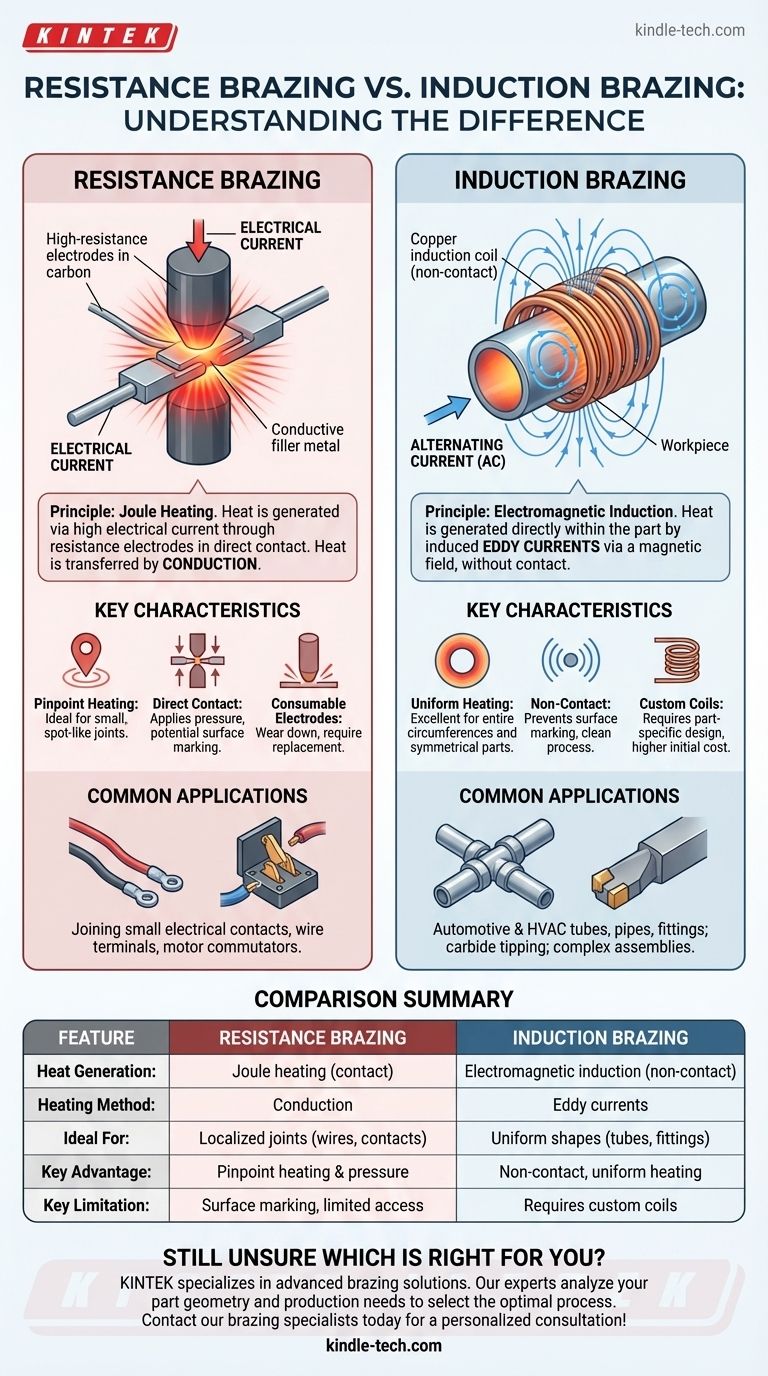
Em sua essência, a diferença entre brasagem por resistência e brasagem por indução é como elas geram calor. A brasagem por resistência aquece a junta passando uma corrente elétrica através de eletrodos de alta resistência que estão em contato direto com a peça de trabalho. Em contraste, a brasagem por indução usa um método sem contato, aquecendo a peça diretamente ao induzir correntes elétricas dentro dela através de um campo magnético.
A escolha entre esses dois métodos avançados de brasagem não é sobre qual é "melhor", mas qual é mais apropriado para a geometria de sua peça e necessidades de produção. A brasagem por resistência é ideal para juntas localizadas, tipo ponto, enquanto a indução é superior para aquecer formas uniformes e perímetros de junta completos sem contato.
O Princípio da Geração de Calor
Para selecionar o processo certo, você deve primeiro entender a física fundamental por trás de como cada um cria calor. O método de geração de calor dita tudo, desde o tempo de ciclo até o custo da ferramenta.
Como Funciona a Brasagem por Resistência
A brasagem por resistência opera com base no princípio do aquecimento Joule. Uma alta corrente elétrica é passada através de eletrodos, tipicamente feitos de carbono ou molibdênio, que prendem as peças a serem unidas.
Esses eletrodos possuem alta resistência elétrica, fazendo com que aqueçam intensamente. Esse calor é então transferido para a peça de trabalho e para a liga de brasagem principalmente por condução, derretendo o metal de enchimento.
O calor é altamente localizado nos pontos onde os eletrodos fazem contato.
Como Funciona a Brasagem por Indução
A brasagem por indução usa indução eletromagnética. Uma corrente alternada (CA) é passada através de uma bobina de cobre com formato preciso, que cria um campo magnético poderoso e oscilante.
Quando a peça de trabalho é colocada dentro desse campo (sem tocar na bobina), o campo induz correntes elétricas circulantes, conhecidas como correntes parasitas, dentro da própria peça. A própria resistência elétrica da peça faz com que ela aqueça rápida e uniformemente por dentro.
Comparando as Principais Características do Processo
Os diferentes princípios de aquecimento levam a características de processo distintas, cada uma com vantagens para aplicações específicas.
Aplicação e Controle de Calor
A brasagem por resistência fornece aquecimento preciso diretamente nos pontos de contato do eletrodo. Isso é excelente para componentes pequenos, mas pode levar a um aquecimento irregular em juntas maiores.
O aquecimento por indução é definido pela forma da bobina. Ele se destaca no aquecimento de circunferências inteiras, como um tubo em uma conexão, com uniformidade e repetibilidade excepcionais. O processo é sem contato, o que evita marcar a superfície da peça.
Velocidade e Tempos de Ciclo
Ambos os métodos são extremamente rápidos e adequados para automação. Um ciclo típico pode ser concluído em questão de segundos.
A indução é frequentemente mais rápida para aquecer uma área de junta completa, enquanto a resistência pode ser mais rápida para conexões pequenas e pontuais, onde os eletrodos podem prender e aquecer quase instantaneamente.
Equipamentos e Ferramentas
A brasagem por resistência requer uma fonte de energia e um conjunto de eletrodos consumíveis. Esses eletrodos se desgastam com o tempo e devem ser substituídos, e sua forma é crítica para a qualidade da junta.
A brasagem por indução requer uma fonte de energia e uma bobina de indução projetada sob medida para cada geometria de peça específica. Embora as bobinas sejam duráveis, o projeto e a fabricação iniciais podem representar um investimento significativo em ferramentas.
Compreendendo as Vantagens e Desvantagens e Aplicações
Nenhum dos métodos é uma solução universal. A geometria de sua peça e a natureza de sua linha de produção guiarão sua decisão.
Aplicações Comuns para Brasagem por Resistência
Este método é a escolha ideal para unir componentes pequenos e condutores em grandes volumes.
Exemplos clássicos incluem a fixação de fios em terminais, a conexão de contatos elétricos em interruptores e relés, e a brasagem de segmentos em comutadores de motor. A capacidade de aplicar calor e pressão simultaneamente é um benefício fundamental.
Aplicações Comuns para Brasagem por Indução
A indução é dominante onde a integridade da junta, velocidade e aparência estética são críticas, especialmente em peças simétricas.
É amplamente utilizada nas indústrias automotiva e de HVAC para brasagem de tubos, canos e conexões. Também é usada para pontas de metal duro em ferramentas de corte e para unir conjuntos complexos onde o aquecimento uniforme é essencial.
Principais Limitações a Considerar
A principal limitação da brasagem por resistência é sua dependência do contato físico, que pode marcar superfícies e limita o acesso às juntas. Também é menos eficaz para aquecer áreas grandes ou não uniformes de forma homogênea.
A principal desvantagem da brasagem por indução é a necessidade de bobinas específicas para cada peça. Uma mudança no design da peça requer uma nova bobina, adicionando custo e tempo de espera, tornando-a menos flexível para produção de baixo volume ou altamente variada.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do método ideal requer a correspondência das capacidades do processo com seu objetivo de fabricação específico.
- Se seu foco principal é a produção em alto volume de pequenos contatos elétricos ou terminais de fio: A brasagem por resistência oferece eficiência e precisão inigualáveis para esses tipos específicos de juntas.
- Se seu foco principal é criar juntas limpas, fortes e repetíveis em peças tubulares ou simétricas: A brasagem por indução oferece controle, velocidade e qualidade superiores para essas geometrias.
- Se seu foco principal é evitar marcas na superfície enquanto aquece uma área precisa: A natureza sem contato da brasagem por indução a torna a escolha óbvia.
Ao entender como cada processo gera calor, você pode selecionar com confiança o método que oferece a solução mais confiável e econômica para seu produto.
Tabela Resumo:
| Característica | Brasagem por Resistência | Brasagem por Indução |
|---|---|---|
| Geração de Calor | Aquecimento Joule via contato do eletrodo | Indução eletromagnética (sem contato) |
| Método de Aquecimento | Condução dos eletrodos | Correntes parasitas dentro da peça |
| Ideal Para | Juntas localizadas, tipo ponto (ex: fios, contatos) | Formas uniformes e perímetros de junta completos (ex: tubos, conexões) |
| Principal Vantagem | Aquecimento preciso, aplica pressão | Sem contato, aquecimento uniforme, excelente repetibilidade |
| Principal Limitação | Marcação da superfície, menos eficaz para grandes áreas | Requer bobina personalizada para cada geometria de peça |
Ainda não tem certeza de qual método de brasagem é o certo para sua aplicação?
A KINTEK é especializada em fornecer soluções avançadas de brasagem e equipamentos de laboratório. Nossos especialistas podem ajudá-lo a analisar a geometria de sua peça e os requisitos de produção para selecionar o processo ideal, garantindo juntas fortes e confiáveis e máxima eficiência.
Entre em contato com nossos especialistas em brasagem hoje para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina de selagem de bateria tipo botão elétrica
- Máquina manual de selagem de baterias tipo botão (display digital)
As pessoas também perguntam
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo














