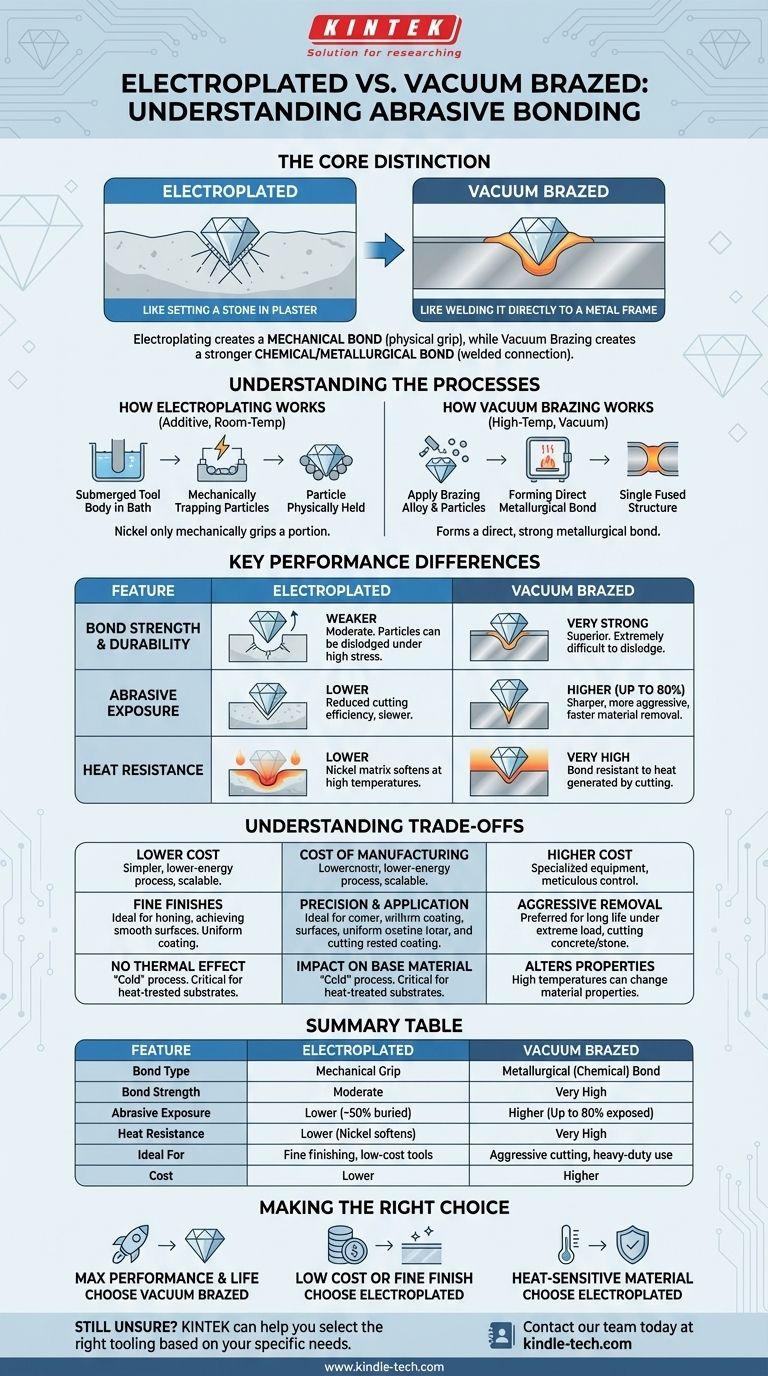
Em um nível fundamental, a diferença entre um produto eletrodepositado e um brasado a vácuo reside na forma como uma partícula abrasiva (como um diamante) é fixada a um material base. A eletrodeposição cria uma ligação mecânica, onde uma camada de metal é formada ao redor da partícula para mantê-la fisicamente no lugar. A brasagem a vácuo cria uma ligação química e metalúrgica muito mais forte, essencialmente soldando a partícula à superfície com uma liga especializada em um ambiente de alta temperatura e controlado.
A distinção central a ser compreendida é esta: A eletrodeposição é como fixar uma pedra em gesso, enquanto a brasagem a vácuo é como soldá-la diretamente a uma estrutura metálica. Essa diferença na ligação impacta diretamente a durabilidade, o desempenho e o custo da ferramenta.

Compreendendo os Processos Essenciais
Para entender as implicações, é essencial visualizar como cada método funciona. Eles são fundamentalmente diferentes em sua abordagem à adesão.
Como Funciona a Eletrodeposição
A eletrodeposição é um processo aditivo, realizado à temperatura ambiente. Um material base (o corpo da ferramenta) é submerso em um banho químico, tipicamente contendo sais de níquel.
Uma corrente elétrica é aplicada, fazendo com que o níquel se deposite na superfície da ferramenta. Partículas abrasivas são introduzidas e ficam fisicamente presas à medida que a camada de níquel se acumula ao redor delas, mantendo-as no lugar.
Crucialmente, o níquel apenas agarra mecanicamente uma porção da partícula abrasiva. Não há ligação química entre a partícula e a matriz de níquel.
Como Funciona a Brasagem a Vácuo
A brasagem a vácuo é um processo de união de alta temperatura realizado dentro de um forno a vácuo, o que previne a oxidação e garante uma ligação pura e forte.
Primeiro, uma liga de brasagem é aplicada ao corpo da ferramenta junto com as partículas abrasivas. O conjunto inteiro é então aquecido no forno a vácuo.
A liga derrete, fluindo ao redor da base de cada partícula abrasiva por ação capilar. Ela forma uma ligação metalúrgica direta entre a partícula e o corpo da ferramenta, criando uma estrutura única e fundida após o resfriamento.
Principais Diferenças de Desempenho
A distinção entre uma aderência mecânica e uma solda metalúrgica tem consequências significativas para o desempenho de uma ferramenta no mundo real.
Resistência da Ligação e Durabilidade
A brasagem a vácuo proporciona uma ligação vastamente superior. A conexão química é incrivelmente forte, tornando extremamente difícil desalojar uma partícula abrasiva durante o uso intenso.
As ligações eletrodepositadas são muito mais fracas. Sob alto estresse ou impacto, as partículas abrasivas podem ser arrancadas da matriz de níquel mais macia, levando à falha prematura da ferramenta. Isso é frequentemente referido como "arrancamento".
Exposição Abrasiva e Eficiência de Corte
A brasagem a vácuo permite uma exposição muito maior da partícula abrasiva – muitas vezes até 80% do cristal fica exposto. Isso cria uma ferramenta de corte mais afiada e agressiva que remove material mais rapidamente.
Na eletrodeposição, uma porção significativa da partícula (muitas vezes 50% ou mais) deve ser enterrada dentro da camada de níquel para fixá-la. Isso reduz a altura de corte efetiva, resultando em uma ferramenta de corte menos agressiva e mais lenta.
Resistência ao Calor
O processo de brasagem ocorre em temperaturas muito altas, portanto, a ligação resultante é extremamente resistente ao calor gerado durante o corte ou retificação agressivos.
A matriz de níquel em ferramentas eletrodepositadas pode amolecer em altas temperaturas. Esse enfraquecimento da ligação é uma causa comum de perda de partículas e falha da ferramenta em aplicações exigentes.
Compreendendo as Compensações
Nenhum dos processos é universalmente superior; a escolha depende inteiramente das demandas da aplicação e das restrições orçamentárias.
Custo de Fabricação
A eletrodeposição é significativamente menos cara. É um processo mais simples, de menor energia, que pode ser feito em maior escala com equipamentos menos complexos.
A brasagem a vácuo requer fornos a vácuo especializados e caros e um controle de processo mais meticuloso, tornando-a um método de fabricação de custo mais elevado.
Precisão e Foco da Aplicação
A eletrodeposição se destaca em aplicações que exigem grãos abrasivos muito finos para brunimento ou para obter um acabamento de superfície suave. O processo permite um revestimento muito denso e uniforme de partículas finas.
A brasagem a vácuo é o método preferido para ferramentas projetadas para remoção agressiva de material, longa vida útil e desempenho sob carga extrema, como no corte de concreto, pedra ou ligas exóticas.
Impacto no Material Base
Como a eletrodeposição é um processo "frio", ela não tem efeito térmico no material base. Isso é crítico ao trabalhar com substratos que foram tratados termicamente ou temperados.
As altas temperaturas exigidas para a brasagem a vácuo podem alterar as propriedades do material base. Isso deve ser levado em consideração na fase de engenharia e seleção de materiais.
Fazendo a Escolha Certa para Sua Aplicação
Em última análise, sua decisão deve ser guiada pelo desempenho que você exige e pelo orçamento que possui.
- Se seu foco principal é o máximo desempenho e longa vida útil da ferramenta: A brasagem a vácuo é a escolha clara por sua resistência de ligação superior, resistência ao calor e ação de corte agressiva.
- Se seu foco principal é o baixo custo inicial ou o acabamento fino da superfície: A eletrodeposição oferece uma solução perfeitamente adequada a um preço muito mais acessível.
- Se você estiver trabalhando com um material base sensível ao calor: A eletrodeposição é a opção mais segura, pois evita as altas temperaturas que poderiam comprometer a integridade do material.
Escolher o método de fabricação certo é sobre alinhar as capacidades da ferramenta com as demandas do trabalho.
Tabela Resumo:
| Característica | Eletrodepositado | Brasado a Vácuo |
|---|---|---|
| Tipo de Ligação | Aderência Mecânica | Ligação Metalúrgica (Química) |
| Resistência da Ligação | Moderada | Muito Alta |
| Exposição Abrasiva | Menor (~50% enterrado) | Maior (Até 80% exposto) |
| Resistência ao Calor | Menor (Níquel amolece) | Muito Alta |
| Ideal Para | Acabamento fino, ferramentas de baixo custo | Corte agressivo, uso pesado |
| Custo | Menor | Maior |
Ainda Não Tem Certeza de Qual Método é o Melhor para Sua Aplicação?
A KINTEK é especializada em equipamentos e consumíveis de laboratório de precisão, atendendo a uma ampla gama de necessidades laboratoriais e industriais. Nossos especialistas podem ajudá-lo a selecionar a ferramenta certa com base em seu material específico, requisitos de desempenho e orçamento.
Entre em contato com nossa equipe hoje para discutir seu projeto e descobrir como a tecnologia de ligação correta pode aprimorar a eficiência, durabilidade e desempenho geral de sua ferramenta.
Guia Visual