Sim, você pode brasar aço inoxidável, mas isso requer uma abordagem específica. Ao contrário da brasagem de metais mais simples, o processo deve superar a camada de óxido naturalmente protetora e altamente estável do material para obter uma junta forte e confiável.
O desafio central na brasagem de aço inoxidável não é o próprio aço, mas a camada invisível e resiliente de óxido de cromo em sua superfície. O sucesso de todo o processo depende da remoção eficaz dessa camada e da prevenção de sua reforma, sendo a brasagem a vácuo a principal solução industrial.

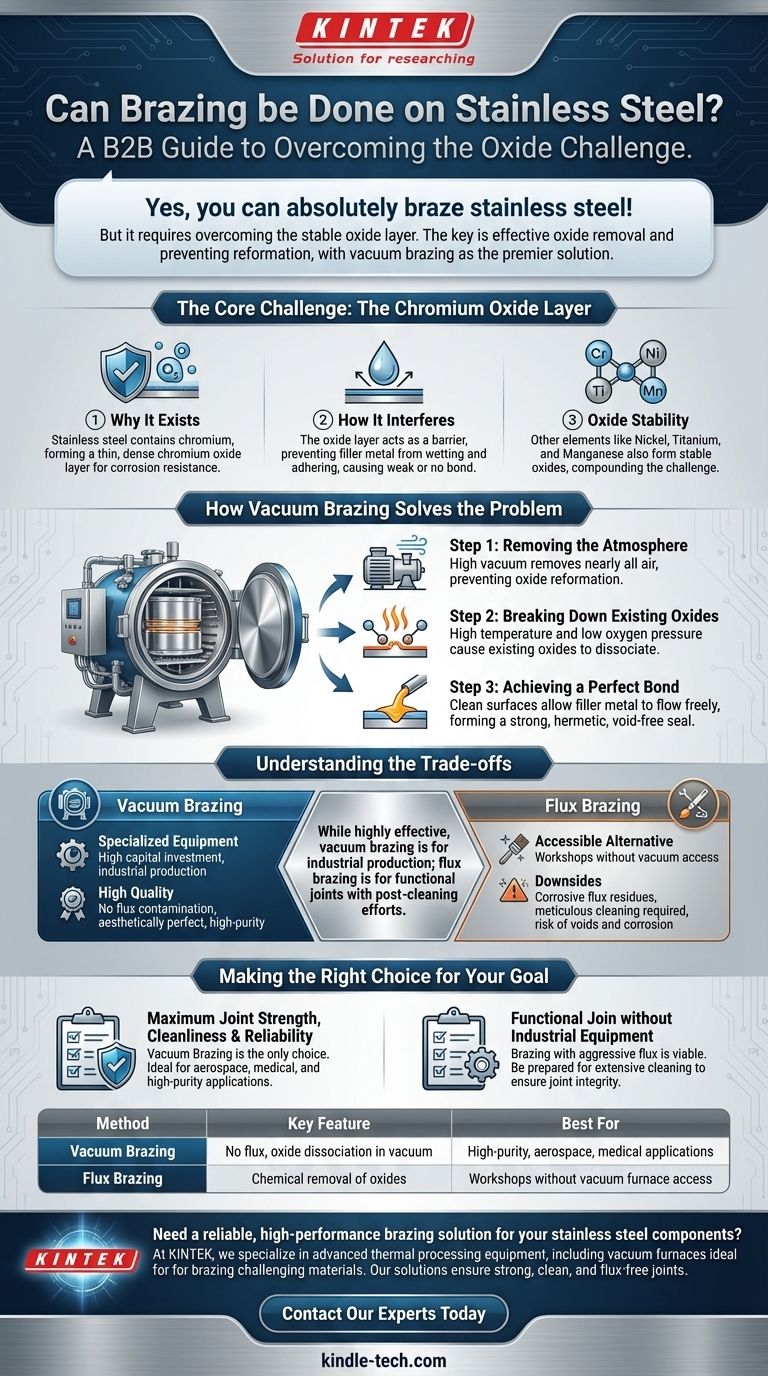
O Desafio Principal: A Camada de Óxido de Cromo
A mesma propriedade que torna o aço inoxidável "inoxidável"—sua resistência à corrosão—é o que o torna desafiador para brasar.
Por que essa camada existe
O aço inoxidável contém uma quantidade significativa de cromo. Este elemento reage instantaneamente com o oxigênio do ar para formar uma camada fina, densa e não reativa de óxido de cromo. Esta camada passiva protege o aço subjacente de oxidação e corrosão adicionais.
Como isso interfere na brasagem
A brasagem funciona criando uma ligação metalúrgica entre um metal de adição e os metais base. Para que isso aconteça, o metal de adição fundido deve "molhar" a superfície, o que significa que ele deve fluir e aderir a ela.
A camada de óxido no aço inoxidável atua como uma barreira física, impedindo que o metal de adição faça contato direto com o aço. Isso resulta em má molhagem, uma ligação fraca ou nenhuma ligação.
A Estabilidade dos Óxidos
O desafio é agravado por outros elementos em ligas de aço inoxidável, como níquel (Ni), titânio (Ti) e manganês (Mn). Estes também formam óxidos muito estáveis que são difíceis de remover com métodos convencionais.
Como a Brasagem a Vácuo Resolve o Problema
Para aplicações de alto desempenho, a brasagem a vácuo é o método definitivo para unir aço inoxidável. O processo neutraliza sistematicamente o problema do óxido em um ambiente controlado.
Etapa 1: Removendo a Atmosfera
Todo o processo de brasagem ocorre dentro de um forno do qual quase todo o ar foi bombeado, criando um alto vácuo. A remoção do oxigênio do ambiente é crítica porque impede que a camada de óxido se reforme uma vez removida.
Etapa 2: Quebrando os Óxidos Existentes
À medida que as peças de aço inoxidável são aquecidas a altas temperaturas dentro do vácuo, a camada de óxido existente se torna instável. A combinação de alta temperatura e a ausência de pressão de oxigênio faz com que os óxidos se dissociem, ou se quebrem, deixando para trás uma superfície metálica limpa e intocada.
Etapa 3: Alcançando uma Ligação Perfeita
Com a barreira de óxido removida e sem oxigênio para reformá-la, o metal de adição fundido pode fluir livremente pelas superfícies limpas. Essa molhagem perfeita permite que o preenchedor seja puxado para a junta por ação capilar, formando uma vedação forte, sem vazios e hermética após o resfriamento.
Compreendendo as Trocas
Embora a brasagem a vácuo seja altamente eficaz, é essencial entender seu lugar entre outros métodos.
A Necessidade de Equipamento Especializado
A brasagem a vácuo não é um processo manual. Requer um investimento de capital significativo em um forno a vácuo e sistemas de controle sofisticados. Isso o torna adequado para produção industrial e componentes de alto valor, não para reparos em oficinas de pequena escala.
A Alternativa: Brasagem com Fluxo
A alternativa tradicional é usar um fluxo químico. Um fluxo altamente agressivo, frequentemente chamado de "fluxo preto" para aço inoxidável, é aplicado à junta. Durante o aquecimento, o fluxo ataca quimicamente e dissolve a camada de óxido, permitindo que o metal de brasagem molhe a superfície.
Desvantagens do Uso de Fluxo
Embora funcional, o fluxo apresenta várias desvantagens. Os resíduos do fluxo são corrosivos e devem ser meticulosamente limpos após a brasagem, o que pode ser difícil em montagens complexas. Qualquer fluxo aprisionado pode levar a vazios na junta ou causar corrosão posteriormente na vida útil do componente.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método correto depende inteiramente dos requisitos da sua aplicação em termos de qualidade, desempenho e escala.
- Se o seu foco principal é a máxima resistência da junta, limpeza e confiabilidade: A brasagem a vácuo é a única escolha. Ela produz juntas esteticamente perfeitas, sem contaminação por fluxo, tornando-a ideal para aplicações médicas, aeroespaciais e de alta pureza.
- Se o seu foco principal é uma junta funcional sem acesso a equipamentos industriais: A brasagem com um fluxo agressivo apropriado é um método viável, mas você deve estar preparado para uma limpeza pós-brasagem extensa e completa para garantir a integridade da junta.
Em última análise, compreender as propriedades da camada de óxido do aço inoxidável é a chave para uni-lo com sucesso.
Tabela Resumo:
| Método | Característica Principal | Melhor Para |
|---|---|---|
| Brasagem a Vácuo | Sem fluxo, dissociação de óxido a vácuo | Aplicações de alta pureza, aeroespaciais, médicas |
| Brasagem com Fluxo | Remoção química de óxidos | Oficinas sem acesso a forno a vácuo |
Precisa de uma solução de brasagem confiável e de alto desempenho para seus componentes de aço inoxidável?
Na KINTEK, somos especialistas em equipamentos avançados de processamento térmico, incluindo fornos a vácuo ideais para brasar materiais desafiadores como o aço inoxidável. Nossas soluções garantem juntas fortes, limpas e sem fluxo para aplicações críticas na indústria aeroespacial, médica e outras indústrias de alta tecnologia.
Entre em contato com nossos especialistas hoje para discutir como podemos ajudá-lo a alcançar resultados de brasagem superiores e aprimorar suas capacidades de fabricação.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente a Vácuo Máquina de Prensagem a Vácuo Forno Tubular
- Forno de Tubo Rotativo de Trabalho Contínuo com Vedação a Vácuo Forno de Tubo Giratório
As pessoas também perguntam
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores



















