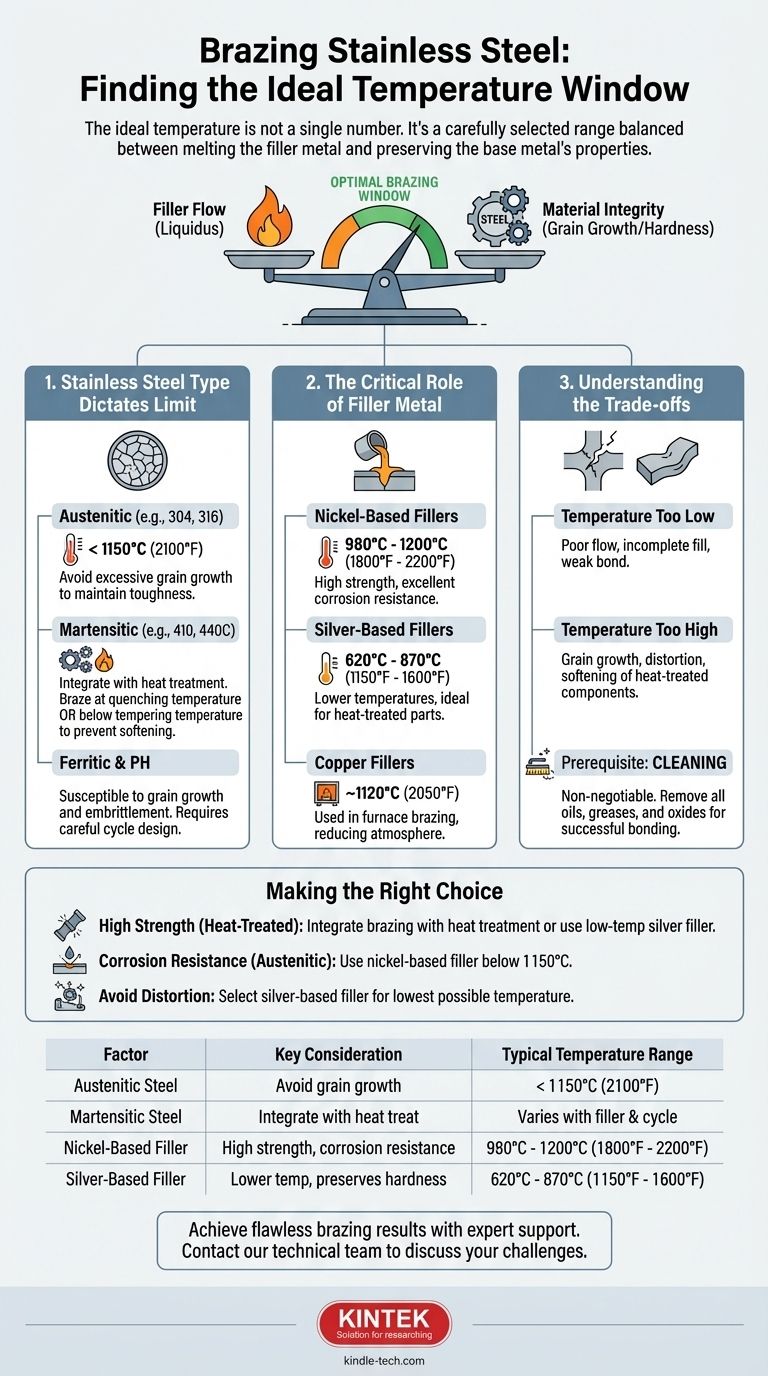
A temperatura ideal de brasagem para aço inoxidável não é um número único. É uma janela cuidadosamente selecionada determinada por três fatores críticos: o tipo específico de aço inoxidável que está sendo unido, a composição do metal de adição de brasagem e as propriedades finais desejadas da montagem. Escolher a temperatura correta é um ato de equilíbrio para garantir uma junta forte sem comprometer a integridade do metal base.
O desafio central da brasagem de aço inoxidável é encontrar uma temperatura alta o suficiente para derreter o metal de adição para um fluxo adequado, mas baixa o suficiente para evitar danificar a estrutura metalúrgica e as propriedades mecânicas do aço. Essa temperatura é uma função do material, não uma constante fixa.
Por Que o Tipo de Aço Inoxidável Determina a Temperatura
Diferentes famílias de aço inoxidável reagem ao calor de maneiras muito diferentes. Aplicar o ciclo térmico errado pode enfraquecer permanentemente o material, mesmo que a junta soldada em si pareça sólida.
Brasagem de Aços Inoxidáveis Austeníticos (ex: 304, 316)
Os aços austeníticos são os mais comuns e geralmente são mais tolerantes. No entanto, eles têm um limite crítico de temperatura superior.
A restrição principal é evitar o crescimento excessivo de grãos, o que pode reduzir a tenacidade e a ductilidade do aço. Por essa razão, a temperatura de brasagem não deve exceder 1150°C (2100°F).
Brasagem de Aços Inoxidáveis Martensíticos (ex: 410, 440C)
Estes são aços endurecíveis, e suas propriedades dependem muito do tratamento térmico. A brasagem deve ser integrada a este tratamento térmico para ser bem-sucedida.
Você tem duas estratégias principais:
- Brasar na Temperatura de Têmpera (Quenching): Combine as etapas de brasagem e endurecimento usando um metal de adição que flua na temperatura de austenitização (têmpera) do aço.
- Brasar Abaixo da Temperatura de Revenimento (Tempering): Se a peça já estiver endurecida e revenida, você deve usar um metal de adição de baixa temperatura. A temperatura de brasagem deve permanecer abaixo da temperatura final de revenimento para evitar o amolecimento e a perda de dureza.
Brasagem de Aços Ferríticos e Aços PH
Aços ferríticos (ex: 430) também são suscetíveis ao crescimento de grãos em altas temperaturas, o que pode causar fragilização significativa.
Aços de Precipitação-Endurecíveis (PH) (ex: 17-4 PH) comportam-se de forma semelhante aos graus martensíticos. O ciclo térmico de brasagem deve ser cuidadosamente projetado para ser compatível com os ciclos específicos de envelhecimento e tratamento de solução do aço para atingir a resistência necessária.
O Papel Crítico do Metal de Adição
O metal de adição é a outra metade da equação da temperatura. O processo de brasagem deve ocorrer acima da temperatura de liquidus do metal de adição (o ponto em que ele está totalmente fundido) para garantir que ele possa fluir para a junta por ação capilar.
Famílias Comuns de Metais de Adição
- Metais de Adição à Base de Níquel: São muito comuns para aço inoxidável devido à sua alta resistência e excelente resistência à corrosão. Eles geralmente exigem altas temperaturas de brasagem, muitas vezes na faixa de 980°C a 1200°C (1800°F a 2200°F).
- Metais de Adição à Base de Prata: Também conhecidas como solda de prata, essas ligas permitem temperaturas de brasagem muito mais baixas, tipicamente 620°C a 870°C (1150°F a 1600°F). São ideais para peças tratadas termicamente onde preservar a dureza é fundamental.
- Metais de Adição de Cobre: O cobre puro é frequentemente usado na brasagem em forno sob atmosfera redutora. Requer uma temperatura alta, tipicamente em torno de 1120°C (2050°F).
Entendendo as Compensações (Trade-offs)
Escolher uma temperatura é gerenciar riscos. Desviar da janela ideal em qualquer direção levará à falha.
Consequência de Temperatura Muito Baixa
Se a temperatura não for alta o suficiente para o metal de adição selecionado, você terá resultados ruins. O metal de adição não derreterá e fluirá adequadamente, levando a um preenchimento incompleto da junta, má "molhagem" do metal base e uma ligação fraca e não confiável.
Consequência de Temperatura Muito Alta
Exceder a temperatura correta é frequentemente mais perigoso. Pode causar danos irreversíveis ao aço inoxidável, incluindo crescimento excessivo de grãos, distorção da peça ou o amolecimento de componentes tratados termicamente.
O Pré-requisito Não Negociável: Limpeza
Nenhuma temperatura ou metal de adição pode compensar uma superfície contaminada. O aço inoxidável forma uma camada de óxido passiva e transparente que deve ser removida. Todos os óleos, graxas e óxidos devem ser meticulosamente limpos das superfícies da junta imediatamente antes da brasagem para permitir que o metal de adição se ligue ao metal base.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione sua temperatura de brasagem definindo primeiro seu material e seu objetivo principal para a peça finalizada.
- Se seu foco principal é alta resistência em uma peça tratada termicamente: Você deve integrar o ciclo de brasagem com o tratamento térmico, seja brasando na temperatura de têmpera ou usando um metal de adição de prata de baixa temperatura abaixo da temperatura de revenimento.
- Se seu foco principal é resistência à corrosão e uso geral (Aço Austenítico): Escolha um metal de adição à base de níquel e brase em uma janela bem abaixo do limite de crescimento de grãos de 1150°C (2100°F).
- Se seu foco principal é evitar distorção ou dano térmico a uma montagem sensível: Selecione um metal de adição à base de prata para realizar a brasagem na temperatura mais baixa possível.
Ao entender esses princípios orientadores, você pode projetar um processo de brasagem confiável adaptado especificamente aos seus materiais e aplicação.
Tabela de Resumo:
| Fator | Consideração Chave | Faixa de Temperatura Típica |
|---|---|---|
| Aço Austenítico (304, 316) | Evitar crescimento de grãos | < 1150°C (2100°F) |
| Aço Martensítico (410, 440C) | Integrar com tratamento térmico | Varia com o metal de adição e ciclo de tratamento térmico |
| Metal de Adição à Base de Níquel | Alta resistência, resistência à corrosão | 980°C - 1200°C (1800°F - 2200°F) |
| Metal de Adição à Base de Prata | Temperatura mais baixa, preserva a dureza | 620°C - 870°C (1150°F - 1600°F) |
Alcance resultados impecáveis na brasagem de aço inoxidável com suporte especializado.
A brasagem de aço inoxidável requer controle preciso da temperatura e da atmosfera para prevenir danos e garantir a integridade da junta. A KINTEK é especializada nos equipamentos de laboratório e consumíveis necessários para processos de brasagem bem-sucedidos, desde fornos de alta temperatura até materiais de preparação de superfície.
Deixe que nossa experiência o ajude a selecionar o equipamento e os parâmetros corretos para o seu tipo específico de aço inoxidável e aplicação. Entre em contato com nossa equipe técnica hoje para discutir seus desafios de brasagem e garantir juntas fortes e confiáveis.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno de Grafitação com Descarga Inferior a Vácuo de Grafite para Materiais de Carbono
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento



















