A brasagem em forno é realizada a qualquer temperatura acima de 840°F (450°C), mas a temperatura precisa é ditada inteiramente pelo metal de adição usado para unir as peças. Para aplicações industriais comuns, isso geralmente varia de 1100°F (600°C) para ligas de alumínio a mais de 2000°F (1100°C) para aço e ligas de alta temperatura.
A temperatura correta de brasagem em forno não é um valor único, mas um ponto específico com segurança acima do ponto de fusão do metal de adição e abaixo do ponto de fusão dos materiais base. Esta janela térmica controlada é a chave absoluta para criar uma junta forte e metalurgicamente sólida.

O Princípio Central: Liquidus e Solidus
Para entender a temperatura de brasagem, você deve primeiro entender as características de fusão do metal de adição, que são definidas por dois pontos críticos: solidus e liquidus.
Definindo Solidus e Liquidus
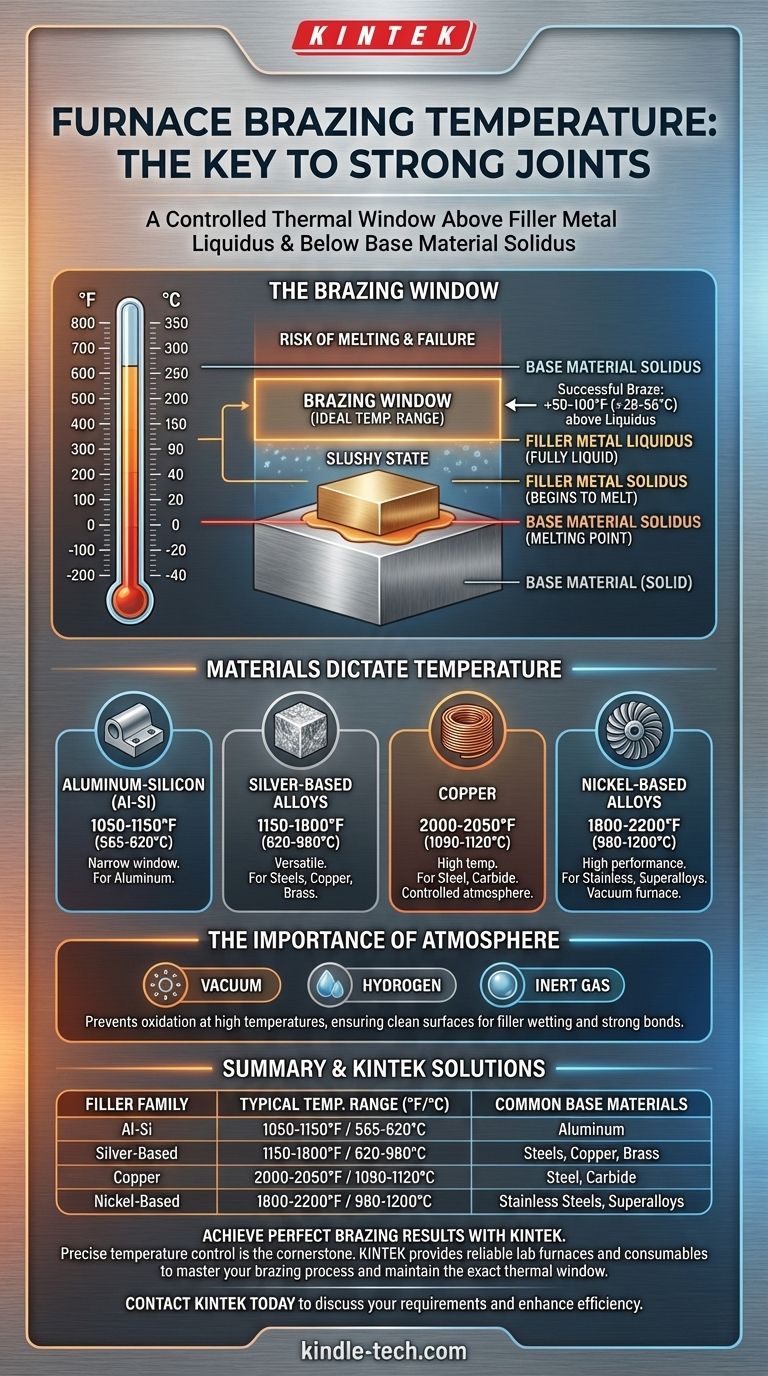
O solidus é a temperatura na qual a liga do metal de adição começa a derreter. O liquidus é a temperatura na qual o metal de adição está completamente líquido. A faixa entre esses dois pontos é um estado pastoso e semi-sólido.
A "Janela de Brasagem"
Para uma brasagem bem-sucedida, o forno deve aquecer todo o conjunto a uma temperatura ligeiramente acima do ponto liquidus do metal de adição. Isso garante que o metal de adição esteja totalmente fundido e tenha viscosidade baixa o suficiente para ser puxado para a junta por ação capilar.
Uma regra geral comum é definir a temperatura do forno 50-100°F (28-56°C) acima da temperatura liquidus do metal de adição.
Protegendo os Materiais Base
Simultaneamente, a temperatura de brasagem deve permanecer com segurança abaixo do solidus (ponto de fusão) dos materiais base que estão sendo unidos. Exceder isso faria com que as peças cedessem, distorcessem ou derretessem, resultando em falha catastrófica.
Como os Materiais Ditamm a Temperatura de Brasagem
A seleção de um metal de adição é sempre dependente dos materiais base que você precisa unir. Esta combinação de materiais é o que define a temperatura necessária para o processo.
Famílias Comuns de Metais de Adição
Diferentes famílias de metais de adição têm faixas de temperatura de brasagem muito diferentes.
- Alumínio-Silício (Al-Si): Usado para brasagem de alumínio. Requer uma janela de temperatura muito estreita, tipicamente 1050-1150°F (565-620°C).
- Ligas à Base de Prata: Uma categoria versátil usada para unir aços, cobre e latão. As temperaturas de brasagem variam amplamente de 1150-1800°F (620-980°C) dependendo da composição específica da liga.
- Cobre: O cobre puro é um metal de adição comum e econômico para brasagem de aço e carboneto. Requer alta temperatura, tipicamente 2000-2050°F (1090-1120°C), e deve ser feito em uma atmosfera controlada para evitar oxidação.
- Ligas à Base de Níquel: Usadas para aços inoxidáveis e superligas em aplicações de alto desempenho. Estas requerem temperaturas muito altas, frequentemente de 1800-2200°F (980-1200°C), e são quase sempre realizadas em um forno a vácuo.
A Importância da Atmosfera
A brasagem em forno não é apenas sobre temperatura; é sobre controlar o ambiente. Nessas altas temperaturas, os metais oxidarão rapidamente se expostos ao ar, o que impede que o metal de adição molhe e se ligue às superfícies.
Os fornos usam atmosferas controladas – como vácuo, hidrogênio ou gás inerte – para proteger as peças e garantir a formação de uma junta limpa e forte.
Compreendendo as Trocas e os Riscos
Definir a temperatura errada é um dos modos de falha mais comuns na brasagem em forno. Tanto o superaquecimento quanto o subaquecimento têm consequências significativas.
O Risco de Superaquecimento
Definir a temperatura muito alta, mesmo que esteja abaixo do ponto de fusão do metal base, pode ser prejudicial. Pode causar erosão do metal base, onde o metal de adição líquido "dissolve" parte do material principal, enfraquecendo a junta. Também pode levar à formação de compostos intermetálicos frágeis, que reduzem drasticamente a resistência e a ductilidade da junta.
O Problema do Subaquecimento
Se a temperatura do forno for muito baixa ou o ciclo for muito curto, o metal de adição não se tornará totalmente líquido. Isso resulta em má ação capilar, levando a vazios e preenchimento incompleto da junta. A ligação resultante será fraca e não confiável.
A Necessidade de Uniformidade Térmica
É fundamental que todo o conjunto atinja a temperatura alvo uniformemente. Seções mais espessas aquecem mais lentamente do que seções mais finas. Um ciclo de forno adequado inclui tempos de "imersão" para permitir que a temperatura se equalize em todas as peças antes que o metal de adição derreta, garantindo um fluxo consistente e uma ligação completa.
Fazendo a Escolha Certa para Sua Aplicação
Sua escolha de temperatura é uma consequência direta de seus materiais e de seus requisitos de desempenho. Use a folha de dados do fabricante do metal de adição como seu guia principal.
- Se seu foco principal é unir aço com um metal de adição de cobre: Você operará em uma atmosfera de alta temperatura e sem oxigênio em torno de 2000-2050°F (1090-1120°C).
- Se seu foco principal é brasagem de componentes de alumínio: Você deve usar um metal de adição de alumínio-silício e manter uma janela de temperatura muito apertada, tipicamente em torno de 1050-1150°F (565-620°C), para evitar o derretimento das peças.
- Se seu foco principal é unir aço inoxidável para aeroespacial: Você usará um metal de adição à base de níquel em um forno a vácuo em temperaturas frequentemente superiores a 1800°F (980°C).
Em última análise, a brasagem em forno bem-sucedida é uma função de gerenciamento térmico preciso adaptado à sua combinação específica de materiais.
Tabela Resumo:
| Família de Metais de Adição | Faixa Típica de Temperatura de Brasagem (°F) | Faixa Típica de Temperatura de Brasagem (°C) | Materiais Base Comuns |
|---|---|---|---|
| Alumínio-Silício (Al-Si) | 1050 - 1150°F | 565 - 620°C | Alumínio |
| Ligas à Base de Prata | 1150 - 1800°F | 620 - 980°C | Aços, Cobre, Latão |
| Cobre | 2000 - 2050°F | 1090 - 1120°C | Aço, Carboneto |
| Ligas à Base de Níquel | 1800 - 2200°F | 980 - 1200°C | Aços Inoxidáveis, Superligas |
Obtenha Resultados Perfeitos de Brasagem com KINTEK
O controle preciso da temperatura é a pedra angular da brasagem em forno bem-sucedida. Seja você trabalhando com alumínio, ligas de alta temperatura ou aços especiais, escolher o equipamento certo é fundamental para evitar falhas caras como erosão do metal base ou juntas incompletas.
A KINTEK é especializada em fornecer os fornos de laboratório confiáveis e os consumíveis de que você precisa para dominar seu processo de brasagem. Nossas soluções ajudam você a manter a janela térmica exata exigida para seu metal de adição e materiais base específicos, garantindo juntas fortes e metalurgicamente sólidas sempre.
Deixe nossos especialistas ajudá-lo a selecionar o forno ideal para sua aplicação.
Entre em contato com a KINTEK hoje para discutir suas necessidades de brasagem e descobrir como nosso equipamento pode aumentar a eficiência e os resultados do seu laboratório.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Tratamento Térmico a Vácuo de Molibdênio
- Forno de Tratamento Térmico a Vácuo e Sinterização de Tungstênio de 2200 ℃
- Forno de Tratamento Térmico a Vácuo de Grafite de 2200 ℃
- Forno de Tratamento Térmico a Vácuo com Revestimento de Fibra Cerâmica
As pessoas também perguntam
- O que é brasagem em tratamento térmico? Alcance Qualidade e Eficiência Superior na Junta
- Qual é a diferença entre soldagem e brasagem a vácuo? Escolha o método de união certo para o seu projeto
- Qual é o processo de um forno a vácuo? Alcance Pureza e Precisão no Processamento de Alta Temperatura
- Quais são os diferentes tipos de soldagem por brasagem? Um guia para escolher a fonte de calor certa
- Para que são usados os fornos a vácuo? Desbloqueie a Pureza e o Desempenho Máximos dos Materiais



















