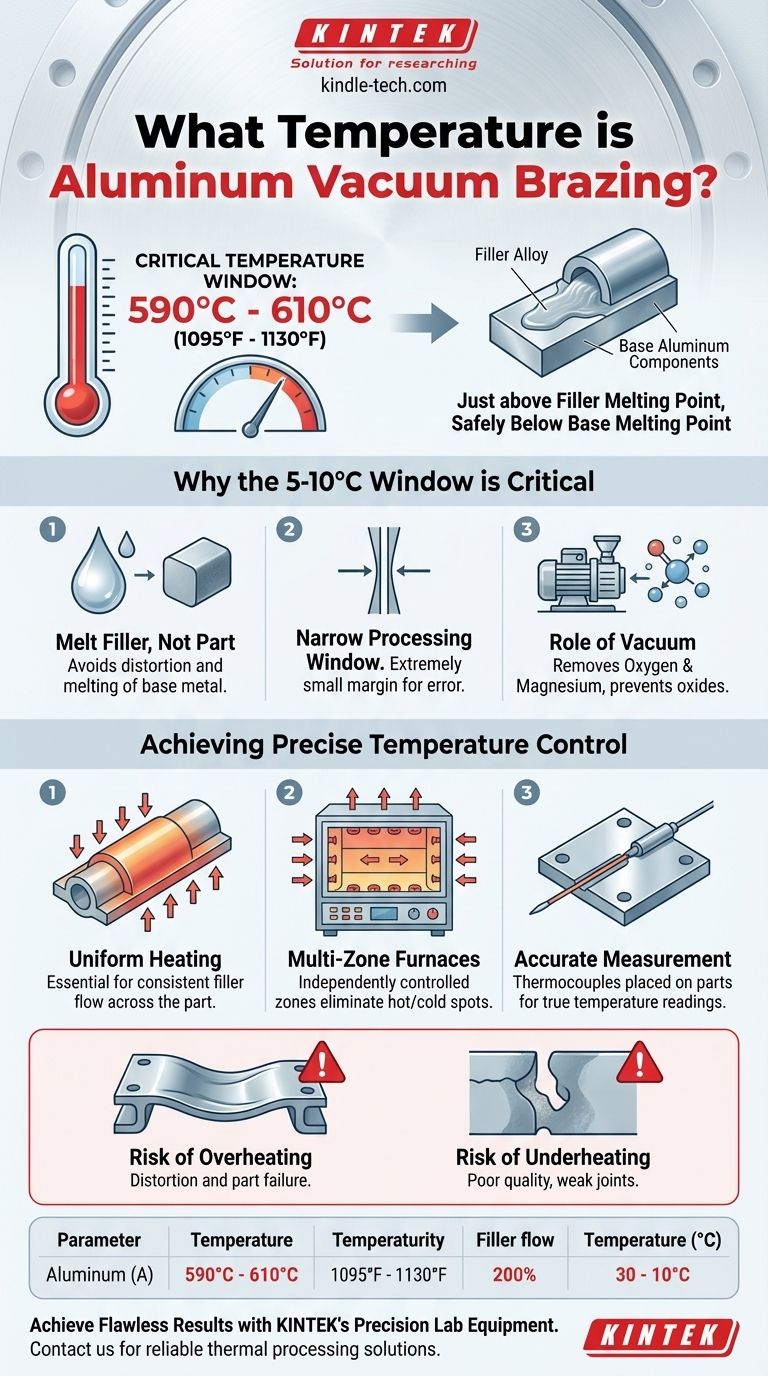
Em resumo, a brasagem a vácuo de alumínio ocorre tipicamente em uma faixa de temperatura muito estreita, geralmente entre 590°C e 610°C (1095°F a 1130°F). Esta temperatura precisa é escolhida para estar logo acima do ponto de fusão da liga de enchimento, mas com segurança abaixo do ponto de fusão dos componentes de alumínio que estão sendo unidos.
O desafio central da brasagem a vácuo de alumínio não é meramente atingir uma temperatura específica, mas manter uma uniformidade absoluta em toda a peça dentro de uma janela extremamente apertada. O sucesso depende de derreter o material de enchimento sem distorcer ou derreter o próprio alumínio base.

Por que esta Janela de Temperatura Específica é Crítica
Todo o processo de brasagem depende de uma lacuna térmica cuidadosamente controlada entre o metal de enchimento e o metal base. Para o alumínio, essa lacuna é notoriamente pequena, tornando a precisão primordial.
Derretendo o Material de Enchimento, Não a Peça
A brasagem funciona derretendo um material de enchimento (a liga de brasagem) que flui para as juntas entre dois ou mais componentes base por ação capilar.
A temperatura deve ser alta o suficiente para tornar a liga de enchimento totalmente líquida, permitindo que ela flua livremente e crie uma forte ligação metalúrgica após o resfriamento.
Crucialmente, esta temperatura deve permanecer abaixo da temperatura "solidus" do alumínio base, que é o ponto em que o próprio metal base começa a derreter.
A Estreita Janela de Processamento
A temperatura de brasagem é estrategicamente definida entre o liquidus do material de enchimento (a temperatura na qual ele se torna totalmente líquido) e o solidus do metal base.
Para configurações comuns de brasagem de alumínio (por exemplo, usando um enchimento de alumínio-silício AA4047), esta janela operacional pode ser tão estreita quanto 5-10°C. Isso deixa quase nenhuma margem para erro.
O Papel do Vácuo
Operar nessas altas temperaturas em um ambiente de vácuo serve a duas funções principais.
Primeiro, remove o oxigênio, prevenindo a formação de óxidos de alumínio que, de outra forma, impediriam o material de enchimento de molhar a superfície e formar uma ligação.
Segundo, remove o magnésio, um elemento de liga em muitos graus de alumínio que vaporiza em temperaturas de brasagem. Se não for removido pelo vácuo, esse vapor de magnésio interferiria no processo de brasagem.
Alcançando o Controle Preciso de Temperatura
Como o material de referência destaca, atingir a temperatura correta é inútil se não for uniforme. Uma diferença de temperatura de apenas alguns graus em toda a peça pode levar à falha total.
A Necessidade de Aquecimento Uniforme
Se uma área do conjunto estiver mais quente que outra, uma seção fina pode derreter antes que uma seção mais espessa atinja a temperatura de brasagem necessária.
Essa uniformidade garante que o material de enchimento seja ativado e flua uniformemente por todas as juntas ao mesmo tempo.
Fornos Multi-Zona
Fornos a vácuo modernos alcançam essa uniformidade usando múltiplas zonas de aquecimento controladas independentemente.
Essas zonas cercam as peças, e sistemas de controle sofisticados ajustam a potência de cada zona para eliminar pontos quentes ou frios, garantindo que todo o conjunto aqueça e resfrie a uma taxa consistente.
Medição Precisa de Temperatura
Para controlar o processo, termopares são colocados estrategicamente sobre ou perto das próprias peças, não apenas na câmara geral do forno.
Isso fornece uma leitura verdadeira da temperatura da peça, permitindo que o sistema de controle mantenha a temperatura do elemento de aquecimento o mais próximo possível do alvo sem superaquecer a superfície da peça.
Compreendendo as Trocas e os Riscos
A estreita janela de processamento para brasagem de alumínio introduz riscos significativos que devem ser gerenciados por meio de controle preciso do processo.
Risco de Superaquecimento
Exceder a temperatura solidus do metal base, mesmo por um curto período, fará com que as peças se distorçam, cedam ou derretam. Esta é uma falha catastrófica que resulta em uma peça descartada.
Risco de Subaquecimento
Não atingir a temperatura liquidus da liga de enchimento resultará em uma junta de baixa qualidade. O enchimento não fluirá corretamente, levando a vazios, ligações incompletas ("não preenchimentos") e um produto final estruturalmente não confiável.
Complicações da Geometria da Peça
Conjuntos com seções muito grossas e muito finas são especialmente desafiadores. As seções finas aquecem muito mais rápido, aumentando o risco de superaquecê-las enquanto se espera que as seções grossas atinjam a temperatura alvo. Isso requer um ciclo de aquecimento cuidadosamente programado e muitas vezes mais lento.
Fazendo a Escolha Certa para o Seu Objetivo
Brasar alumínio com sucesso é menos sobre um único número de temperatura e mais sobre executar impecavelmente um perfil térmico completo.
- Se o seu foco principal é a confiabilidade do processo: Invista em um forno a vácuo moderno e multi-zona com controles precisos baseados em termopares para garantir a uniformidade da temperatura.
- Se o seu foco principal é a qualidade da junta: Certifique-se de que sua liga de enchimento e liga base escolhidas sejam compatíveis, fornecendo uma janela de temperatura viável (mesmo que estreita).
- Se o seu foco principal é o design da peça: Projete peças com espessura uniforme sempre que possível, pois isso simplifica o processo de aquecimento e reduz drasticamente o risco de falha.
Em última análise, a precisão é o princípio inegociável que governa cada operação bem-sucedida de brasagem a vácuo de alumínio.
Tabela Resumo:
| Parâmetro | Faixa Típica | Consideração Crítica |
|---|---|---|
| Temperatura de Brasagem | 590°C - 610°C (1095°F - 1130°F) | Deve permanecer acima do liquidus do enchimento, abaixo do solidus do metal base |
| Janela de Temperatura | 5-10°C (estreita) | Requer controle preciso do forno |
| Desafio Principal | Aquecimento uniforme em todas as peças | Previne distorção e garante fluxo completo do enchimento |
| Liga de Enchimento Comum | AA4047 (Alumínio-Silício) | Fornece características de fusão ótimas para alumínio base |
Obtenha resultados impecáveis de brasagem de alumínio com o equipamento de laboratório de precisão da KINTEK. Nossos fornos a vácuo avançados apresentam aquecimento multi-zona e controles de temperatura precisos, especificamente projetados para processos desafiadores como a brasagem de alumínio. Atendemos laboratórios e instalações de fabricação que exigem soluções confiáveis de processamento térmico.
Entre em contato conosco hoje para discutir como nosso equipamento pode ajudá-lo a manter a uniformidade crítica de temperatura necessária para operações bem-sucedidas de brasagem a vácuo de alumínio.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno Vertical de Grafitação a Vácuo de Alta Temperatura
- Forno de Fusão por Indução de Arco a Vácuo
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores



















