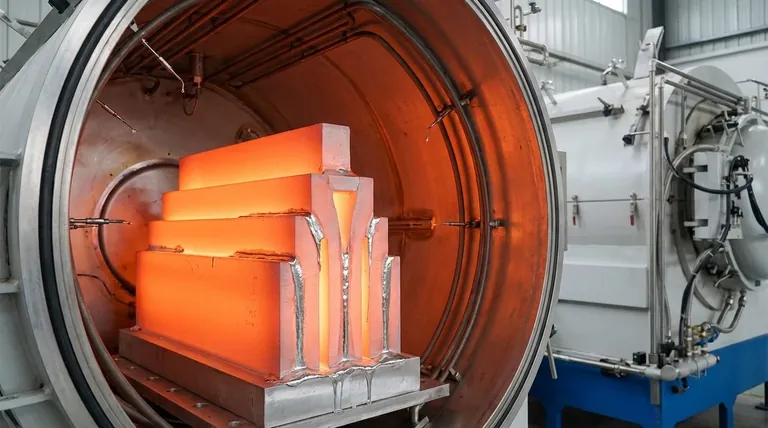
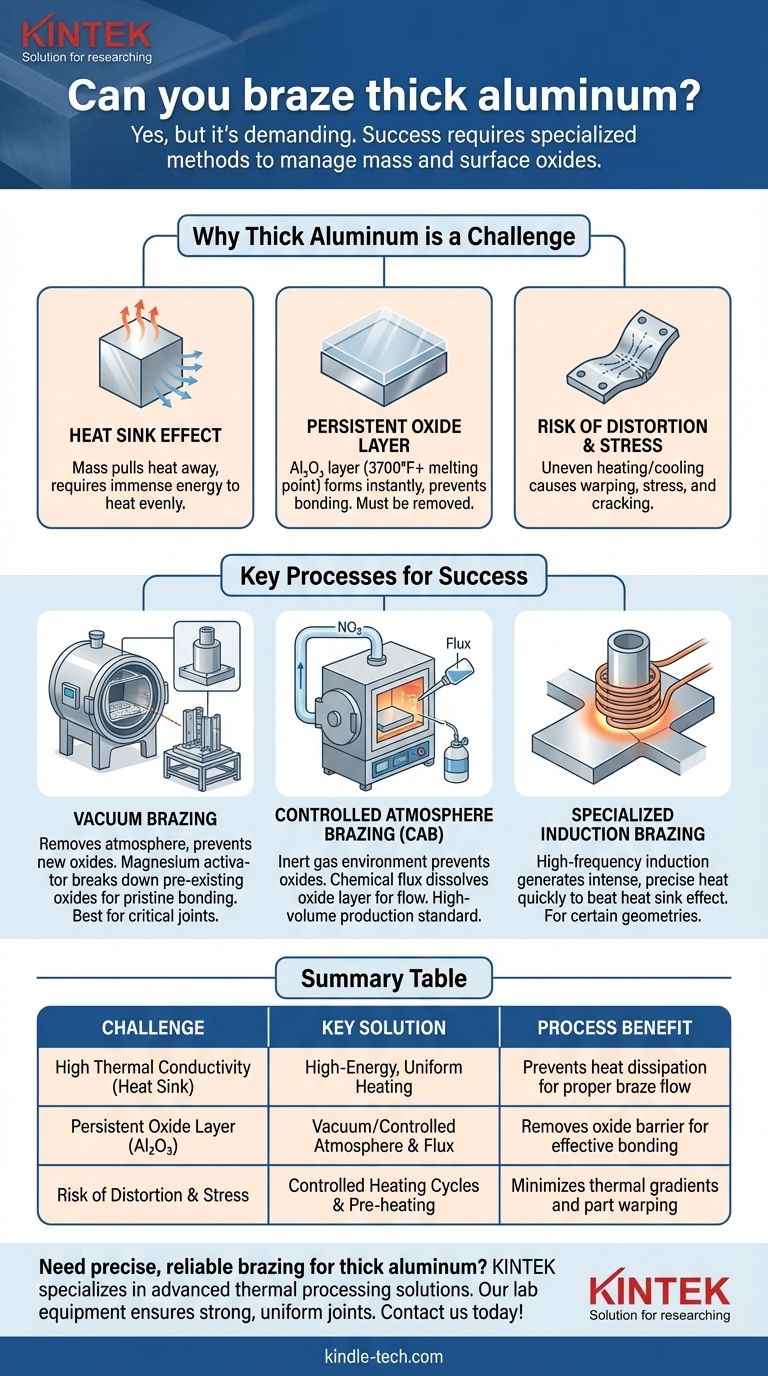
Sim, você pode soldar alumínio espesso, mas o processo é fundamentalmente diferente e mais exigente do que soldar chapas finas. A massa do material atua como um poderoso dissipador de calor, exigindo métodos especializados como brasagem a vácuo ou em atmosfera controlada para fornecer calor suficiente e uniforme e gerenciar a persistente camada de óxido superficial que impede uma boa ligação.
O principal desafio na brasagem de alumínio espesso não é a união em si, mas superar a alta condutividade térmica do material. Seu sucesso depende inteiramente da capacidade de aquecer toda a área da junta a uma temperatura de brasagem uniforme antes que o calor se dissipe para o resto do componente.
Por que o Alumínio Espesso Apresenta um Desafio Único na Brasagem
A união bem-sucedida de seções de alumínio espesso requer um profundo entendimento de suas propriedades materiais. As mesmas características que tornam o alumínio útil — seu peso leve e condutividade térmica — tornam-se obstáculos durante o processo de brasagem.
O Efeito Dissipador de Calor
O alumínio espesso é excepcionalmente eficaz em afastar o calor da junta. Este efeito de "dissipador de calor" significa que uma enorme quantidade de energia é necessária para atingir e manter a temperatura de brasagem necessária em toda a interface da junta. Aplicar calor muito lentamente ou com potência insuficiente resultará na dissipação do calor para o corpo da peça mais rapidamente do que ele pode se acumular na junta.
A Camada de Óxido Persistente
O alumínio forma instantaneamente uma camada resistente e transparente de óxido de alumínio (Al₂O₃) quando exposto ao ar. Este óxido tem um ponto de fusão superior a 2072°C (3700°F), muito mais alto do que o próprio metal base de alumínio. Para que uma brasagem seja bem-sucedida, esta camada de óxido deve ser removida química ou mecanicamente para que o metal de adição possa molhar e se ligar ao alumínio bruto por baixo. Os tempos de aquecimento mais longos necessários para seções espessas dão a este óxido mais oportunidade de se formar e reformar, complicando o processo.
Risco de Distorção e Tensão
Despejar imenso calor em uma área de um componente grande e espesso enquanto o resto permanece frio cria gradientes térmicos significativos. Esta expansão e contração irregulares podem levar a empenamento, distorção e introdução de tensões residuais, potencialmente fazendo com que a peça rache ao esfriar.
Principais Processos para Brasagem de Seções Espessas
A brasagem com maçarico padrão é frequentemente insuficiente para alumínio espesso. Processos industriais superam esses desafios controlando tanto o calor quanto a atmosfera.
Brasagem a Vácuo
Este é um método altamente eficaz para componentes críticos. As peças são montadas com o metal de adição e colocadas em um forno a vácuo. A remoção da atmosfera impede a formação de novos óxidos. Pequenas quantidades de um ativador de metal, como magnésio (Mg), são frequentemente incluídas na liga de adição. No vácuo, este magnésio vaporiza e quebra agressivamente quaisquer óxidos pré-existentes, garantindo uma superfície intocada para a brasagem se ligar.
Brasagem em Atmosfera Controlada (CAB)
CAB é um método comum de produção de alto volume. As peças são passadas por um forno preenchido com um gás inerte, tipicamente nitrogênio. Esta atmosfera sem oxigênio impede a formação de óxido durante o aquecimento. Um fluxo químico é aplicado à junta antes do aquecimento, que derrete e dissolve agressivamente a camada de óxido, permitindo que o metal de adição fundido flua para a junta por ação capilar.
Brasagem por Indução Especializada
Para certas geometrias, o aquecimento por indução de alta frequência pode ser uma opção viável. Este método usa um campo magnético para gerar calor intenso muito rapidamente e precisamente dentro do próprio metal. Se a potência for suficiente, ele pode aquecer a área da junta mais rapidamente do que o calor pode ser conduzido para longe, permitindo que a brasagem seja concluída em um tempo muito curto. Isso requer um design preciso da bobina e um controle cuidadoso do processo.
Compreendendo as Trocas e Armadilhas Comuns
Mesmo com o processo certo, o sucesso não é garantido. Uma atenção cuidadosa aos detalhes é essencial para uma junta sólida.
Escolhendo o Metal de Adição Certo
O metal de adição deve ter um ponto de fusão mais baixo do que a liga de alumínio base. Para seções espessas, selecionar um metal de adição com uma faixa de fusão ligeiramente mais ampla (a lacuna entre quando começa a derreter e quando se torna totalmente líquido) pode ser vantajoso. Este estado "pastoso" pode ajudar a preencher lacunas de junta maiores que podem resultar da expansão térmica de peças pesadas.
A Importância do Design da Junta
A brasagem depende da ação capilar para puxar o metal de adição fundido para o espaço entre as duas peças. A folga, ou folga da junta, é crítica. Se for muito apertada, o enchimento não consegue penetrar. Se for muito larga, a força capilar é perdida. Para seções espessas, essas folgas devem ser precisamente projetadas para levar em conta a expansão térmica durante o ciclo de aquecimento.
A Necessidade de Pré-aquecimento
Para minimizar o choque térmico e a distorção, o pré-aquecimento de todo o conjunto a uma temperatura intermediária é frequentemente necessário. Isso reduz a diferença de temperatura entre a junta e o resto da peça, tornando mais fácil atingir a temperatura de brasagem final uniformemente e prevenindo rachaduras relacionadas ao estresse durante o resfriamento.
Fazendo a Escolha Certa para Sua Aplicação
Sua escolha do método de brasagem deve ser ditada pelos requisitos específicos do seu projeto para qualidade, volume e custo.
- Se seu foco principal é a máxima integridade da junta e formas complexas: A brasagem a vácuo é a escolha superior, oferecendo as ligações mais limpas, fortes e confiáveis para aplicações críticas.
- Se seu foco principal é a produção de alto volume e repetibilidade: A Brasagem em Atmosfera Controlada (CAB) é o padrão da indústria, fornecendo uma solução eficiente e econômica para fabricação em escala.
- Se seu foco principal é uma junta simples e acessível em uma peça moderadamente espessa: A brasagem por indução de alta potência pode ser uma opção rápida e eficaz, desde que você possa desenvolver um processo altamente controlado e repetível.
Ao gerenciar adequadamente o calor e controlar a atmosfera, você pode criar juntas brasadas fortes e confiáveis mesmo nos componentes de alumínio de seção espessa mais desafiadores.
Tabela Resumo:
| Desafio | Solução Chave | Benefício do Processo |
|---|---|---|
| Alta Condutividade Térmica (Dissipador de Calor) | Aquecimento Uniforme e de Alta Energia | Previne a dissipação de calor para um fluxo de brasagem adequado |
| Camada de Óxido Persistente (Al₂O₃) | Vácuo/Atmosfera Controlada & Fluxo | Remove a barreira de óxido para uma ligação eficaz |
| Risco de Distorção & Tensão | Ciclos de Aquecimento Controlados & Pré-aquecimento | Minimiza gradientes térmicos e empenamento da peça |
Precisa soldar componentes de alumínio espesso com precisão e confiabilidade? A KINTEK é especializada em soluções avançadas de processamento térmico, incluindo sistemas de brasagem a vácuo e em atmosfera controlada. Nossos equipamentos de laboratório e consumíveis são projetados para atender às exigências de aplicações laboratoriais e industriais, garantindo juntas fortes e uniformes em materiais desafiadores. Deixe nossos especialistas ajudá-lo a alcançar resultados superiores — entre em contato conosco hoje para discutir suas necessidades específicas de brasagem!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Atmosfera Controlada de 1700℃ Forno de Atmosfera Inerte de Nitrogênio
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
- Esterilizador de Laboratório Autoclave de Vácuo Pulsante Esterilizador a Vapor de Bancada
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
As pessoas também perguntam
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados







