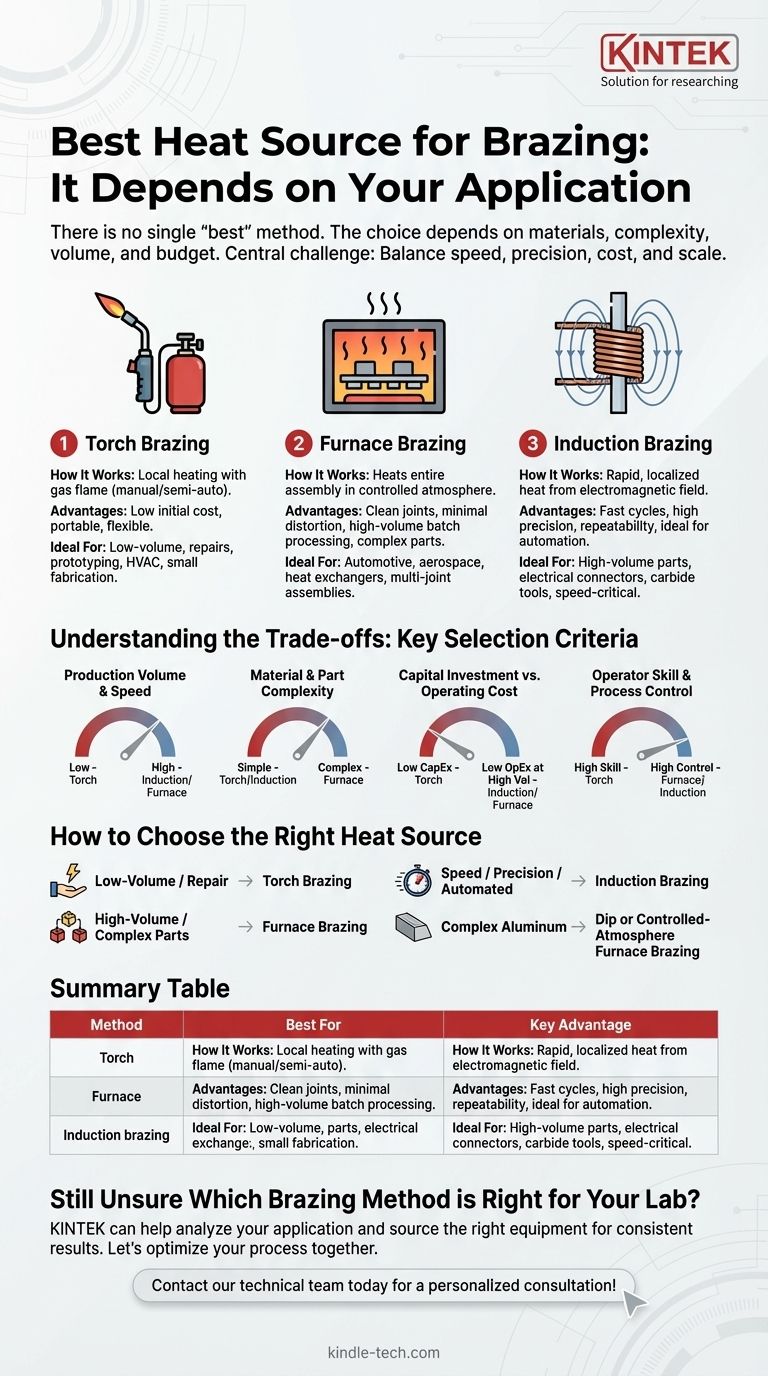
A melhor fonte de calor para brasagem é aquela que melhor se adapta à sua aplicação específica. Não existe um único método "melhor"; a escolha depende de fatores como os materiais a serem unidos, a complexidade da montagem, o volume de produção necessário e o seu orçamento. Os métodos mais comuns incluem brasagem por chama, forno, indução, imersão e resistência, cada um com vantagens distintas.
O desafio central não é encontrar a "melhor" fonte de calor, mas sim compreender as compensações entre velocidade, precisão, custo e escala. O método ideal fornece a energia térmica necessária de forma consistente e econômica para sua peça e objetivos de produção específicos.
Uma Visão Geral das Fontes Comuns de Calor para Brasagem
Cada método de brasagem oferece um perfil único de capacidades. Compreender como eles funcionam é o primeiro passo para tomar uma decisão informada.
Brasagem por Chama
Como Funciona: Este é o método manual ou semiautomatizado mais comum, usando uma chama de gás (como oxiacetileno ou ar-propano) para aquecer os metais base localmente. O operador aplica a chama na área da junta e introduz o metal de adição assim que a temperatura de brasagem é atingida.
Vantagens Principais: A brasagem por chama é valorizada por seu baixo custo de capital inicial, portabilidade e flexibilidade. É excelente para reparos únicos, prototipagem e produção de baixo volume onde uma variedade de tipos de juntas é encontrada.
Aplicações Ideais: É amplamente utilizada em encanamentos, reparos de HVAC e fabricação em pequena escala. Embora possa ser automatizada para volumes maiores, é mais frequentemente associada a operações manuais onde a habilidade do operador é primordial.
Brasagem em Forno
Como Funciona: Montagens inteiras, com metal de adição de brasagem pré-posicionado nas juntas, são carregadas em um forno. O forno aquece toda a montagem à temperatura de brasagem em uma atmosfera controlada (como vácuo ou gás inerte) para evitar a oxidação.
Vantagens Principais: Este método produz juntas limpas e de alta qualidade com distorção mínima e é perfeito para produção de alto volume. Permite que centenas ou milhares de peças – mesmo aquelas com múltiplas juntas inacessíveis – sejam brasadas simultaneamente.
Aplicações Ideais: A brasagem em forno é um processo dominante nas indústrias automotiva e aeroespacial para a fabricação de componentes complexos como trocadores de calor, trilhos de combustível e pás de turbina.
Brasagem por Indução
Como Funciona: Uma corrente alternada é passada através de uma bobina de cobre com formato preciso, criando um campo eletromagnético. Quando a peça é colocada dentro ou perto da bobina, este campo induz correntes parasitas dentro do metal, gerando calor rápido e localizado exatamente onde é necessário.
Vantagens Principais: A indução oferece ciclos de aquecimento extremamente rápidos, precisão excepcional e alta repetibilidade, tornando-a ideal para automação. O calor é localizado na junta, minimizando a zona afetada pelo calor e protegendo o restante da peça.
Aplicações Ideais: Este método se destaca na fabricação de alto volume de peças como conectores elétricos, ferramentas de corte com ponta de carboneto e conjuntos de linha de combustível onde a velocidade e a consistência são críticas.
Compreendendo as Compensações: Critérios Chave de Seleção
Sua decisão, em última análise, equilibrará quatro fatores críticos. Julgar mal qualquer um deles pode levar a baixa qualidade, altos custos ou gargalos de produção.
Volume e Velocidade de Produção
Para trabalhos de baixo volume ou reparos, a flexibilidade e o baixo custo de configuração da brasagem por chama são inigualáveis. Para linhas de produção automatizadas de alto volume, a velocidade e a repetibilidade da brasagem por indução ou a capacidade de processamento em lote da brasagem em forno são muito superiores.
Complexidade do Material e da Peça
Se você está unindo montagens complexas com juntas múltiplas ou internas, a brasagem em forno é frequentemente a única solução prática, pois aquece a peça inteira uniformemente. Para brasagem de componentes sensíveis ao calor, a precisão pontual da brasagem por indução permite aquecer a junta sem danificar áreas adjacentes.
Investimento de Capital vs. Custo Operacional
A brasagem por chama tem a menor barreira de entrada, exigindo investimento mínimo em equipamentos. Os sistemas de brasagem por indução e forno representam uma despesa de capital significativa, mas oferecem um custo por peça muito menor em volumes de produção elevados devido à velocidade, eficiência energética e mão de obra reduzida.
Habilidade do Operador e Controle do Processo
A brasagem por chama manual é altamente dependente da habilidade do operador para qualidade e consistência. Em contraste, a brasagem em forno e por indução são processos controlados por máquina que, uma vez configurados corretamente, fornecem resultados altamente repetíveis com menor necessidade de técnica especializada do operador durante a execução.
Como Escolher a Fonte de Calor Certa
Combine o método com seu objetivo mais crítico.
- Se seu foco principal é produção de baixo volume ou reparo em campo: A brasagem por chama oferece a melhor combinação de baixo custo, portabilidade e flexibilidade.
- Se seu foco principal é fabricação de alto volume e consistente de peças complexas: A brasagem em forno oferece qualidade e rendimento incomparáveis para montagens com múltiplas juntas.
- Se seu foco principal é velocidade e precisão em uma linha de produção automatizada: A brasagem por indução oferece o aquecimento mais rápido, repetível e localizado disponível.
- Se seu foco principal é unir montagens complexas de alumínio, como trocadores de calor: A brasagem por imersão ou a brasagem em forno com atmosfera controlada são os padrões da indústria.
Em última análise, selecionar a fonte de calor certa é sobre alinhar as capacidades do processo com as demandas técnicas e econômicas do seu trabalho específico.
Tabela Resumo:
| Método de Brasagem | Melhor Para | Vantagem Chave |
|---|---|---|
| Brasagem por Chama | Baixo volume, reparos, prototipagem | Baixo custo, flexibilidade, portabilidade |
| Brasagem em Forno | Alto volume, montagens complexas | Processamento em lote, aquecimento uniforme, alta qualidade |
| Brasagem por Indução | Produção de alta velocidade e automatizada | Calor rápido, preciso e localizado |
Ainda Não Tem Certeza de Qual Método de Brasagem é o Certo para o Seu Laboratório?
Escolher a fonte de calor correta é crucial para obter juntas fortes e confiáveis e maximizar sua eficiência de produção. Os especialistas da KINTEK são especializados em equipamentos e consumíveis de laboratório, incluindo soluções de brasagem adaptadas aos seus materiais, volume e requisitos de qualidade específicos.
Podemos ajudá-lo a:
- Analisar sua aplicação para recomendar o método de brasagem mais eficiente e econômico.
- Adquirir o equipamento certo para garantir resultados consistentes e de alta qualidade para seu laboratório ou linha de produção.
Vamos otimizar seu processo de brasagem juntos. Entre em contato com nossa equipe técnica hoje para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Tratamento Térmico a Vácuo de Molibdênio
- Forno de Tratamento Térmico a Vácuo e Sinterização de Tungstênio de 2200 ℃
- Forno de Tratamento Térmico a Vácuo e Forno de Fusão por Indução de Levitação
- Forno de Tratamento Térmico a Vácuo com Revestimento de Fibra Cerâmica
As pessoas também perguntam
- O que é brasagem a vácuo? O Guia Definitivo para a União de Metais de Alta Pureza e Sem Fluxo
- Metais dissimilares podem ser brasados ou soldados por brasagem? Um Guia para Juntas Fortes e Confiáveis
- Para que serve um forno a vácuo? Desbloqueie a Pureza no Processamento de Alta Temperatura
- Para que são usados os fornos a vácuo? Desbloqueie a Pureza e o Desempenho Máximos dos Materiais
- O que é brasagem em tratamento térmico? Alcance Qualidade e Eficiência Superior na Junta



















