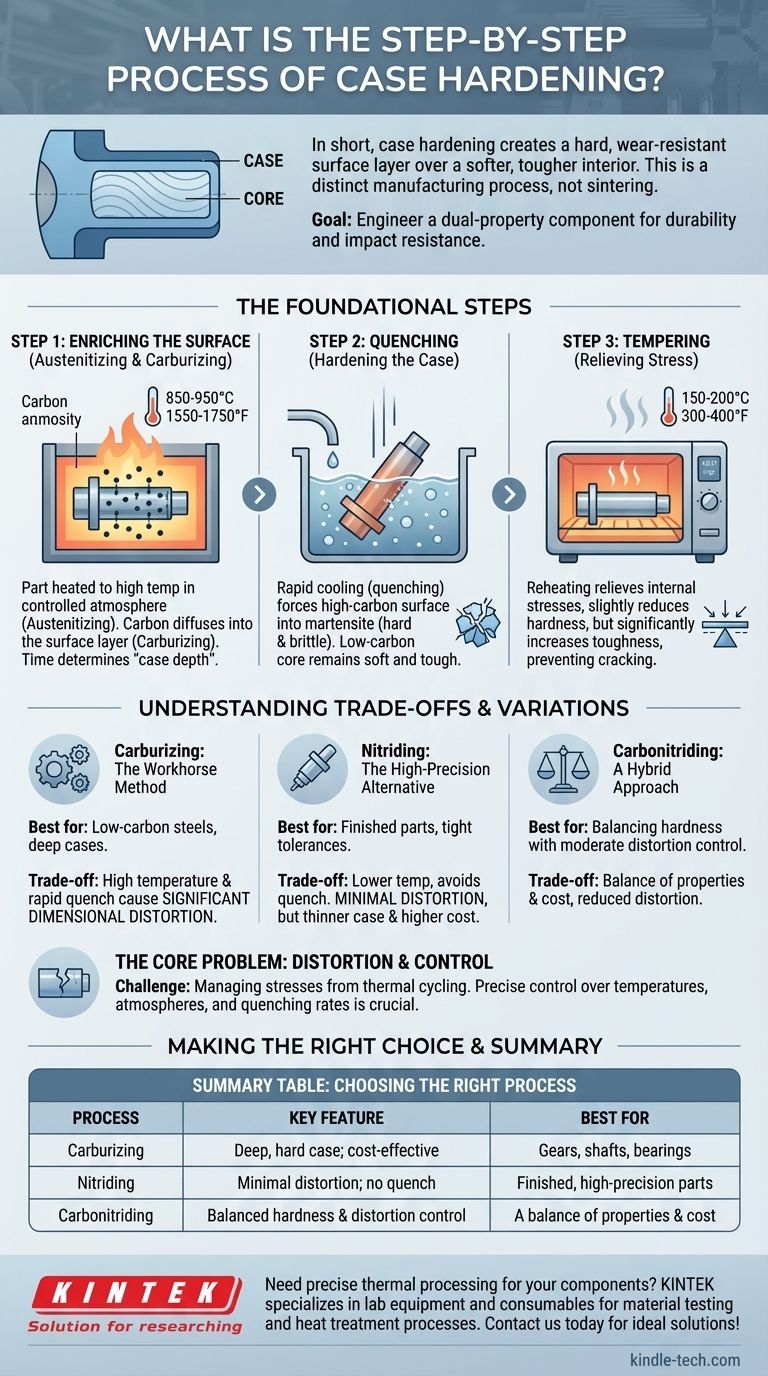
Em resumo, o endurecimento superficial é um processo de tratamento térmico que cria uma camada superficial dura e resistente ao desgaste (a "camada externa") sobre um interior mais macio e resistente (o "núcleo"). Este é um processo de fabricação distinto e não deve ser confundido com a sinterização de metais — o assunto das referências fornecidas — que envolve a fusão de pós metálicos para formar uma peça sólida.
O objetivo fundamental do endurecimento superficial é projetar um componente com dupla propriedade. Ele confere a uma peça metálica uma superfície altamente durável para resistir ao desgaste e à abrasão, enquanto preserva um núcleo dúctil e absorvente de choques para evitar falhas catastróficas sob impacto.

As Etapas Fundamentais do Endurecimento Superficial
O endurecimento superficial não é uma ação única, mas uma sequência de processos térmicos e químicos controlados. O método mais comum, especialmente para aços de baixo carbono, envolve três estágios críticos.
Etapa 1: Enriquecimento da Superfície (Austenitização e Cementação)
O primeiro passo é alterar a composição química da superfície da peça. O metal, tipicamente um aço de baixo carbono, é aquecido a uma alta temperatura (cerca de 850-950°C ou 1550-1750°F) em uma atmosfera controlada.
A esta temperatura, a estrutura cristalina do aço muda para austenita, que pode absorver prontamente mais carbono. A peça é mantida a esta temperatura em um ambiente rico em carbono. Este processo, denominado cementação, permite que os átomos de carbono se difundam na camada superficial do aço. Quanto mais tempo a peça for mantida, mais profundamente o carbono penetra, determinando a "profundidade da camada".
Etapa 2: Têmpera (Endurecimento da Camada Externa)
Uma vez que a superfície absorveu carbono suficiente, a peça é rapidamente resfriada, ou temperada, submergindo-a em um meio como óleo, água ou salmoura.
Este resfriamento rápido força a camada superficial de alto carbono (a austenita) a se transformar em martensita, uma estrutura cristalina extremamente dura e frágil. O núcleo de baixo carbono, no entanto, não endurece tão drasticamente, permanecendo relativamente macio e resistente.
Etapa 3: Revenimento (Alívio de Tensão)
O processo de têmpera deixa a camada endurecida em um estado de alta tensão interna, tornando-a muito frágil. Para neutralizar isso, a peça é revenida.
O revenimento envolve reaquecer o componente a uma temperatura muito mais baixa (tipicamente 150-200°C ou 300-400°F) e mantê-lo por um tempo determinado. Este processo alivia as tensões internas e reduz ligeiramente a dureza da camada, mas aumenta significativamente sua tenacidade, evitando que ela lasque ou rache em serviço.
Compreendendo as Compensações e Variações
Embora a cementação seja o método mais comum, existem várias variações e alternativas, cada uma com vantagens e desvantagens distintas.
Cementação: O Método de Trabalho Pesado
A cementação é altamente eficaz para aços de baixo carbono e é relativamente econômica para criar camadas profundas e duras. No entanto, as altas temperaturas e a subsequente têmpera rápida podem introduzir uma significativa distorção dimensional, o que pode exigir retificação ou usinagem final.
Nitretação: A Alternativa de Alta Precisão
A nitretação alcança um resultado semelhante difundindo nitrogênio — não carbono — na superfície. Uma vantagem chave é sua temperatura de processo mais baixa, que evita completamente a etapa de têmpera. Isso resulta em distorção mínima, tornando-a ideal para peças acabadas com tolerâncias apertadas. A desvantagem é frequentemente uma camada mais fina e um custo potencialmente mais alto.
Carbonitretação: Uma Abordagem Híbrida
Este processo difunde tanto carbono quanto nitrogênio na superfície. Ele oferece um equilíbrio de propriedades, muitas vezes proporcionando uma camada mais dura do que a cementação em uma temperatura mais baixa, o que ajuda a reduzir, mas não eliminar, a distorção.
O Problema Central: Distorção e Controle
O principal desafio em todo o endurecimento superficial é gerenciar as tensões do ciclo térmico. O aquecimento ou resfriamento irregular pode fazer com que as peças empenem, dobrem ou até rachem. O sucesso depende do controle preciso das atmosferas do forno, temperaturas e taxas de têmpera.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto requer a compreensão da aplicação final do componente. Sua decisão deve ser guiada pelas demandas operacionais da peça.
- Se o seu foco principal é a máxima resistência ao desgaste e resistência ao impacto: A cementação padrão seguida de têmpera e revenimento proporciona uma camada profunda e durável com um núcleo resistente, ideal para engrenagens, eixos e rolamentos.
- Se o seu foco principal é manter tolerâncias dimensionais apertadas: A nitretação a gás é a escolha superior, pois a ausência de uma etapa de têmpera resulta em mínima distorção da peça.
- Se o seu foco principal é equilibrar dureza com custo e controle moderado de distorção: A carbonitretação oferece um compromisso, proporcionando excelente dureza superficial com menos distorção do que a cementação tradicional.
Ao compreender esses processos distintos, você pode especificar o tratamento preciso necessário para obter um componente com o equilíbrio ideal de durabilidade superficial e resistência do núcleo.
Tabela Resumo:
| Processo | Característica Principal | Melhor Para |
|---|---|---|
| Cementação | Camada profunda e dura; custo-benefício | Engrenagens, eixos, rolamentos |
| Nitretação | Distorção mínima; sem têmpera | Peças acabadas de alta precisão |
| Carbonitretação | Dureza e controle de distorção equilibrados | Um equilíbrio de propriedades e custo |
Precisa de processamento térmico preciso para seus componentes? O método correto de endurecimento superficial é crítico para o desempenho e a longevidade da peça. A KINTEK é especializada em equipamentos de laboratório e consumíveis para testes de materiais e processos de tratamento térmico. Nossos especialistas podem ajudá-lo a selecionar a solução ideal para alcançar o equilíbrio perfeito entre dureza superficial e tenacidade do núcleo para sua aplicação específica. Entre em contato conosco hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Forno de Cerâmica de Porcelana Dentária de Zircônia para Sinterização em Consultório com Transformador
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno com atmosfera controlada de correia de malha
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
As pessoas também perguntam
- Qual é a contração da zircônia durante a sinterização? Dominando a Mudança Dimensional de 20-25%
- O que é a sinterização da zircônia? A chave para restaurações dentárias duráveis e de precisão
- Qual é o efeito de diferentes processos de sinterização na resistência à flexão da zircônia monolítica translúcida? Otimizar Força vs. Eficiência
- O que a sinterização faz com a zircônia? Desbloqueie todo o seu potencial de resistência e estética
- Qual é a temperatura de sinterização da zircônia dentária? Obtenha Força e Estética Máximas



















