A brasagem é um processo de união de metais no qual um metal de adição é aquecido acima do seu ponto de fusão e distribuído entre duas ou mais peças justapostas por ação capilar. O metal de adição, que possui um ponto de fusão mais baixo que os metais base, derrete e flui para o espaço, criando uma ligação metalúrgica forte e permanente ao resfriar.
O sucesso de qualquer operação de brasagem depende do controle preciso e do equilíbrio dos seus dois parâmetros mais essenciais: temperatura de permanência e tempo. Atingir a combinação correta para seus materiais específicos é o princípio fundamental para criar uma junta sólida.

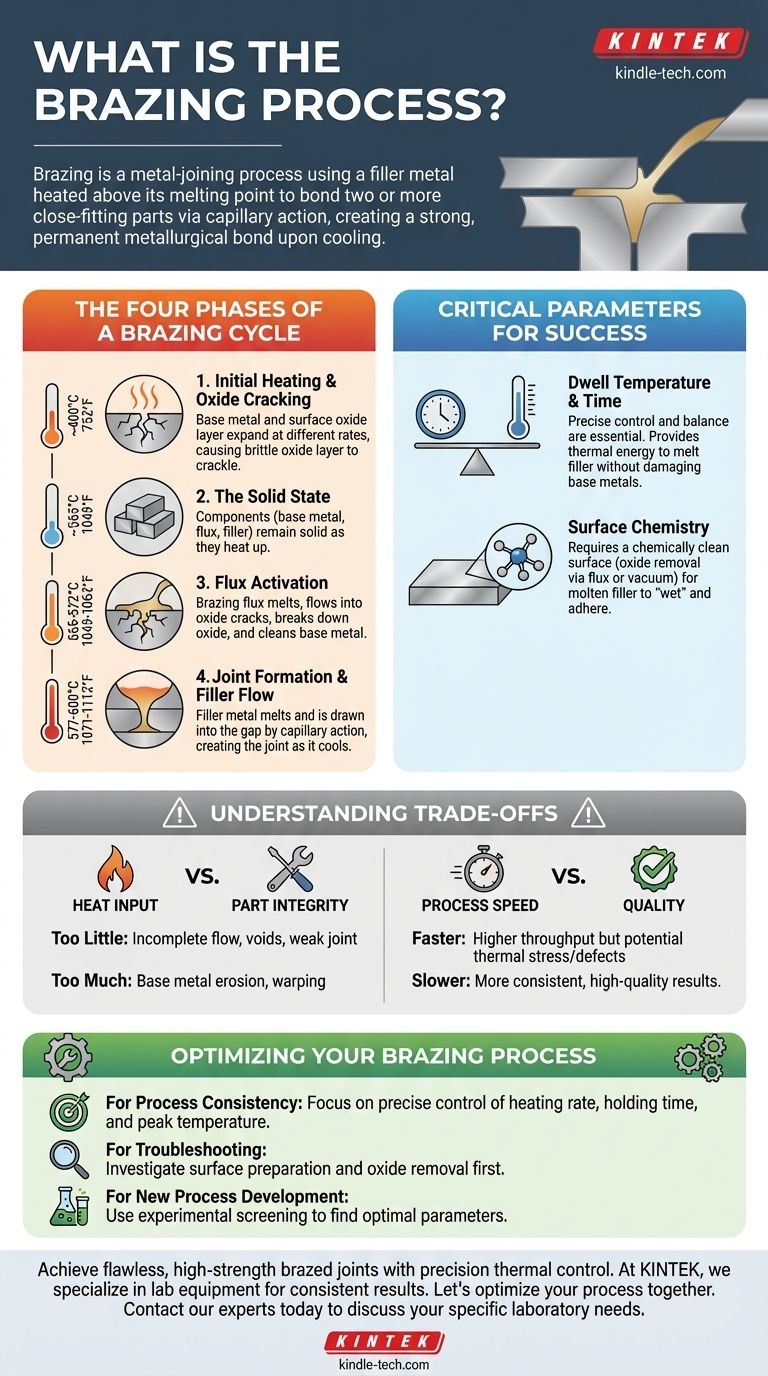
As Quatro Fases de um Ciclo de Brasagem
Para muitos materiais comuns, como o alumínio, o processo de brasagem segue um ciclo térmico distinto de quatro fases. Entender cada fase é fundamental para controlar o resultado.
Fase 1: Aquecimento Inicial e Quebra de Óxido
À medida que o conjunto é aquecido, ele começa a expandir. Por volta de 400°C (752°F), o metal base e sua camada de óxido superficial se expandem em taxas diferentes, fazendo com que a camada de óxido quebradiça rache.
Fase 2: O Estado Sólido
Abaixo de aproximadamente 565°C (1049°F), todos os componentes do conjunto — o metal base, o fluxo e o metal de adição — permanecem em suas formas sólidas. As peças estão simplesmente ficando mais quentes.
Fase 3: Ativação do Fluxo
Entre 565-572°C (1049-1062°F), o fluxo de brasagem derrete. Este fluxo líquido é quimicamente ativo e flui para as fissuras na camada de óxido, quebrando-a e limpando o metal base subjacente para prepará-lo para a união.
Fase 4: Fluxo do Metal de Adição e Formação da Junta
Assim que a temperatura atinge 577-600°C (1071-1112°F), o metal de adição derrete. Como a superfície foi limpa pelo fluxo, o metal de adição fundido é atraído para o espaço entre as peças por ação capilar, criando a junta brasada à medida que se solidifica durante o resfriamento.
Os Parâmetros Críticos para o Sucesso
Embora o ciclo térmico forneça a estrutura, várias variáveis devem ser gerenciadas para garantir uma junta de alta qualidade.
A Relação Central: Tempo e Temperatura
Estes dois parâmetros estão intrinsecamente ligados. Um processo pode exigir um tempo de permanência de mais de 5 minutos a 577°C ou um ciclo mais curto de 1 a 8 minutos a uma temperatura mais alta, como 585°C. O objetivo é fornecer energia térmica suficiente para derreter completamente o metal de adição sem danificar os metais base.
A Importância da Química da Superfície
Uma brasagem bem-sucedida é impossível sem uma superfície quimicamente limpa. O processo depende da remoção do filme de óxido superficial, muitas vezes com um fluxo químico ou usando uma atmosfera de vácuo, para que o metal de adição fundido possa "molhar" e aderir aos metais base.
Considerações de Material e Design
O tipo específico de liga metálica, a forma e o tamanho das peças e a qualidade exigida da junta final influenciam os parâmetros ideais do processo. Uma peça grande e espessa exigirá uma taxa de aquecimento e um tempo de permanência diferentes de uma peça pequena e fina.
Entendendo as Compensações (Trade-offs)
Otimizar um processo de brasagem envolve equilibrar fatores concorrentes para minimizar defeitos e maximizar a resistência.
Entrada de Calor vs. Integridade da Peça
A principal compensação é entre aplicar calor suficiente por tempo suficiente versus causar danos aos metais base.
Calor ou tempo insuficientes resultam em um fluxo incompleto do metal de adição, levando a vazios e uma junta fraca.
Excesso de calor ou tempo pode fazer com que o metal base se erosione ou se deforme. No entanto, em alguns casos, tempos de permanência mais longos nas temperaturas mais altas permitidas podem melhorar o fluxo do metal de adição e, em última análise, reduzir a sucata.
Velocidade do Processo vs. Qualidade
Taxas de aquecimento mais rápidas e tempos de ciclo mais curtos aumentam o rendimento, mas também podem introduzir estresse térmico ou formação incompleta da junta se não forem controlados cuidadosamente. Ciclos mais lentos e controlados geralmente produzem resultados mais consistentes e de alta qualidade.
Otimizando Seu Processo de Brasagem
Como muitos fatores estão em jogo, os parâmetros ideais para uma aplicação não serão um ajuste perfeito para outra. A melhor abordagem é estabelecer uma linha de base e refiná-la através de testes cuidadosos.
- Se seu foco principal for a consistência do processo: Concentre-se em controlar com precisão a taxa de aquecimento, o tempo de permanência e a temperatura de pico dentro de uma janela muito estreita.
- Se você estiver solucionando problemas de juntas falhas: Sempre investigue primeiro a preparação da superfície; a limpeza inadequada e a remoção de óxido são as causas mais comuns de falha.
- Se você estiver desenvolvendo um novo processo: Use triagem experimental para determinar a combinação ideal de parâmetros para suas ligas específicas, geometria da peça e capacidades do forno.
Em última análise, dominar o processo de brasagem é entender e controlar esses princípios fundamentais para criar juntas fortes, confiáveis e repetíveis.
Tabela Resumo:
| Fase da Brasagem | Faixa de Temperatura Chave | Ação Principal |
|---|---|---|
| Fase 1: Aquecimento Inicial | ~400°C (752°F) | O metal base se expande, fazendo a camada de óxido rachar. |
| Fase 2: Estado Sólido | Abaixo de ~565°C (1049°F) | Os componentes aquecem, mas permanecem sólidos. |
| Fase 3: Ativação do Fluxo | 565-572°C (1049-1062°F) | O fluxo derrete, limpando a superfície do metal base. |
| Fase 4: Formação da Junta | 577-600°C (1071-1112°F) | O metal de adição derrete, flui por ação capilar para formar a ligação. |
Obtenha juntas brasadas impecáveis e de alta resistência com controle térmico de precisão.
O sucesso da sua operação de brasagem depende do equilíbrio preciso entre a temperatura de permanência e o tempo. Na KINTEK, especializamo-nos nos equipamentos de laboratório e consumíveis nos quais os laboratórios confiam para obter resultados consistentes e de alta qualidade. Se você está desenvolvendo um novo processo ou solucionando falhas de juntas, nossa experiência pode ajudá-lo a otimizar seus parâmetros para máxima resistência e sucata mínima.
Vamos otimizar seu processo de brasagem juntos. Contate nossos especialistas hoje para discutir suas necessidades específicas de laboratório.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo

