isso a torna ideal para integração em uma linha de produção de fluxo contínuo onde a velocidade é fundamental.
Quando Componentes Sensíveis ao Calor Estão Próximos
Se uma peça tiver áreas que foram tratadas termicamente anteriormente ou contiver componentes sensíveis que não suportam altas temperaturas, a indução é a única opção viável. Ao aquecer apenas a junta, ela preserva as propriedades metalúrgicas do material circundante.
Para Processos Altamente Repetíveis e Automatizados
O processo é extremamente preciso e controlável. Uma vez que a potência, frequência e posição da bobina são definidas, os resultados são idênticos todas as vezes, tornando-o perfeito para automação e robótica com mínima intervenção do operador.
Entendendo as Compensações
Escolher entre esses métodos requer reconhecer suas limitações inerentes.
A Questão da Escala: Lote vs. Fluxo Contínuo
A brasagem em forno é um processo em lote. É perfeita para processar muitas peças de uma vez, mas introduz um longo tempo de espera para cada lote. A brasagem por indução é um processo de fluxo de peça única, ideal para linhas de produção rápidas e contínuas.
O Fator Custo: Ferramental vs. Operação
A brasagem por indução requer uma bobina projetada sob medida para cada geometria de junta exclusiva, o que representa um custo inicial de ferramental. No entanto, sua eficiência energética pode levar a custos operacionais mais baixos. A brasagem em forno requer menos ferramental específico para a peça, mas consome mais energia ao aquecer uma câmara grande.
O Impacto no Material: Recozimento vs. Preservação
Uma consequência significativa da brasagem em forno é que toda a montagem é recozida (amolecida) durante o ciclo. Isso pode ser indesejável se o metal base precisar reter sua dureza. A brasagem por indução evita isso, preservando as propriedades originais do material.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione o processo que se alinha diretamente com o objetivo principal do seu projeto.
- Se seu foco principal é brasar montagens complexas com muitas juntas internas: A brasagem em forno é a escolha superior por sua capacidade de aquecer uniformemente e criar centenas de juntas em um único ciclo.
- Se seu foco principal é a produção automatizada de alta velocidade de uma única junta acessível: A brasagem por indução oferece velocidade, precisão e repetibilidade incomparáveis para integração em uma linha de produção.
- Se seu foco principal é preservar a têmpera ou as propriedades do material do metal base: O aquecimento localizado da brasagem por indução é essencial para evitar a alteração de todo o componente.
- Se seu foco principal é a relação custo-benefício para grandes lotes de peças pequenas: A brasagem em forno geralmente oferece o menor custo por peça em ambientes de produção em massa onde o recozimento é aceitável.
Ao alinhar o método de aquecimento com seus objetivos específicos de projeto e produção, você pode garantir um processo de união confiável, eficiente e de alta qualidade.
Tabela de Resumo:
| Fator | Brasagem por Indução | Brasagem em Forno |
|---|---|---|
| Método de Aquecimento | Aquecimento localizado e rápido na junta | Aquecimento uniforme de toda a montagem |
| Melhor Para | Juntas únicas e acessíveis; produção de alta velocidade | Montagens complexas com múltiplas juntas; processamento em lote |
| Impacto no Material | Preserva as propriedades do metal base | Recozimento de toda a montagem |
| Volume de Produção | Fluxo contínuo, alto rendimento | Processamento em grandes lotes |
| Sensibilidade ao Calor | Ideal para componentes vizinhos sensíveis ao calor | Não adequado para áreas sensíveis ao calor |
Ainda em dúvida sobre qual método de brasagem é o certo para suas necessidades de laboratório ou produção?
A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo orientação especializada sobre soluções de brasagem para pesquisa, controle de qualidade e aplicações de fabricação. Nossa equipe pode ajudá-lo a:
- Selecionar o equipamento de brasagem ideal para seus materiais e requisitos de junta específicos
- Melhorar a eficiência do processo e a repetibilidade em seu laboratório ou linha de produção
- Manter as propriedades do material ao mesmo tempo em que se obtêm uniões fortes e confiáveis
Entre em contato com nossos especialistas em brasagem hoje mesmo para uma consulta personalizada sobre como podemos aprimorar seus processos de união com o equipamento e os consumíveis corretos.
Guia Visual
Produtos relacionados
- Sistema de Rotação por Fusão a Vácuo Forno de Fusão a Arco
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Indução a Vácuo em Escala Laboratorial
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Fornalha de Fusão por Arco a Vácuo Não Consumível
As pessoas também perguntam
- Qual é o papel fundamental de um forno de fusão por indução a vácuo na produção de aço sem níquel? Obtenção de Ligas de Alta Pureza
- Como funciona a fusão por indução a vácuo? Obtenha Ligas de Alto Desempenho e Ultra-Puras
- Quais são as vantagens de um forno de fusão por indução a vácuo? Obtenha ligas de alta pureza com VIM de precisão
- Quais são os componentes principais dentro da câmara de vácuo de um forno de fusão por indução a vácuo? Um guia para o conjunto de fusão central
- Qual é a função principal de um forno de fusão por indução a vácuo na preparação de ligas mestras de Ni-Mo-Cr-Fe? Garantir Alta Pureza





