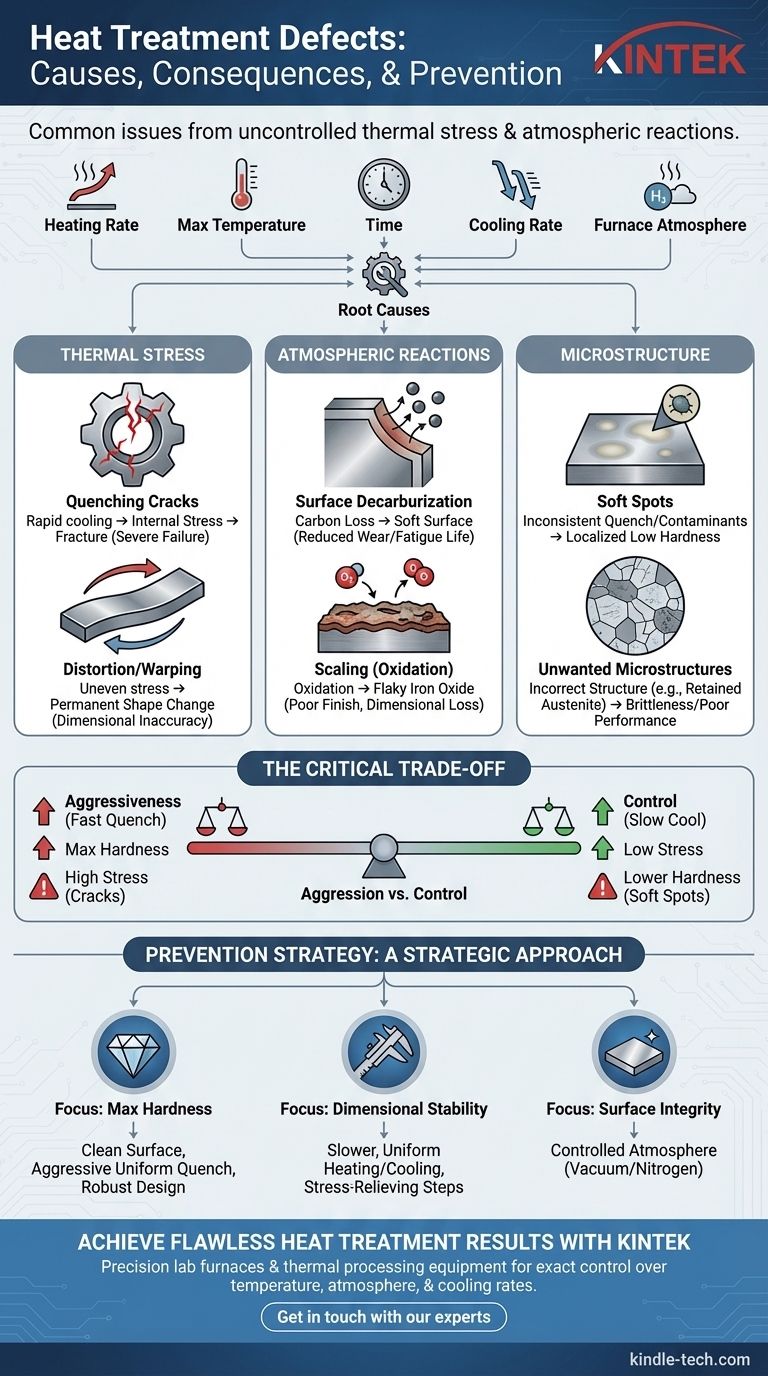
Os defeitos mais comuns no tratamento térmico incluem rachaduras de têmpera, distorção, descarbonetação, pontos moles e formação de carepa superficial. Esses problemas surgem do controle inadequado das variáveis centrais do processo: a taxa de aquecimento, a temperatura máxima, a duração do aquecimento, a taxa de resfriamento e a composição da atmosfera do forno.
Defeitos de tratamento térmico não são falhas aleatórias. São consequências previsíveis de um desequilíbrio entre o material, sua geometria e o processo térmico aplicado, sendo que os problemas mais críticos decorrem de estresse térmico e reações atmosféricas descontroladas.

Defeitos Causados por Estresse Térmico
As rápidas mudanças de temperatura inerentes ao tratamento térmico criam imenso estresse interno no material. Se não for gerenciado, esse estresse é a principal fonte de falha catastrófica.
Rachaduras de Têmpera
Rachaduras de têmpera são o defeito de tratamento térmico mais grave. Ocorrem quando uma peça é resfriada muito rapidamente, fazendo com que diferentes seções do material se contraiam em taxas diferentes.
Essa retração diferencial cria tensões internas que excedem a resistência à tração do material, resultando em fraturas. Cantos vivos ou mudanças abruptas na espessura da seção são pontos de iniciação comuns para essas rachaduras.
Distorção e Empenamento
A distorção, incluindo empenamento e mudanças de forma (ovalização), é um resultado menos grave das mesmas tensões térmicas que causam rachaduras.
Quando as tensões internas do aquecimento e resfriamento são aliviadas, a peça muda permanentemente de forma. Isso é particularmente comum em peças longas e finas ou componentes com geometria não simétrica.
Defeitos Devido a Reações de Superfície e Atmosféricas
O ambiente dentro do forno desempenha um papel crítico. Reações entre a superfície metálica aquecida e a atmosfera circundante podem degradar as propriedades do material de fora para dentro.
Descarbonetação Superficial
A descarbonetação é a perda de teor de carbono da superfície do aço. Em altas temperaturas, os átomos de carbono podem reagir com gases na atmosfera do forno (como oxigênio ou vapor d'água) e se difundir para fora da peça.
Isso deixa uma camada superficial macia e com baixo teor de carbono, que reduz drasticamente a resistência ao desgaste e a vida útil à fadiga, mesmo que o núcleo da peça esteja devidamente endurecido.
Formação de Carepa (Oxidação)
A formação de carepa é a criação de uma camada espessa e escamosa de óxido de ferro na superfície da peça. Ocorre quando o aço aquecido reage diretamente com o oxigênio em um forno com atmosfera comum.
Embora alguma formação leve de carepa seja esperada, carepa pesada pode arruinar o acabamento superficial, interferir nos processos de usinagem subsequentes e levar a uma perda de precisão dimensional.
Defeitos na Microestrutura do Material
O propósito de todo o tratamento térmico é alcançar uma estrutura cristalina (microestrutura) específica e desejável dentro do material. Quando o processo é falho, resulta uma estrutura indesejável ou inconsistente.
Pontos Moles
Pontos moles são áreas localizadas na superfície de uma peça temperada que não conseguiram atingir a dureza especificada.
Isso é frequentemente causado por contaminantes na superfície (como carepa ou óleo) que isolam a peça do meio de têmpera, ou por inconsistências no próprio processo de têmpera, como bolhas de vapor.
Microestruturas Indesejadas
Um tratamento térmico bem-sucedido cria uma microestrutura uniforme e pretendida (por exemplo, martensita para alta dureza). Defeitos microestruturais incluem a presença de austenita retida ou grãos grandes e grosseiros.
Essas estruturas incorretas podem levar à fragilidade, má resistência ao desgaste ou falha em atender às especificações de dureza, mesmo que não haja rachaduras visíveis ou pontos moles presentes.
Compreendendo os Compromissos
O desafio central no tratamento térmico é gerenciar o compromisso fundamental entre alcançar alta dureza e introduzir fragilidade excessiva e estresse interno.
Agressividade vs. Controle
Uma têmpera muito agressiva (rápida) é necessária para atingir a dureza máxima, mas também gera o maior estresse térmico, aumentando o risco de rachaduras e distorção.
Inversamente, um processo de resfriamento mais lento e controlado reduz o estresse, mas pode não resfriar a peça rápido o suficiente para atingir a microestrutura endurecida desejada, resultando em pontos moles ou dureza geral ruim.
O Papel do Design
A geometria da peça é um fator crítico. Designs com cantos internos vivos, furos profundos ou mudanças drásticas na espessura criam concentrações de estresse. Essas características são altamente suscetíveis a rachaduras durante a têmpera, forçando um compromisso na agressividade do processo de tratamento térmico.
Prevenção de Defeitos: Uma Abordagem Estratégica
Controlar os resultados do tratamento térmico requer foco no objetivo específico do componente. Sua estratégia deve ser adaptada à propriedade mais crítica que você precisa alcançar.
- Se seu foco principal for dureza máxima: Garanta uma superfície de peça limpa e uma têmpera agressiva e uniforme, ao mesmo tempo em que considera um material mais robusto ou modificações de projeto para prevenir rachaduras.
- Se seu foco principal for estabilidade dimensional: Priorize taxas de aquecimento e resfriamento mais lentas e uniformes, e considere adicionar etapas de alívio de tensão pré-tratamento para geometrias complexas.
- Se seu foco principal for integridade superficial: Você deve usar uma atmosfera de forno controlada (como vácuo ou nitrogênio) para prevenir a descarbonetação e a formação de carepa.
Em última análise, prevenir defeitos significa estabelecer controle preciso sobre cada estágio do processo térmico.
Tabela Resumo:
| Tipo de Defeito | Causa Principal | Consequência Chave |
|---|---|---|
| Rachaduras de Têmpera | Resfriamento rápido causando alto estresse interno | Falha catastrófica da peça |
| Distorção/Empenamento | Aquecimento/resfriamento desigual criando estresse | Imprecisão dimensional |
| Descarbonetação | Perda de carbono da superfície devido à atmosfera do forno | Redução da dureza superficial e vida útil à fadiga |
| Formação de Carepa | Oxidação da superfície em atmosfera descontrolada | Acabamento superficial ruim, perda dimensional |
| Pontos Moles | Têmpera inconsistente ou contaminantes superficiais | Áreas localizadas de baixa dureza |
Alcance resultados de tratamento térmico impecáveis para seus componentes de laboratório.
Defeitos como rachaduras, empenamento e descarbonetação podem comprometer sua pesquisa e desenvolvimento, levando a atrasos caros e dados não confiáveis. A KINTEK é especializada em fornos de laboratório de precisão e equipamentos de processamento térmico projetados para fornecer o controle exato sobre temperatura, atmosfera e taxas de resfriamento que é essencial para prevenir esses problemas comuns.
Se você está endurecendo ferramentas, recozendo amostras ou processando materiais avançados, nossas soluções ajudam você a alcançar resultados consistentes e de alta qualidade, minimizando o estresse térmico e as reações atmosféricas.
Entre em contato conosco hoje para discutir sua aplicação específica e como podemos ajudá-lo a otimizar seu processo de tratamento térmico para resultados superiores.
Entre em contato com nossos especialistas
Guia Visual