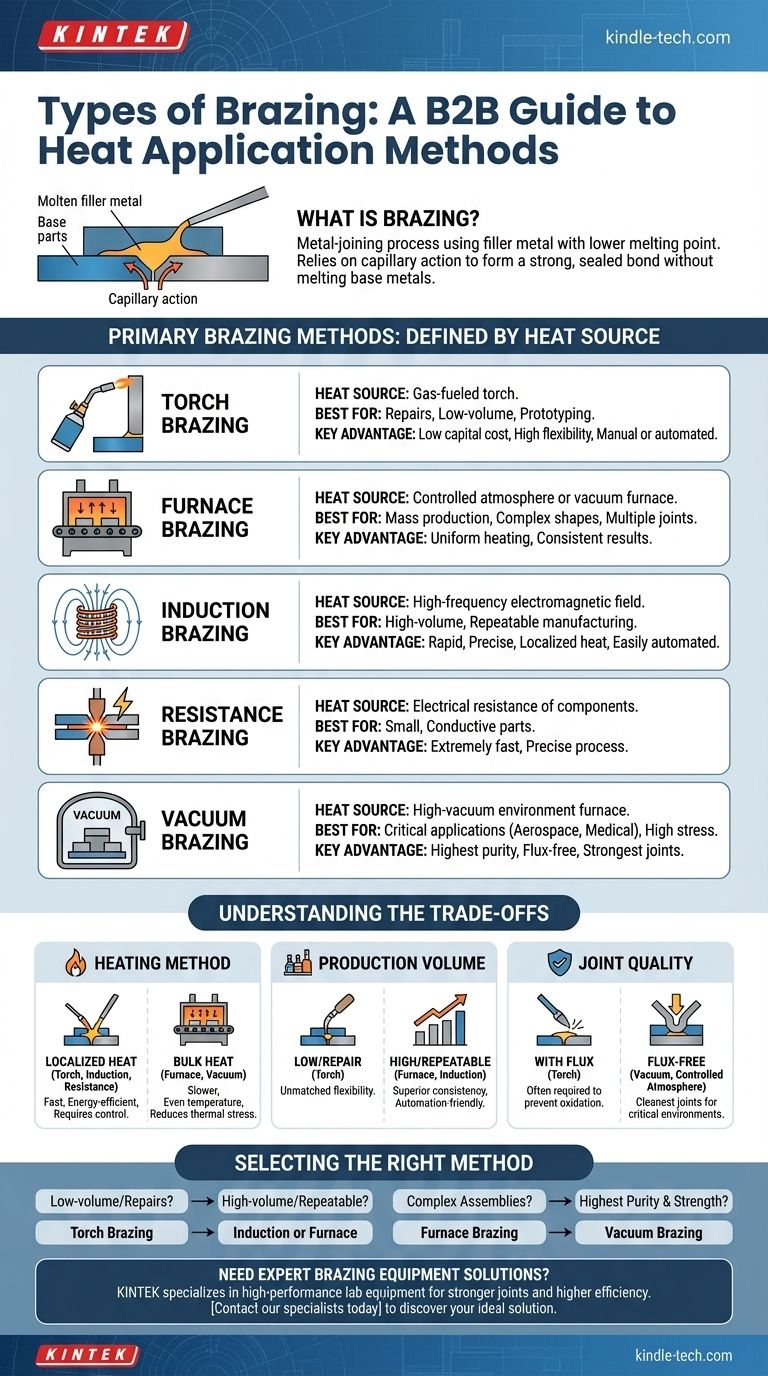
A brasagem não é um processo único para todas as situações. Os diferentes tipos de brasagem são definidos pelo método usado para aplicar calor à peça de trabalho. Os principais métodos incluem brasagem por maçarico, forno, indução, resistência e vácuo, cada um adequado para diferentes materiais, volumes de produção e requisitos de qualidade da junta.
O princípio fundamental a ser compreendido é que o "tipo" de brasagem se refere à sua fonte de calor. Sua escolha do método impactará diretamente a velocidade de produção, a qualidade da junta e o custo geral, tornando-a uma decisão crítica baseada em sua aplicação específica.

Como a Brasagem Funciona: O Princípio Central
O Que Define uma Junta Brasada?
A brasagem é um processo de união de metais onde dois ou mais itens metálicos são unidos derretendo e fluindo um metal de adição para a junta.
O metal de adição tem um ponto de fusão mais baixo do que os metais base adjacentes. Os metais base são aquecidos, mas não são derretidos.
O Papel da Ação Capilar
O processo depende da ação capilar para puxar o metal de adição fundido para a estreita lacuna entre as peças. Isso cria uma ligação metalúrgica forte, selada e frequentemente permanente à medida que o metal de adição esfria e solidifica.
Os Principais Métodos de Aplicação de Calor
O principal diferencial entre os tipos de brasagem é a técnica usada para aquecer o conjunto até a temperatura de fusão do metal de adição.
Brasagem por Maçarico
Este é um dos métodos mais comuns e versáteis. O calor é aplicado usando um maçarico a gás, que pode ser operado manualmente para reparos e trabalhos de baixo volume ou automatizado para linhas de produção. É valorizado por seu baixo custo de capital e flexibilidade.
Brasagem em Forno
Neste método, as peças (com o metal de adição pré-posicionado) são carregadas em um forno e aquecidas em uma atmosfera controlada ou vácuo. Este processo aquece o conjunto inteiro uniformemente, tornando-o ideal para unir formas complexas ou peças com múltiplas juntas. É altamente adequado para produção em massa.
Brasagem por Indução
A brasagem por indução usa um campo eletromagnético de alta frequência para gerar calor diretamente dentro das peças. O calor é rápido, preciso e localizado na área da junta, o que minimiza a distorção e protege o material circundante. Este método é facilmente automatizado e excelente para fabricação de alto volume e repetível.
Brasagem por Resistência
Este método usa a resistência elétrica dos componentes para gerar calor. Eletrodos passam uma alta corrente através das peças, e a resistência na interface da junta cria o calor necessário para derreter o metal de adição. É um processo extremamente rápido e preciso, tipicamente usado para componentes menores e eletricamente condutores.
Brasagem a Vácuo
Um tipo especializado de brasagem em forno, este é realizado em um ambiente de alto vácuo. O vácuo evita a oxidação e elimina a necessidade de fluxo, resultando em juntas excepcionalmente limpas, fortes e de alta pureza. É o método preferido para aplicações aeroespaciais, médicas e outras aplicações críticas.
Compreendendo as Compensações
Escolher o método certo requer equilibrar velocidade, custo e requisitos de qualidade.
Aquecimento Localizado vs. em Massa
A brasagem por maçarico, indução e resistência aplicam calor localizado. Isso é rápido e energeticamente eficiente, mas requer controle cuidadoso para evitar o superaquecimento.
A brasagem em forno e a vácuo aplicam calor em massa. Isso é mais lento, mas garante uma distribuição uniforme da temperatura, reduzindo o estresse térmico em peças complexas.
Volume de Produção e Automação
Para reparos únicos ou prototipagem, a flexibilidade da brasagem manual por maçarico é incomparável.
Para produção de alto volume e repetível, a consistência da brasagem em forno e por indução é superior. Esses métodos são facilmente integrados em linhas de produção automatizadas.
Qualidade e Limpeza da Junta
Métodos a céu aberto, como a brasagem por maçarico, frequentemente requerem um fluxo químico para prevenir a oxidação.
A brasagem em atmosfera controlada e a vácuo produzem as juntas mais limpas e sem fluxo, o que é essencial para peças que devem suportar alto estresse ou operar em ambientes críticos.
Selecionando o Método de Brasagem Certo para Sua Aplicação
Sua escolha final depende inteiramente das demandas específicas do seu projeto.
- Se seu foco principal é produção de baixo volume ou reparos: A brasagem por maçarico oferece a maior flexibilidade e o menor investimento inicial.
- Se seu foco principal é fabricação de alto volume e repetível: A brasagem automatizada por indução ou em forno proporcionará a velocidade e consistência necessárias.
- Se seu foco principal é unir conjuntos complexos com múltiplas juntas: A brasagem em forno garante aquecimento uniforme e resultados consistentes em toda a peça.
- Se seu foco principal é alcançar a mais alta pureza e resistência da junta possível: A brasagem a vácuo é a escolha definitiva para aplicações críticas em indústrias exigentes.
Compreender esses métodos de aquecimento centrais permite que você combine o processo precisamente com seu material, design e objetivos de produção.
Tabela Resumo:
| Método de Brasagem | Fonte de Calor | Melhor Para | Principal Vantagem |
|---|---|---|---|
| Brasagem por Maçarico | Maçarico a Gás | Reparos, Baixo Volume | Baixo custo, Alta flexibilidade |
| Brasagem em Forno | Forno Controlado | Alto Volume, Peças Complexas | Aquecimento uniforme, Produção em massa |
| Brasagem por Indução | Campo Eletromagnético | Alto Volume, Repetível | Calor rápido, preciso, localizado |
| Brasagem por Resistência | Corrente Elétrica | Peças Pequenas, Condutoras | Extremamente rápido, Preciso |
| Brasagem a Vácuo | Forno a Vácuo | Aplicações Críticas (Aeroespacial, Médica) | Maior pureza, Não requer fluxo |
Precisa de orientação especializada na seleção do equipamento de brasagem certo para seu laboratório ou linha de produção?
A KINTEK é especializada em equipamentos e consumíveis de laboratório de alto desempenho, atendendo a diversas necessidades laboratoriais. Seja para aumentar a produção ou para soluções de brasagem precisas e confiáveis, nossa experiência pode ajudá-lo a alcançar juntas mais fortes e maior eficiência.
Entre em contato com nossos especialistas hoje para discutir sua aplicação específica e descobrir a solução de brasagem ideal para o seu sucesso!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Tratamento Térmico a Vácuo de Molibdênio
- Forno de Tratamento Térmico a Vácuo de Grafite de 2200 ℃
- Forno Tubo de Vácuo de Laboratório de Alta Pressão Forno Tubular de Quartzo
- Forno Muffle de Laboratório com Muffle de Elevação Inferior
As pessoas também perguntam
- Metais dissimilares podem ser brasados ou soldados por brasagem? Um Guia para Juntas Fortes e Confiáveis
- Para que são usados os fornos a vácuo? Desbloqueie a Pureza e o Desempenho Máximos dos Materiais
- Qual é o processo de um forno a vácuo? Alcance Pureza e Precisão no Processamento de Alta Temperatura
- O que é brasagem a vácuo? O Guia Definitivo para a União de Metais de Alta Pureza e Sem Fluxo
- Qual é a diferença entre soldagem e brasagem a vácuo? Escolha o método de união certo para o seu projeto



















