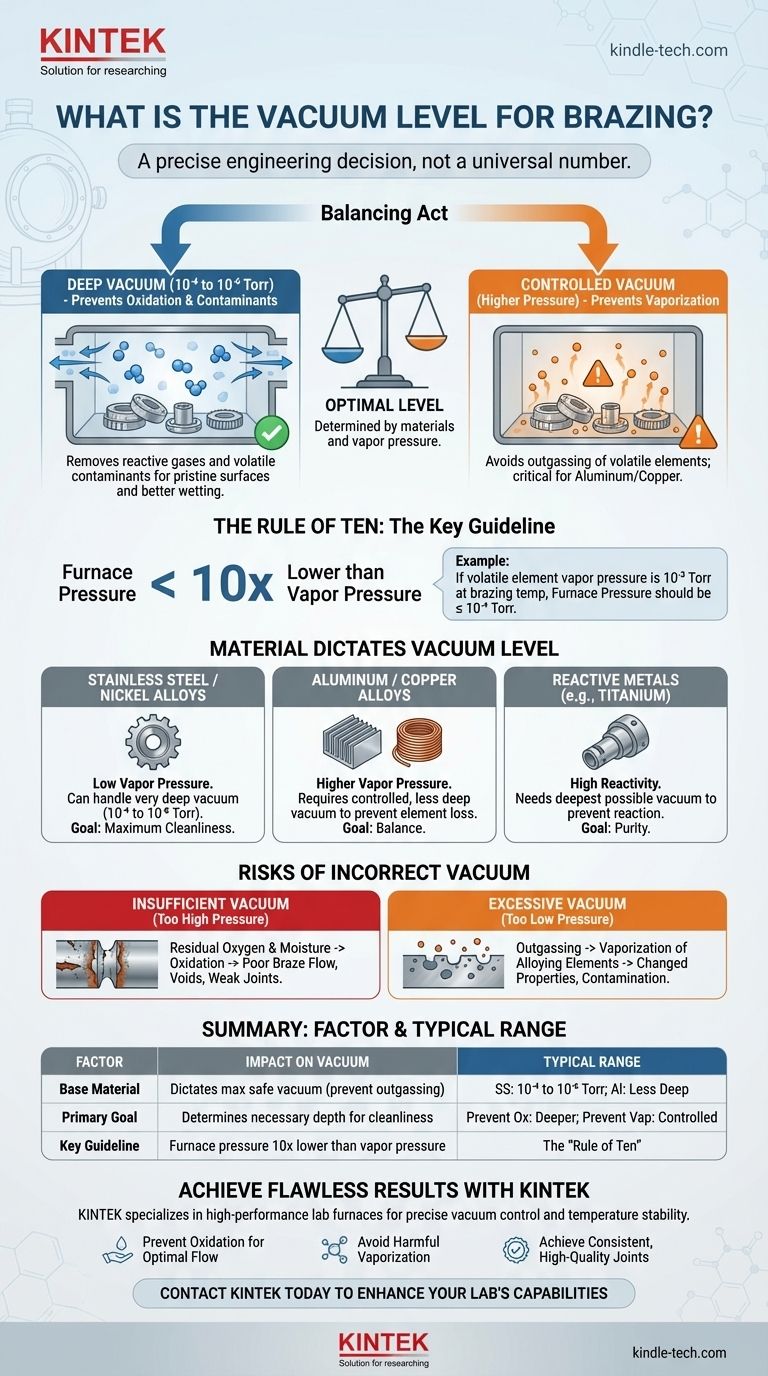
Embora não exista um único nível de vácuo universal para brasagem, o nível exigido é uma decisão de engenharia precisa ditada pelos materiais específicos que estão sendo unidos. A brasagem a vácuo profundo típica é realizada na faixa de 10⁻³ a 10⁻⁶ Torr, mas o nível ideal é determinado pela necessidade de prevenir a oxidação sem causar a vaporização prejudicial dos próprios metais.
O nível de vácuo correto não é um alvo fixo; é uma variável dinâmica determinada pela pressão de vapor dos seus materiais base e da liga de enchimento. O objetivo é criar um vácuo profundo o suficiente para remover gases reativos como o oxigênio, mas não tão profundo a ponto de vaporizar elementos essenciais dos seus componentes na temperatura de brasagem.

O Propósito Central do Vácuo na Brasagem
Entender por que o vácuo é usado é a chave para determinar o nível correto. O vácuo não é apenas um espaço vazio; é uma parte ativa do processo que controla o ambiente químico.
Prevenção da Oxidação
A função primária do vácuo é remover o oxigênio e outros gases reativos da câmara do forno. Em altas temperaturas de brasagem, mesmo quantidades vestigiais de oxigênio formarão rapidamente óxidos nas superfícies metálicas.
Essas camadas de óxido atuam como uma barreira, impedindo que o metal de enchimento de brasagem fundido "molhe" e flua adequadamente para a junta, resultando em uma ligação fraca ou falha.
Remoção de Contaminantes Voláteis
A combinação de calor e vácuo limpa efetivamente as peças in-situ. Ajuda a vaporizar e remover contaminantes superficiais como óleos residuais, umidade e gases absorvidos.
Esta ação de limpeza é crucial para criar uma superfície imaculada que está pronta para formar uma ligação metalúrgica forte e contínua com a liga de enchimento.
Promoção do Fluxo de Brasagem (Molhabilidade)
Ao garantir uma superfície excepcionalmente limpa e livre de óxidos, o ambiente de vácuo permite que a liga de enchimento fundida flua livremente e uniformemente para a junta através da ação capilar. Isso leva ao preenchimento completo da junta e à resistência máxima.
Como Determinar o Nível de Vácuo Correto
Em vez de memorizar um único número, você deve avaliar os materiais envolvidos. O processo é regido pelos princípios da química e da física, especificamente a pressão de vapor.
O Papel Crítico da Pressão de Vapor
Cada elemento tem uma pressão de vapor, que é sua tendência de se transformar em gás a uma determinada temperatura. Essa tendência aumenta drasticamente com a temperatura e diminui com a pressão circundante (ou seja, no vácuo).
Se o vácuo no seu forno for muito profundo (a pressão for muito baixa), pode fazer com que elementos dentro do seu metal base ou liga de enchimento literalmente fervam ou "desgaseifiquem" na temperatura de brasagem.
A "Regra de Dez"
Uma diretriz amplamente aceita é que a pressão do forno deve ser pelo menos uma ordem de magnitude (10x) menor do que a pressão de vapor do elemento mais volátil em sua montagem na temperatura máxima de brasagem.
Por exemplo, se um elemento na sua liga tiver uma pressão de vapor de 10⁻³ Torr na sua temperatura de brasagem, o vácuo do seu forno deve ser de 10⁻⁴ Torr ou mais profundo para evitar que ele vaporize.
O Material Determina o Vácuo
É por isso que materiais diferentes exigem níveis de vácuo diferentes.
- Aços Inoxidáveis e Ligas de Níquel: Estes têm pressões de vapor muito baixas, permitindo vácuos muito profundos (10⁻⁴ a 10⁻⁶ Torr) sem risco.
- Ligas de Alumínio ou Cobre: Estes contêm elementos com pressões de vapor mais altas. A brasagem deles requer controle cuidadoso e frequentemente um vácuo menos profundo para evitar a perda de metal base ou elementos de liga.
Compreendendo as Compensações (Trade-offs)
Escolher o nível de vácuo errado pode ser tão prejudicial quanto o próprio processo de brasagem. Tanto o vácuo insuficiente quanto o excessivo apresentam riscos significativos.
O Perigo do Vácuo Insuficiente (Alta Pressão)
Se o vácuo não for profundo o suficiente, o oxigênio residual e o vapor de água permanecerão na câmara. Isso levará à oxidação das peças à medida que são aquecidas.
O resultado é um fluxo de brasagem deficiente, vazios dentro da junta e um componente que pode parecer brasado, mas carece da integridade estrutural necessária. Este é o modo de falha mais comum relacionado aos níveis de vácuo.
O Perigo do Vácuo Excessivo (Baixa Pressão)
Um vácuo muito profundo para os materiais específicos pode ser destrutivo. Causa "desgaseificação", onde elementos de liga voláteis são retirados do material.
Por exemplo, a brasagem de uma liga contendo cromo em vácuo muito profundo pode esgotar o cromo da superfície, reduzindo sua resistência à corrosão. Da mesma forma, o uso de metais de enchimento contendo zinco ou cádmio em vácuo alto fará com que esses elementos vaporizem, alterando as propriedades do enchimento e contaminando o forno.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o nível de vácuo correto é uma decisão técnica baseada em seus materiais e resultado desejado. Consulte gráficos de pressão de vapor para suas ligas específicas como a fonte final de verdade.
- Se o seu foco principal é a brasagem de aço inoxidável, ligas de níquel ou metais refratários: Seu objetivo principal é a limpeza, portanto, um vácuo alto na faixa de 10⁻⁴ a 10⁻⁶ Torr é geralmente seguro e eficaz.
- Se o seu foco principal é a brasagem de alumínio ou ligas contendo elementos voláteis como o cobre: Você deve equilibrar cuidadosamente a limpeza com a prevenção da desgaseificação, muitas vezes exigindo um vácuo menos profundo e controle preciso da temperatura.
- Se o seu foco principal é unir cerâmicas ou metais reativos como o titânio: O vácuo mais profundo possível é frequentemente necessário para prevenir qualquer reação com gases residuais e garantir uma ligação pura e forte.
Em última análise, dominar a brasagem a vácuo vem de entender que o nível de vácuo é uma ferramenta precisa para controlar o ambiente do material, não apenas um número a ser alcançado.
Tabela de Resumo:
| Fator | Impacto no Nível de Vácuo | Faixa Típica |
|---|---|---|
| Material Base | Determina o vácuo seguro máximo para prevenir a desgaseificação | Aço Inoxidável: 10⁻⁴ a 10⁻⁶ Torr; Alumínio: Menos Profundo |
| Objetivo Principal | Determina a profundidade necessária do vácuo para limpeza | Prevenir Oxidação: Vácuo Mais Profundo; Prevenir Vaporização: Vácuo Controlado |
| Diretriz Chave | A pressão do forno deve ser 10x menor que a pressão de vapor do elemento mais volátil | A 'Regra de Dez' |
Alcance Resultados de Brasagem Impecáveis com a KINTEK
Navegar no equilíbrio preciso dos níveis de vácuo é fundamental para uma brasagem bem-sucedida. Se você está trabalhando com aço inoxidável, alumínio ou metais reativos, o equipamento e a experiência certos fazem toda a diferença.
A KINTEK é especializada em fornos de laboratório de alto desempenho e consumíveis projetados para fornecer o controle preciso de vácuo e a estabilidade de temperatura que seus processos de brasagem exigem. Nossas soluções ajudam você a:
- Prevenir a Oxidação: Garanta superfícies limpas e livres de óxidos para um fluxo de brasagem ideal.
- Evitar a Vaporização Prejudicial: Proteja seus materiais contra desgaseificação e perda de elementos.
- Alcançar Juntas Consistentes e de Alta Qualidade: Maximize a resistência e a integridade de suas montagens.
Não deixe que a incerteza do nível de vácuo comprometa seus resultados. Deixe que nossos especialistas ajudem você a selecionar o sistema perfeito para seus materiais e requisitos de aplicação específicos.
Entre em contato com a KINTEK hoje mesmo para discutir suas necessidades de brasagem e descobrir como nosso equipamento especializado pode aprimorar as capacidades do seu laboratório.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Estufa de Secagem a Vácuo Laboratorial Vertical de 56L
- Forno de Sinterização de Porcelana Dental a Vácuo
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
- Forno de Secagem a Vácuo de Laboratório de 23L
As pessoas também perguntam
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão






