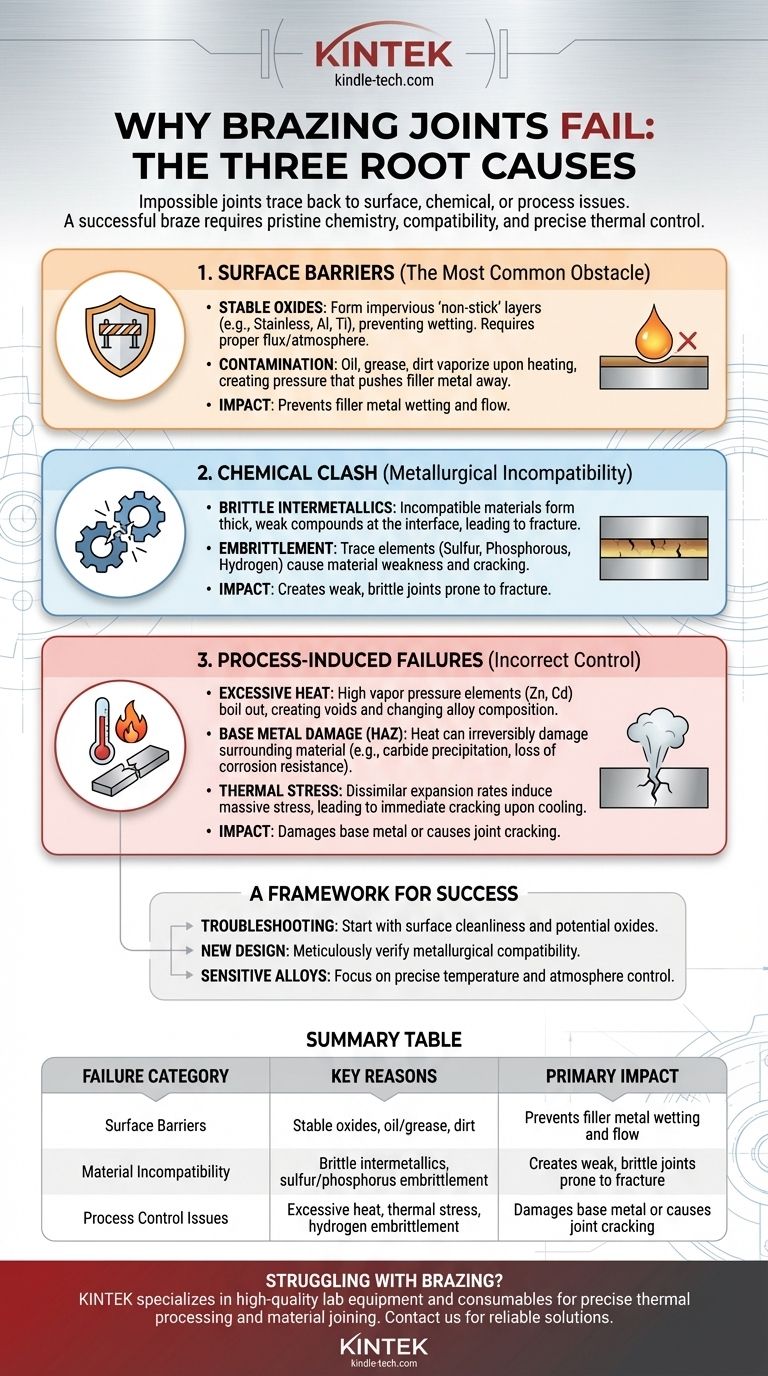
Quando uma junta brasada é impossível de formar, a causa raiz quase sempre remonta a uma de três áreas: contaminação da superfície, incompatibilidade química entre materiais ou controle incorreto do processo. Se o metal de adição fundido não conseguir molhar e fluir para a junta por ação capilar, ou se reagir com o metal base para formar um composto frágil, uma conexão sólida não poderá ser feita.
Uma brasagem bem-sucedida depende de uma tríade de condições ideais: química de superfície impecável, compatibilidade metalúrgica e gerenciamento térmico preciso. A falha em qualquer uma dessas áreas pode tornar uma junta impossível de criar, não por causa de uma única falha, mas porque os princípios fundamentais de adesão e liga foram violados.
O Obstáculo Principal: Barreiras de Superfície
A razão mais comum para uma brasagem falhar é a incapacidade do metal de adição de fazer contato íntimo com os metais base. Este é quase sempre um problema de nível de superfície.
O Desafio dos Óxidos Estáveis
Muitos metais, particularmente aço inoxidável, alumínio e titânio, formam instantaneamente uma camada fina, mas altamente estável e impermeável de óxido em sua superfície. Essa camada de óxido atua como um revestimento antiaderente, impedindo que o metal de adição fundido molhe a superfície e flua para a junta. Um fluxo adequado ou uma atmosfera controlada é necessário para remover esses óxidos durante o aquecimento.
Contaminação e Limpeza Inadequada
Além dos óxidos naturais, qualquer contaminante de superfície como óleo, graxa, sujeira ou até mesmo marcas de caneta irá vaporizar durante o aquecimento. Essa desgaseificação cria pressão que empurra ativamente o metal de adição para longe da junta, tornando uma ligação fisicamente impossível.
Quando Metais Base e de Adição Colidem Quimicamente
Mesmo com uma superfície perfeitamente limpa, a combinação errada de materiais pode levar a uma junta que é frágil, fraca ou simplesmente não se forma. Estas são questões metalúrgicas mais profundas.
Ligação Destrutiva e Intermetálicos
A brasagem funciona pela liga do metal de adição com o metal base. No entanto, se os materiais forem incompatíveis, eles podem formar compostos intermetálicos espessos e frágeis na interface. Essa camada frágil irá fraturar facilmente sob estresse mínimo, destruindo a integridade da junta.
Fragilização por Elementos Traço
Certos elementos, mesmo em quantidades mínimas, podem ser catastróficos. A fragilização por enxofre pode ocorrer ao brasar ligas de níquel que foram contaminadas com compostos contendo enxofre. Da mesma forma, a fragilização por fósforo pode enfraquecer certos aços e ligas de níquel se um metal de adição contendo fósforo for usado incorretamente.
O Problema do Hidrogênio
A fragilização por hidrogênio é um risco significativo para aços de alta resistência. Em temperaturas de brasagem, o hidrogênio (da atmosfera ou do fluxo) pode ser absorvido pelo metal, fazendo com que ele se torne extremamente frágil e propenso a rachaduras após o resfriamento.
Compreendendo as Compensações: Falhas Induzidas pelo Processo
O próprio processo de brasagem — especificamente como o calor é aplicado e controlado — pode criar condições que tornam uma junta sólida impossível.
Calor Excessivo e Alta Pressão de Vapor
Alguns metais de adição contêm elementos com baixos pontos de ebulição, como zinco e cádmio. Se a junta for superaquecida, esses elementos podem evaporar do metal de adição. Isso não apenas cria vazios na junta, mas também altera fundamentalmente a composição química e o desempenho da liga de adição restante. Esse efeito é impulsionado pela pressão de vapor do material.
Danos ao Metal Base (Zona Afetada pelo Calor)
O calor necessário para a brasagem pode danificar irreversivelmente o metal base na área ao redor da junta, conhecida como zona afetada pelo calor (ZAC). Por exemplo, em alguns aços inoxidáveis, o aquecimento pode causar precipitação de carbonetos, o que esgota a resistência à corrosão do material e pode torná-lo frágil.
Estresse Térmico e Rachaduras
Ao unir metais dissimilares, suas diferentes taxas de expansão térmica podem induzir um estresse massivo na junta à medida que ela esfria. Se esse estresse exceder a resistência do metal base ou de adição à temperatura, pode levar a rachaduras por estresse imediatas, separando a junta antes mesmo de ser concluída.
Uma Estrutura para Brasagem Bem-Sucedida
Para evitar essas falhas, sua abordagem deve ser proativa, focando na seleção de materiais e controle de processo desde o início.
- Se você estiver solucionando problemas de uma junta com falha: Comece investigando a limpeza da superfície e o potencial de óxidos estáveis, pois estas são as barreiras mais frequentes e fundamentais.
- Se você estiver projetando uma nova aplicação: Verifique meticulosamente a compatibilidade metalúrgica entre seus metais base e o metal de adição proposto para evitar a formação de intermetálicos frágeis.
- Se você estiver trabalhando com ligas sensíveis ou de alta resistência: Seu foco principal deve ser o controle preciso da temperatura e da atmosfera para evitar danos ao metal base e a fragilização.
Ao compreender esses princípios básicos, você pode transformar a brasagem de um processo desafiador em uma tecnologia de união previsível e altamente confiável.
Tabela Resumo:
| Categoria de Falha | Principais Razões | Impacto Principal |
|---|---|---|
| Barreiras de Superfície | Óxidos estáveis, óleo/graxa, sujeira | Impede a molhagem e o fluxo do metal de adição |
| Incompatibilidade de Materiais | Intermetálicos frágeis, fragilização por enxofre/fósforo | Cria juntas fracas e frágeis propensas a fraturas |
| Problemas de Controle de Processo | Calor excessivo, estresse térmico, fragilização por hidrogênio | Danifica o metal base ou causa rachaduras na junta |
Lutando com juntas brasadas não confiáveis? A KINTEK é especializada em fornecer os equipamentos de laboratório e consumíveis de alta qualidade necessários para processamento térmico preciso e união de materiais. Nossa experiência garante que você tenha as ferramentas certas para obter superfícies limpas, atmosferas controladas e temperaturas perfeitas para uma brasagem bem-sucedida sempre. Entre em contato conosco hoje (#ContactForm) para discutir como podemos apoiar as necessidades específicas do seu laboratório e aumentar a confiabilidade do seu processo de união.
Guia Visual