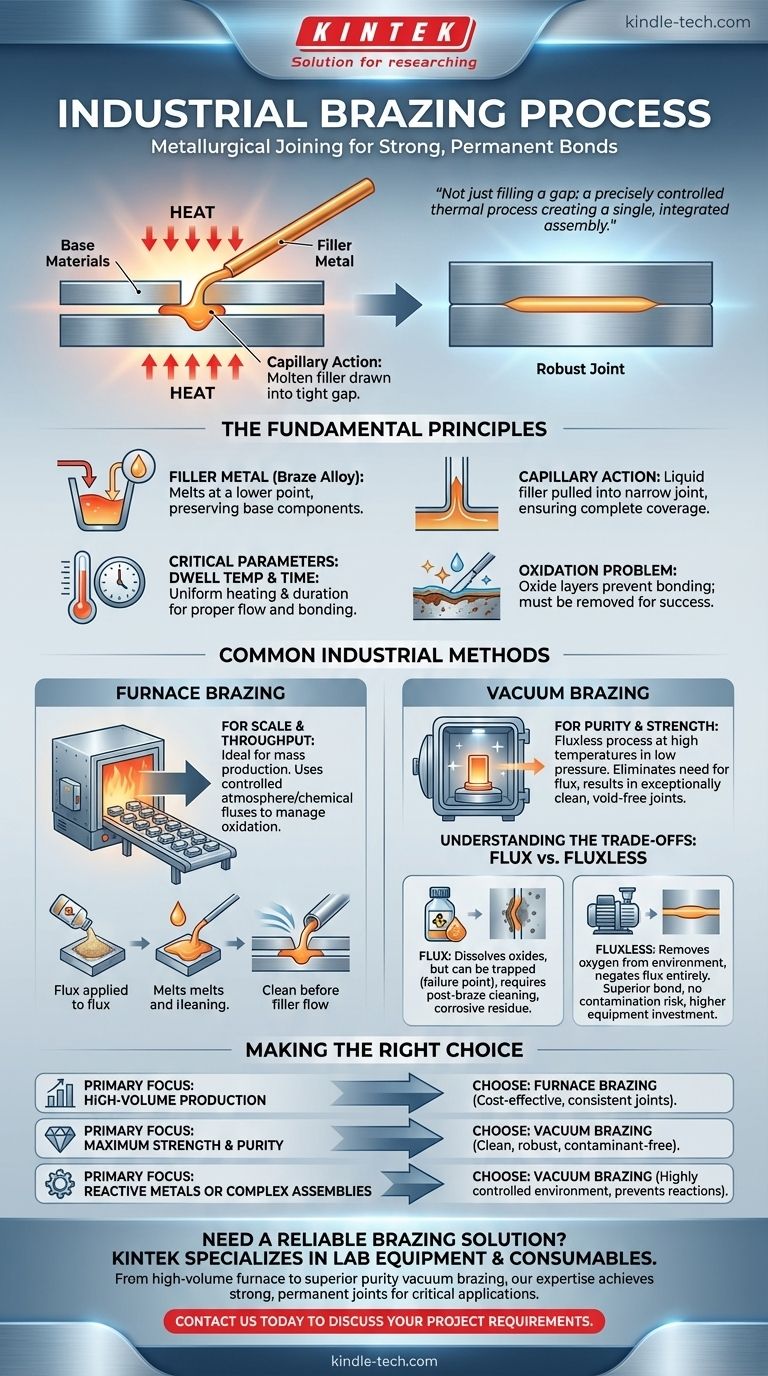
A brasagem industrial é um processo de união metalúrgica usado para criar ligações fortes e permanentes entre dois ou mais componentes de material. Envolve o aquecimento de toda a montagem a uma temperatura abaixo do ponto de fusão dos materiais base, mas acima do ponto de fusão de um metal de adição diferente. Este metal de adição fundido é atraído para a pequena fenda entre as peças por ação capilar e, ao arrefecer, solidifica para formar uma união robusta.
O princípio central da brasagem industrial não é meramente preencher uma fenda com metal fundido. É um processo térmico precisamente controlado onde o ambiente — como uma atmosfera de forno ou um alto vácuo — é gerido para remover óxidos superficiais e permitir que um metal de adição se ligue metalurgicamente aos materiais base, criando uma montagem única e integrada.
Os Princípios Fundamentais da Brasagem
O Papel do Metal de Adição
O processo de brasagem depende de um metal de adição (também chamado de liga de brasagem) que tem um ponto de fusão mais baixo do que os materiais base a serem unidos. Quando a montagem atinge a temperatura correta, apenas o metal de adição funde, preservando a integridade dos componentes.
A Importância da Ação Capilar
Uma união brasada devidamente projetada tem uma fenda muito pequena e uniforme entre os componentes. Quando o metal de adição se torna líquido, a ação capilar — a tendência de um líquido ser atraído para um espaço estreito — puxa a liga fundida para toda a união, garantindo cobertura completa e uma ligação forte.
Parâmetros Críticos: Temperatura e Tempo
O sucesso de qualquer operação de brasagem depende de dois parâmetros essenciais: temperatura e tempo de permanência. A montagem deve ser aquecida uniformemente a uma temperatura específica que permita que o metal de adição derreta e flua livremente. Deve então ser mantida a essa temperatura por uma duração suficiente para que a ação capilar seja concluída antes do arrefecimento.
O Problema da Oxidação
Quase todos os metais formam uma camada de óxido na sua superfície, especialmente quando aquecidos. Esta camada atua como uma barreira, impedindo que o metal de adição fundido molhe o material base e forme uma ligação adequada. Uma função crítica de qualquer processo de brasagem é remover esta camada de óxido.
Métodos Comuns de Brasagem Industrial
Brasagem em Forno: Para Escala e Produtividade
Na brasagem em forno, toda a montagem é colocada dentro de um forno com uma atmosfera controlada e aquecida. Este método é altamente eficiente para a produção em massa, pois permite a criação simultânea de milhares de uniões num único ciclo de aquecimento.
Os fornos atmosféricos frequentemente usam fluxos químicos ou misturas de gases específicas para gerir a oxidação. O processo segue um perfil térmico preciso onde o fluxo derrete primeiro para limpar as superfícies antes que o metal de adição derreta e flua.
Brasagem a Vácuo: Para Pureza e Força
A brasagem a vácuo é um processo sem fluxo realizado a altas temperaturas dentro de uma câmara de vácuo de baixa pressão, tipicamente na faixa de 10⁻⁵ a 10⁻⁶ torr. O aquecimento de metais a vácuo remove eficazmente os óxidos superficiais e impede a reoxidação.
Este método elimina a necessidade de fluxo químico, resultando em uniões excecionalmente limpas, fortes e sem vazios. É o método preferido para unir metais reativos e para aplicações de alto desempenho nas indústrias aeroespacial, médica e eletrónica.
Compreendendo as Trocas: Fluxo vs. Sem Fluxo
Brasagem Baseada em Fluxo
O fluxo é um composto químico aplicado na área da união antes do aquecimento. O seu propósito é dissolver os óxidos existentes, proteger as superfícies da reoxidação durante o ciclo de aquecimento e ajudar o metal de adição a fluir.
Embora eficaz, o fluxo pode ficar preso dentro da união, criando um potencial ponto de falha. Os resíduos de fluxo são também frequentemente corrosivos e requerem uma limpeza pós-brasagem completa, adicionando uma etapa extra e custo ao processo.
Brasagem Sem Fluxo (Vácuo)
Ao remover o oxigénio do ambiente, a brasagem a vácuo elimina a causa raiz da oxidação. Isso anula completamente a necessidade de fluxo químico.
O resultado é uma ligação metalúrgica superior, livre do risco de aprisionamento ou contaminação por fluxo. A principal desvantagem é o maior investimento inicial em equipamentos complexos de forno a vácuo e tempos de ciclo mais longos em comparação com alguns métodos de forno atmosférico.
Fazendo a Escolha Certa para o Seu Objetivo
O método de brasagem ideal depende dos requisitos específicos do seu projeto para escala, compatibilidade de materiais e qualidade final da união.
- Se o seu foco principal é a produção de alto volume: A brasagem em forno é frequentemente a solução mais económica para criar muitas uniões consistentes simultaneamente.
- Se o seu foco principal é a máxima resistência e pureza da união: A brasagem a vácuo é a escolha superior para criar ligações metalúrgicas limpas e robustas, livres de contaminantes, ideal para aplicações críticas.
- Se estiver a unir metais reativos ou montagens complexas: A brasagem a vácuo oferece o ambiente altamente controlado e limpo necessário para prevenir reações químicas indesejadas e garantir a penetração completa da união.
Ao compreender estes princípios fundamentais, pode selecionar o processo que garante a integridade e o desempenho do seu produto final.

Tabela Resumo:
| Método de Brasagem | Característica Chave | Aplicação Ideal |
|---|---|---|
| Brasagem em Forno | Produção de alto volume, usa atmosfera controlada/fluxo | Produção em massa de uniões consistentes |
| Brasagem a Vácuo | Máxima resistência e pureza, processo sem fluxo | Aeroespacial, médica, eletrónica, metais reativos |
Precisa de uma solução de brasagem fiável para o seu laboratório ou linha de produção? A KINTEK especializa-se em equipamentos e consumíveis de laboratório, incluindo sistemas de brasagem projetados para precisão e desempenho. Quer necessite de brasagem em forno de alto volume ou da pureza superior da brasagem a vácuo, a nossa experiência pode ajudá-lo a obter uniões fortes e permanentes para as suas aplicações críticas. Contacte-nos hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Fornalha de Grafitação a Vácuo Vertical Grande de Grafite
As pessoas também perguntam
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?



















