Por definição, a brasagem é um processo de união de metais que ocorre a temperaturas acima de 450°C (840°F). No entanto, a temperatura exata utilizada está sempre abaixo do ponto de fusão dos metais de base que estão sendo unidos e é determinada inteiramente pela liga de metal de adição específica necessária para a aplicação.
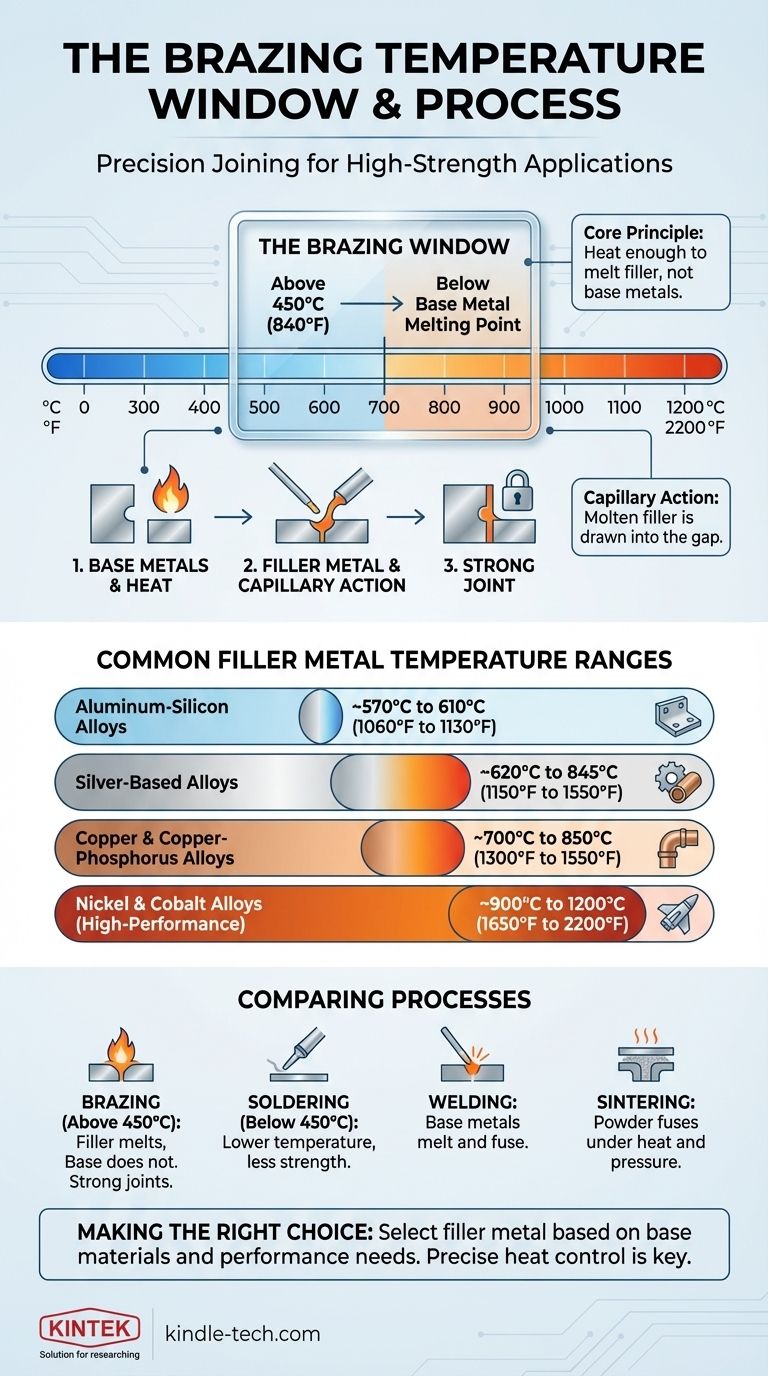
O princípio central da brasagem não é sobre uma única temperatura, mas sim sobre uma faixa de temperatura específica: deve ser quente o suficiente para derreter um metal de adição, mas não tão quente a ponto de derreter as peças que você está unindo.
O Princípio Definidor da Temperatura de Brasagem
A brasagem cria uniões fortes e permanentes entre duas ou mais peças metálicas sem derreter as próprias peças. A temperatura é a variável mais crítica que possibilita este processo.
A Ação Capilar é Fundamental
O objetivo da brasagem é aquecer os metais de base a uma temperatura na qual um metal de adição especializado derreta ao entrar em contato com eles.
Este metal fundido é então atraído para o espaço justo entre as peças através de um fenômeno chamado ação capilar, criando a junta após o resfriamento.
Acima de 450°C (840°F): O Limite Oficial
A American Welding Society (AWS) define formalmente a brasagem como qualquer processo que ocorra acima de 450°C (840°F).
Esta temperatura específica é o que distingue a brasagem de seu equivalente de temperatura mais baixa, a soldagem branda (soldering).
Abaixo do Ponto de Fusão do Metal de Base (Solidus)
Crucialmente, a temperatura de brasagem deve permanecer abaixo do solidus (o ponto em que um metal começa a derreter) dos metais de base.
Se os metais de base derreterem, o processo não é mais brasagem; torna-se soldagem (welding). Manter esta distinção é fundamental para uma brasagem bem-sucedida.
Faixas Comuns de Temperatura de Brasagem por Metal de Adição
A temperatura prática de brasagem é ditada pela composição química do metal de adição que você usa. Diferentes metais de base e aplicações exigem diferentes metais de adição.
Ligas de Alumínio-Silício
Estes metais de adição são usados para brasar componentes de alumínio. Eles têm um ponto de fusão relativamente baixo para evitar o derretimento do metal de base de alumínio.
A faixa de temperatura de brasagem típica para estas ligas é de ~570°C a 610°C (1060°F a 1130°F).
Ligas à Base de Prata
Frequentemente chamadas de "solda de prata" (um nome impróprio) ou "solda dura", estas são algumas das ligas de brasagem mais versáteis e amplamente utilizadas para unir aço, aço inoxidável, cobre e latão.
Suas temperaturas de brasagem tipicamente variam de ~620°C a 845°C (1150°F a 1550°F).
Ligas de Cobre e Cobre-Fósforo
As ligas de cobre-fósforo são excelentes para unir cobre a cobre sem a necessidade de fluxo, pois o fósforo atua como agente de fluxo.
Estas ligas operam em uma faixa de ~700°C a 850°C (1300°F a 1550°F).
Ligas de Níquel e Cobalto
Usados para aplicações de alto desempenho, como componentes aeroespaciais ou turbinas a gás, estes metais de adição fornecem força excepcional e resistência a altas temperaturas e corrosão.
Estas ligas avançadas exigem temperaturas de brasagem muito mais altas, frequentemente de ~900°C até 1200°C (1650°F a 2200°F).
Compreendendo a Brasagem vs. Outros Processos
A confusão surge frequentemente entre diferentes processos de materiais de alta temperatura. A distinção sempre reside na temperatura e na intenção.
Brasagem vs. Soldagem Branda (Soldering)
A diferença é simples: a soldagem branda ocorre abaixo de 450°C (840°F), enquanto a brasagem ocorre acima dela. Isso resulta em juntas brasadas com resistência significativamente maior à força e à temperatura do que as juntas soldadas brandamente.
Brasagem vs. Soldagem (Welding)
Na brasagem, apenas o metal de adição derrete. Na soldagem, as bordas dos metais de base são derretidas e fundidas, muitas vezes com a adição de um metal de adição.
Brasagem vs. Sinterização
A sinterização é um processo usado para criar uma massa sólida de material a partir de um pó, aplicando calor e pressão. A temperatura é alta o suficiente para fazer com que as partículas se fundam e se liguem, mas tipicamente abaixo do ponto de fusão total.
Embora alguma brasagem de alta temperatura (por exemplo, com ligas de níquel) possa operar em uma faixa de temperatura semelhante à sinterização (~750-1300°C), seus objetivos são fundamentalmente diferentes. A brasagem une peças distintas, enquanto a sinterização forma uma única peça a partir de pó.
Fazendo a Escolha Certa para o Seu Projeto
Selecionar a temperatura de brasagem correta é uma função direta da escolha do metal de adição certo para seus materiais de base e requisitos de desempenho.
- Se o seu foco principal for unir materiais padrão como cobre ou aço: Comece olhando para ligas de adição à base de prata ou cobre, que operam na faixa de 620-850°C.
- Se o seu foco principal for unir alumínio: Você deve usar um metal de adição de alumínio-silício de temperatura mais baixa, tipicamente em torno de 570-610°C, para evitar derreter o material original.
- Se o seu foco principal for aplicações de alto desempenho ou alta temperatura: Você precisará de metais de adição especializados à base de níquel ou cobalto que exigem temperaturas acima de 900°C e atmosferas de forno controladas.
Em última análise, a temperatura correta é aquela que derrete adequadamente o metal de adição escolhido sem comprometer a integridade das peças que você pretende unir.
Tabela Resumo:
| Tipo de Metal de Adição | Metais de Base Comuns | Faixa de Temperatura de Brasagem Típica |
|---|---|---|
| Ligas de Alumínio-Silício | Alumínio | 570°C a 610°C (1060°F a 1130°F) |
| Ligas à Base de Prata | Aço, Aço Inoxidável, Cobre, Latão | 620°C a 845°C (1150°F a 1550°F) |
| Ligas de Cobre-Fósforo | Cobre com Cobre | 700°C a 850°C (1300°F a 1550°F) |
| Ligas de Níquel e Cobalto | Alto Desempenho (Aeroespacial, Turbinas) | 900°C a 1200°C (1650°F a 2200°F) |
Precisa de calor preciso e confiável para suas aplicações de brasagem? A KINTEK é especializada em fornos de laboratório de alto desempenho e equipamentos de processamento térmico, fornecendo o controle exato de temperatura e aquecimento uniforme necessários para juntas brasadas perfeitas em materiais que vão do alumínio a ligas avançadas. Deixe nossos especialistas ajudá-lo a selecionar o forno ideal para seus metais de adição e requisitos de aplicação específicos. Entre em contato com a KINTALK hoje para discutir suas necessidades de forno de brasagem!
Guia Visual