Em resumo, sim, é absolutamente possível tratar termicamente uma peça metálica mais de uma vez. É um procedimento comum e necessário na metalurgia para corrigir erros, alterar a função de uma peça ou restaurar propriedades após processos de fabricação como a soldagem. No entanto, cada ciclo de tratamento térmico é um evento significativo na vida do metal e deve ser abordado com uma compreensão clara do material e do objetivo.
O retratamento térmico não se trata simplesmente de repetir uma etapa; é um processo deliberado de primeiro apagar o estado estrutural anterior do metal e depois criar um novo. O sucesso depende de uma compreensão precisa do histórico do material, pois cada ciclo introduz riscos como distorção e degradação do material.

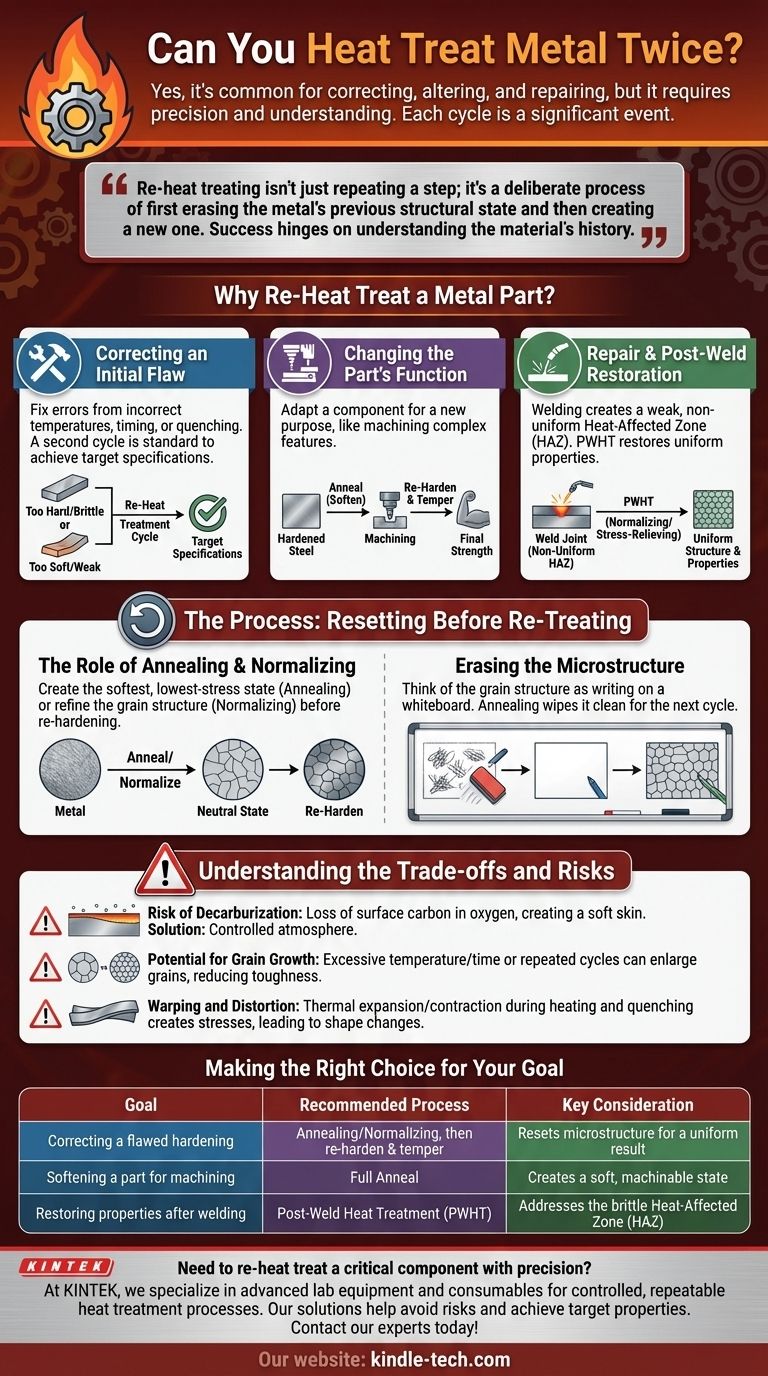
Por que Re-tratar Termicamente uma Peça Metálica?
O retratamento térmico não é uma reflexão tardia, mas sim um processo metalúrgico planeado impulsionado por necessidades específicas. É uma ferramenta poderosa para retificar problemas ou adaptar um componente para um novo propósito.
Correção de uma Falha Inicial
Uma peça pode sair do seu primeiro tratamento térmico muito dura e quebradiça, ou muito mole e fraca. Isso pode ser devido a temperaturas, tempos ou métodos de têmpera incorretos. Um segundo ciclo de tratamento térmico é a forma padrão de corrigir isso e atingir as especificações alvo.
Alteração da Função da Peça
Imagine que você tem um bloco de aço temperado no qual agora precisa de características complexas usinadas. No seu estado duro, seria extremamente difícil e caro de usinar. A solução é recozê-lo (um tipo de tratamento térmico) para o tornar mole, realizar a usinagem e, em seguida, re-temperá-lo e reveni-lo para a sua resistência final necessária.
Reparação e Restauração Pós-Soldagem
A soldagem introduz um calor intenso e localizado que altera drasticamente a microestrutura do metal na zona termicamente afetada (ZTA) ao redor da solda. Esta área torna-se um mosaico de propriedades diferentes — algumas quebradiças, outras moles — criando um grande ponto fraco. Um ciclo de tratamento térmico pós-soldagem (PWHT), como normalização ou alívio de tensões, é frequentemente necessário para refinar a estrutura de grão e restaurar propriedades mecânicas uniformes em toda a peça.
O Processo: Reiniciar Antes de Re-Tratar
Você não pode simplesmente "adicionar" mais dureza ou "completar" um tratamento térmico anterior. Para obter um resultado previsível e uniforme, você deve primeiro redefinir a estrutura cristalina interna do metal para um estado neutro e previsível.
O Papel da Recozimento e Normalização
Antes de re-temperar uma peça, você quase sempre deve realizar um ciclo preliminar como recozimento ou normalização. O recozimento aquece o metal e o arrefece muito lentamente, criando o estado mais mole e com menor tensão possível. A normalização usa um processo de arrefecimento ligeiramente mais rápido que também apaga os efeitos de endurecimento anteriores e refina a estrutura de grão.
Apagando a Microestrutura
Pense na estrutura de grão interna do metal como escrita num quadro branco. O primeiro tratamento térmico é a mensagem inicial. Para escrever algo novo, você não escreve apenas por cima do texto antigo; você deve limpar o quadro. O recozimento é o ato de limpar o quadro, criando uma tela em branco uniforme para o próximo ciclo de endurecimento e revenimento.
Compreendendo as Compensações e Riscos
Embora o retratamento térmico seja eficaz, não é isento de riscos. Cada ciclo térmico é uma oportunidade para as coisas correrem mal.
Risco de Descarburação
Para aços carbono, aquecer o material na presença de oxigénio pode fazer com que o carbono se difunda para fora da superfície. Esta descarburação deixa uma camada superficial mole e com baixo teor de carbono na peça, que não endurecerá corretamente. Este risco aumenta a cada ciclo de tratamento e pode ser mitigado pelo uso de uma atmosfera de forno controlada e isenta de oxigénio.
Potencial para Crescimento de Grão
Manter um metal a altas temperaturas por muito tempo ou ciclá-lo repetidamente pode fazer com que os seus cristais internos (grãos) cresçam. O crescimento excessivo de grão pode reduzir significativamente a tenacidade do metal e torná-lo mais propenso à fratura. O controlo preciso da temperatura e do tempo é fundamental para evitar isto.
Empenamento e Distorção
Cada vez que uma peça é aquecida e arrefecida rapidamente (têmpera), ela sofre expansão e contração térmica, criando tensões internas. Cada ciclo é mais uma oportunidade para que essas tensões façam com que a peça empenar, torcer ou distorcer, especialmente em componentes com geometrias complexas ou secções finas.
Fazendo a Escolha Certa para o Seu Objetivo
A sua abordagem ao retratamento térmico deve ser ditada inteiramente pelo seu objetivo. Não existe um processo único para todos.
- Se o seu foco principal é corrigir um endurecimento defeituoso: O seu primeiro passo deve ser um ciclo completo de recozimento ou normalização antes de tentar novamente o processo de endurecimento e revenimento.
- Se o seu foco principal é modificar uma peça para usinagem: Um recozimento completo é o processo correto para amaciar o metal, seguido por um ciclo completo de re-endurecimento e revenimento após a conclusão da usinagem.
- Se o seu foco principal é reparar uma peça soldada: Um tratamento térmico pós-soldagem (PWHT), muitas vezes envolvendo normalização ou alívio de tensões, é essencial para restaurar propriedades mecânicas uniformes em toda a peça e na zona de solda.
Compreender o tratamento térmico como um processo repetível e deliberado transforma-o de uma etapa final numa ferramenta versátil para alcançar propriedades de material precisas.
Tabela de Resumo:
| Objetivo | Processo Recomendado | Consideração Chave |
|---|---|---|
| Corrigir um endurecimento defeituoso | Recozimento/Normalização, depois re-endurecer e revenimento | Reinicia a microestrutura para um resultado uniforme |
| Amaciar uma peça para usinagem | Recozimento Completo | Cria um estado mole e usinável |
| Restaurar propriedades após soldagem | Tratamento Térmico Pós-Soldagem (PWHT) | Aborda a Zona Termicamente Afetada (ZTA) quebradiça |
Precisa de re-tratar termicamente um componente crítico com precisão?
Na KINTEK, especializamo-nos nos equipamentos de laboratório avançados e consumíveis necessários para processos de tratamento térmico controlados e repetíveis. A nossa experiência ajuda-o a evitar riscos como a descarburação e a distorção, garantindo que as suas peças metálicas atinjam as propriedades alvo — seja para correção, adaptação ou reparação. Deixe que as nossas soluções apoiem o sucesso do seu laboratório.
Contacte os nossos especialistas hoje mesmo para discutir as suas necessidades específicas!
Guia Visual
Produtos relacionados
- Forno de Tratamento Térmico a Vácuo e Sinterização de Tungstênio de 2200 ℃
- Forno de Tratamento Térmico a Vácuo de Molibdênio
- Forno de Sinterização de Fio de Molibdênio a Vácuo para Tratamento Térmico a Vácuo e Sinterização de Fio de Molibdênio
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Tratamento Térmico a Vácuo com Revestimento de Fibra Cerâmica
As pessoas também perguntam
- Qual é o ponto de fusão mais alto do molibdénio? 2622°C para aplicações de calor extremo
- Como um forno de sinterização a vácuo de alta temperatura facilita o pós-tratamento de revestimentos de Zircônia?
- Como um forno de sinterização a vácuo de alta temperatura contribui para a formação de materiais porosos de Fe-Cr-Al?
- Que temperaturas de sinterização podem ser necessárias para o tungstênio em uma atmosfera de hidrogênio puro? Alcance 1600°C para Desempenho Máximo
- O que acontece com o tungstênio quando aquecido? Descubra sua extrema resistência ao calor e propriedades exclusivas







