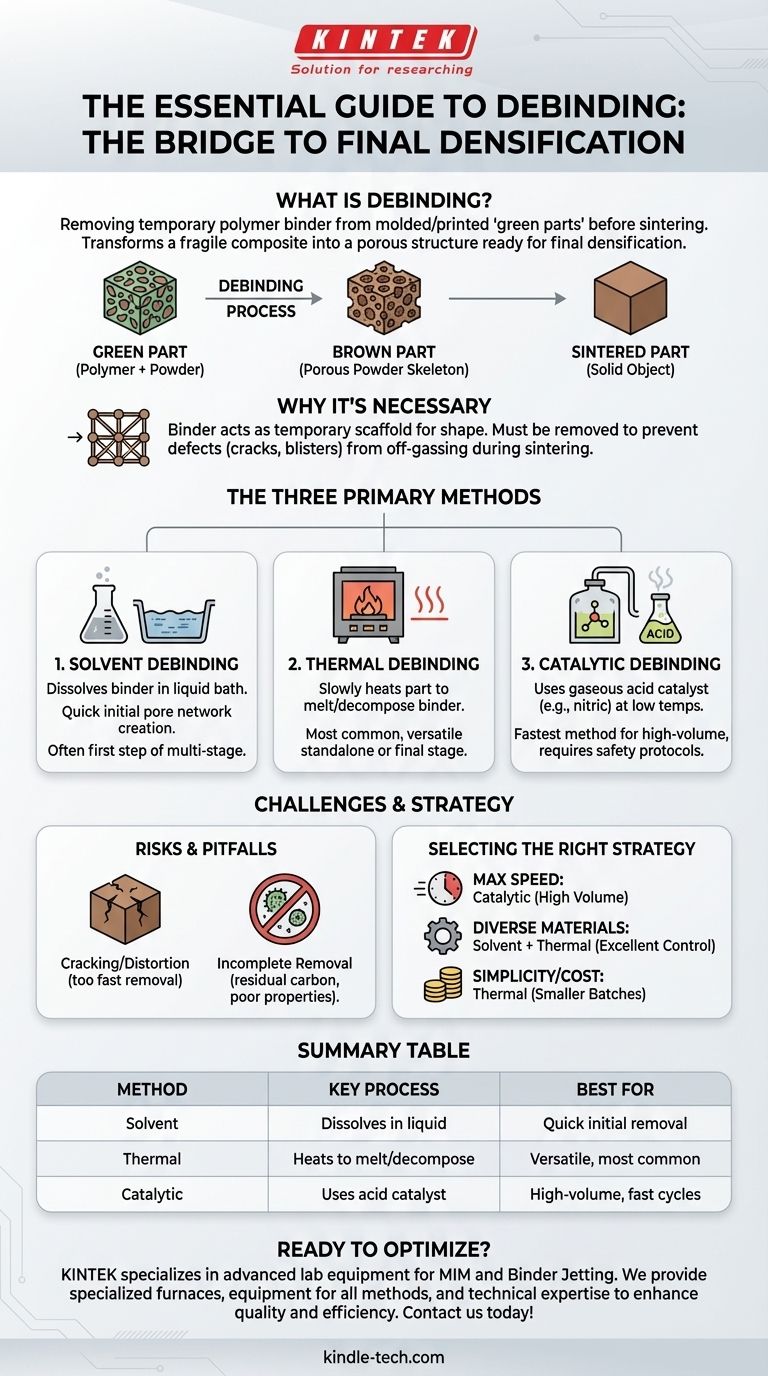
Na fabricação avançada, a desaglomeração (debinding) é o processo essencial de remoção de um "ligante" polimérico temporário de um componente moldado ou impresso, conhecido como "peça verde". Esta etapa intermediária crítica ocorre após a formação inicial (como Moldagem por Injeção de Metal ou Jateamento de Ligante) e antes do tratamento térmico final (sinterização), que funde as partículas do material em um objeto denso e sólido.
A desaglomeração transforma um compósito frágil de polímero e pó em uma estrutura porosa de pó puro, pronta para a densificação final. O método e a precisão da remoção do ligante são primordiais, pois determinam diretamente a integridade estrutural e a qualidade da peça final.

Por que a Desaglomeração é uma Etapa Necessária
Antes que um pó metálico ou cerâmico possa ser sinterizado em sua forma final, o ligante que lhe deu sua forma inicial deve ser completa e cuidadosamente eliminado.
A "Peça Verde": Um Compósito Temporário
Uma "peça verde" é o componente inicial produzido por um processo como a Moldagem por Injeção de Metal (MIM) ou a impressão 3D por jateamento de ligante. Ela não é feita de metal ou cerâmica pura, mas é uma mistura composta do material em pó final e uma quantidade significativa de um ligante polimérico.
O Papel do Ligante como um "Andaime"
O ligante atua como um andaime temporário. Durante a moldagem ou impressão, ele se liquefaz para transportar as partículas de pó e preenche a cavidade do molde, depois solidifica para dar à peça verde sua forma precisa e força suficiente para manuseio.
Preparação para a Sinterização Final
Este ligante deve ser removido antes que a peça entre no forno de sinterização de alta temperatura. Se fosse deixado, o ligante queimaria rapidamente durante a sinterização, liberando gases que criariam rachaduras, bolhas e defeitos catastróficos no componente final. A desaglomeração remove este andaime de forma controlada.
Os Três Métodos Primários de Desaglomeração
A escolha do método de desaglomeração depende do sistema de ligante, da geometria da peça, do material e dos requisitos de produção. A maioria dos processos modernos utiliza uma combinação de métodos.
1. Desaglomeração por Solvente
Na desaglomeração por solvente, a peça verde é imersa em um banho líquido. O líquido atua como um solvente, dissolvendo uma porção significativa do sistema de ligante.
Este processo é frequentemente o primeiro passo em uma abordagem de várias etapas. Ele atua rapidamente para abrir uma rede de poros dentro da peça, permitindo que o ligante restante seja removido mais facilmente em uma etapa térmica subsequente.
2. Desaglomeração Térmica
A desaglomeração térmica é o método mais comum, seja como um processo autônomo ou como a etapa final após a desaglomeração por solvente. A peça é aquecida lentamente em um forno de atmosfera controlada.
O calor primeiro derrete o ligante restante, permitindo que ele suba à superfície, e depois aumenta cuidadosamente a temperatura onde o ligante se decompõe termicamente e evapora. A taxa de aquecimento é crítica para prevenir defeitos.
3. Desaglomeração Catalítica
Este é o método mais rápido. As peças verdes são colocadas em um forno com um ácido gasoso, tipicamente ácido nítrico, que atua como catalisador. Em temperaturas relativamente baixas (cerca de 120°C), o catalisador decompõe o ligante primário (frequentemente poliacetal) em formaldeído, que é então exaurido do forno.
Embora extremamente rápido, este método requer equipamentos especializados e protocolos de segurança rigorosos devido ao uso de um ácido perigoso.
Compreendendo a "Peça Marrom"
O componente que existe após a conclusão do processo de desaglomeração é chamado de "peça marrom".
Um Esqueleto Frágil e Poroso
A peça marrom é uma estrutura porosa composta quase inteiramente de pó metálico ou cerâmico. O ligante desapareceu, e as partículas de pó são mantidas juntas apenas por atrito fraco e forças interpartículas.
Devido à sua porosidade, a peça marrom é extremamente frágil e semelhante a giz. Deve ser manuseada com extremo cuidado para evitar quebras antes de ir para o forno de sinterização.
O Estado Ideal para Sinterização
A rede de poros deixada pelo ligante removido é essencial para uma sinterização bem-sucedida. Ela permite uma transferência de calor uniforme e fornece o espaço necessário para a peça encolher e densificar em um componente sólido e de alto desempenho.
Compreendendo as Trocas e Armadilhas
A desaglomeração é um equilíbrio delicado. Erros nesta fase são uma causa primária de falha da peça.
Risco de Rachaduras e Distorção
Se o ligante for removido muito rapidamente — por exemplo, aquecendo a peça muito rápido — os gases do polímero em decomposição podem acumular pressão interna. Essa pressão rachará a peça ou fará com que ela ceda e se distorça.
Remoção Incompleta do Ligante
Não remover todo o ligante é igualmente problemático. O carbono residual do ligante pode interferir na metalurgia durante a sinterização, levando à fragilidade ou a propriedades mecânicas deficientes na peça final.
Velocidade vs. Custo e Complexidade
A desaglomeração catalítica oferece velocidade incomparável para produção de alto volume, mas vem com altos custos de capital e considerações significativas de segurança/ambientais. A desaglomeração térmica é mais lenta, mas mais versátil e geralmente menos cara de implementar.
Selecionando a Estratégia Certa de Desaglomeração
Sua escolha deve estar diretamente alinhada com seus objetivos de produção, escolha de material e complexidade da peça.
- Se seu foco principal é a velocidade máxima de produção para grandes volumes: A desaglomeração catalítica é o padrão da indústria por seus tempos de ciclo rápidos, apesar do maior investimento inicial.
- Se seu foco principal é o processamento de materiais diversos ou geometrias complexas: Um processo de duas etapas, solvente e térmico, oferece excelente controle e versatilidade para uma ampla gama de aplicações.
- Se seu foco principal é a simplicidade e o menor custo de equipamento para lotes menores: Um processo de desaglomeração térmica direta é o mais simples, embora exija os tempos de ciclo mais longos.
Dominar o processo de desaglomeração é a ponte não negociável entre um pó bruto e um componente final de engenharia de precisão.
Tabela Resumo:
| Método de Desaglomeração | Processo Chave | Melhor Para |
|---|---|---|
| Desaglomeração por Solvente | Dissolve o ligante em banho líquido | Remoção inicial rápida, criando estrutura porosa |
| Desaglomeração Térmica | Aquece a peça para derreter/decompor o ligante | Aplicações versáteis, método mais comum |
| Desaglomeração Catalítica | Usa catalisador de ácido gasoso em baixas temperaturas | Produção de alto volume com tempos de ciclo rápidos |
Pronto para Otimizar Seu Processo de Desaglomeração?
A KINTEK é especializada em equipamentos de laboratório avançados e consumíveis para aplicações de fabricação como Moldagem por Injeção de Metal (MIM) e impressão 3D por jateamento de ligante. Nossas soluções ajudam você a alcançar controle preciso da desaglomeração, prevenir defeitos nas peças e garantir resultados de sinterização bem-sucedidos.
Nós fornecemos:
- Fornos de desaglomeração especializados com controle preciso de temperatura
- Equipamentos para processos de desaglomeração por solvente, térmica e catalítica
- Experiência técnica para atender aos seus objetivos de produção e requisitos de material
Entre em contato conosco hoje para discutir como nossas soluções de desaglomeração podem aprimorar a qualidade e eficiência da sua fabricação. Entre em contato através do nosso formulário de contato para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno Rotativo Elétrico Pequeno Forno de Pirólise de Biomassa
- Forno Muffle de Laboratório com Muffle de Elevação Inferior
- Forno de Grafitação com Descarga Inferior a Vácuo de Grafite para Materiais de Carbono
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
As pessoas também perguntam
- Qual o papel de um forno de calcinação na preparação de partículas ocas de núcleo-casca? Alcance Estruturas Nano Perfeitas
- Por que o tratamento de recozimento em forno mufla de alta temperatura é crucial para a preparação de uma intercamada de Sb-SnO2?
- Quais condições um forno mufla fornece para o armazenamento de energia em sal fundido? Simulação de Especialista para Ambientes CSP
- Qual é a função principal dos fornos de mufla ou tubulares de alta temperatura para revestimentos cerâmicos? Garanta a Durabilidade Máxima
- Qual é a importância de integrar um forno mufla de alta temperatura em um sistema de teste de desgaste por impacto?



















