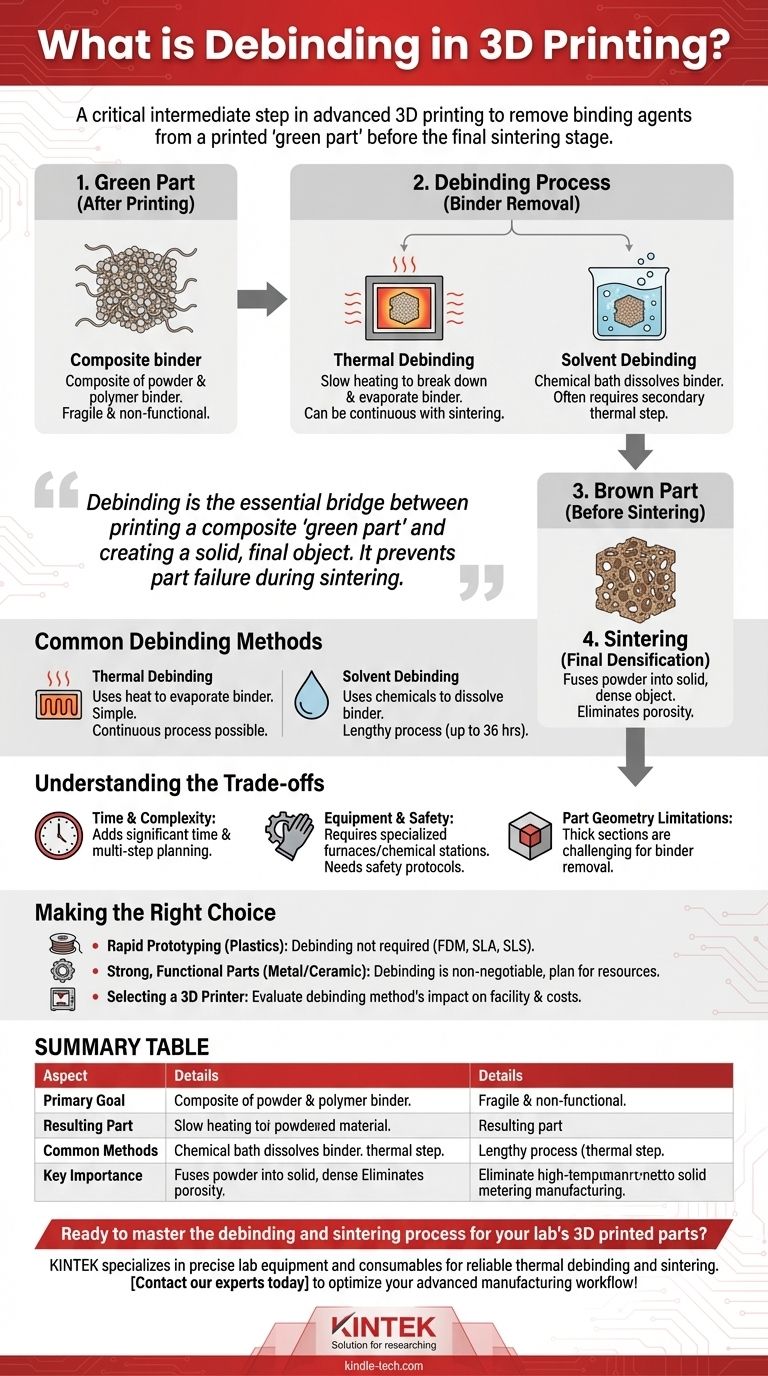
Em processos avançados de impressão 3D, a desaglomeração (debinding) é a etapa intermediária crítica onde os agentes aglutinantes são removidos de uma peça recém-impressa. Isso é feito para purificar o objeto, deixando apenas o material central — tipicamente pó metálico ou cerâmico — em preparação para a etapa final de sinterização, que funde o pó em um objeto sólido e denso.
A desaglomeração é a ponte essencial entre a impressão de uma "peça verde" composta e a criação de um objeto final sólido. Ela remove sistematicamente o aglutinante polimérico temporário, que é necessário para a impressão, mas arruinaria a peça se fosse deixado durante a densificação final.

Por Que a Desaglomeração é Necessária: O Problema da "Peça Verde"
Muitos métodos avançados de impressão 3D não conseguem imprimir diretamente com pó puro de metal ou cerâmica. Em vez disso, eles usam um material compósito onde o pó é misturado com um aglutinante polimérico, criando um material de alimentação (feedstock) imprimível semelhante a um filamento ou pasta plástica.
O Papel dos Aglutinantes na Impressão
Os aglutinantes atuam como uma cola temporária. Eles dão ao material a consistência correta para ser extrudado ou moldado pela impressora, mantendo o pó metálico ou cerâmico unido na forma desejada. O objeto inicial que sai da impressora é conhecido como "peça verde" (green part).
Uma peça verde não é um objeto funcional de metal ou cerâmica. É um compósito de pó e polímero, muitas vezes frágil e sem as propriedades do material final desejadas.
De "Verde" para "Marrom"
O objetivo da desaglomeração é remover o aglutinante polimérico da peça verde. Este é um processo delicado que deve ser feito sem perturbar as partículas de pó mantidas juntas de forma solta.
Uma vez que o aglutinante é removido, a peça é referida como uma "peça marrom" (brown part). Ela está agora extremamente frágil — essencialmente um esqueleto poroso de material em pó — mas está pronta para a etapa final.
A Consequência de Não Desaglomerar
Se uma peça verde fosse colocada diretamente em um forno de sinterização de alta temperatura, o aglutinante polimérico aprisionado queimaria ou ferveria rapidamente. Isso criaria uma intensa pressão interna, fazendo com que a peça rachasse, inchasse ou até explodisse, destruindo-a completamente. A desaglomeração garante primeiro uma remoção controlada e suave do aglutinante.
Métodos Comuns de Desaglomeração
O método específico de desaglomeração é determinado pelo tipo de aglutinante utilizado. As duas abordagens mais comuns são a térmica e a baseada em solvente.
Desaglomeração Térmica
Este é o método mais direto, onde a peça é aquecida lentamente em um forno ou estufa. O calor decompõe e evapora o aglutinante polimérico.
Alguns materiais modernos são projetados para um processo simplificado onde a desaglomeração e a sinterização ocorrem em um único ciclo de aquecimento contínuo dentro de um forno.
Desaglomeração por Solvente
Neste processo, a peça verde é submersa em um banho químico. O solvente é escolhido especificamente para dissolver o agente aglutinante principal sem afetar o material em pó.
Este método geralmente requer uma etapa secundária de desaglomeração térmica para remover quaisquer agentes aglutinantes restantes antes da sinterização. A duração pode ser longa, às vezes levando até 24-36 horas, dependendo do tamanho e geometria da peça.
Entendendo as Compensações
A desaglomeração é um facilitador poderoso para a criação de peças de metal e cerâmica, mas introduz considerações significativas no fluxo de trabalho de fabricação.
Tempo e Complexidade
A desaglomeração adiciona uma quantidade substancial de tempo ao processo total de fabricação da peça. Ao contrário da impressão direta de plástico, você não pode simplesmente imprimir um objeto e usá-lo imediatamente. A natureza multi-etapas requer planejamento cuidadoso e controle de processo.
Equipamento e Segurança
Esta etapa requer equipamentos especializados além da própria impressora 3D, como um forno calibrado, uma estação de desaglomeração química, ou ambos. O manuseio de altas temperaturas e produtos químicos específicos também requer luvas resistentes ao calor, ventilação adequada e protocolos de segurança estabelecidos.
Limitações de Geometria da Peça
A eficácia da desaglomeração é fortemente influenciada pela geometria da peça. Seções muito espessas ou densas são desafiadoras porque leva muito mais tempo para o calor ou o solvente penetrar no núcleo e remover todo o aglutinante. Esta pode ser uma restrição crítica de projeto.
Fazendo a Escolha Certa para o Seu Processo
Entender a desaglomeração é fundamental para escolher a tecnologia de fabricação correta para suas necessidades específicas. Ela marca a linha entre a prototipagem simples e a produção de peças de grau industrial mais complexas.
- Se seu foco principal é a prototipagem rápida com plásticos: Você provavelmente não encontrará a desaglomeração, pois processos comuns como FDM, SLA ou SLS não a exigem.
- Se seu objetivo é produzir peças metálicas ou cerâmicas funcionais e resistentes: A desaglomeração é uma parte inegociável do fluxo de trabalho que você deve planejar e orçar em termos de tempo, equipamento e experiência.
- Se você está selecionando um sistema de impressão 3D de metal: Avalie cuidadosamente o método de desaglomeração específico que ele utiliza, pois isso impactará diretamente os requisitos de sua instalação, tempo de resposta e custos operacionais.
Em última análise, saber quando e por que a desaglomeração é necessária permite que você olhe além da impressora em si e compreenda todo o ecossistema necessário para obter sua peça final.
Tabela de Resumo:
| Aspecto | Detalhes |
|---|---|
| Objetivo Principal | Remover o aglutinante polimérico temporário de uma "peça verde" impressa em 3D. |
| Peça Resultante | Cria uma "peça marrom" frágil pronta para sinterização. |
| Métodos Comuns | Térmico (aquecimento) e Solvente (banho químico). |
| Importância Chave | Previne a falha da peça (rachaduras/explosão) durante a sinterização final de alta temperatura. |
Pronto para dominar o processo de desaglomeração e sinterização para as peças impressas em 3D do seu laboratório? A KINTEK é especializada nos equipamentos de laboratório precisos e consumíveis que você precisa para ciclos confiáveis de desaglomeração e sinterização térmica. Nossa experiência garante que você obtenha componentes metálicos e cerâmicos densos e de alta qualidade de forma eficiente. Entre em contato com nossos especialistas hoje mesmo para otimizar seu fluxo de trabalho de fabricação avançada!
Guia Visual
Produtos relacionados
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno Rotativo Elétrico Pequeno Forno de Pirólise de Biomassa
- Forno de Hidrogênio com Atmosfera Inerte Controlada
- Máquina de Forno de Tubo CVD com Múltiplas Zonas de Aquecimento, Sistema de Câmara de Deposição Química a Vapor
- Forno de Grafitação com Descarga Inferior a Vácuo de Grafite para Materiais de Carbono
As pessoas também perguntam
- Qual é a função principal dos fornos de mufla ou tubulares de alta temperatura para revestimentos cerâmicos? Garanta a Durabilidade Máxima
- Qual o papel de um forno de calcinação na preparação de partículas ocas de núcleo-casca? Alcance Estruturas Nano Perfeitas
- Por que um forno mufla de alta temperatura é essencial para ZnO-WO3 & ZnO-BiOI? Otimize o desempenho do catalisador de heterojunção
- Qual função um forno mufla de alta temperatura desempenha na síntese da fase MAX Ti3AlC2? Mestre Difusão de Sal Fundido
- Qual é a importância de integrar um forno mufla de alta temperatura em um sistema de teste de desgaste por impacto?



















