A regra prática padrão para recozer aço é manter o material em imersão por uma hora para cada polegada de sua seção transversal mais espessa. No entanto, este é apenas um ponto de partida. A duração correta é inseparável da temperatura alvo e da liga específica que está sendo tratada, pois o objetivo final não é apenas aquecer o aço, mas mudar fundamentalmente sua estrutura interna.
O erro mais comum no recozimento é focar apenas no tempo. O verdadeiro sucesso depende da interação precisa de três fatores: atingir a temperatura correta, manter pelo tempo suficiente para garantir uma transformação interna completa e, em seguida, executar um resfriamento muito lento.
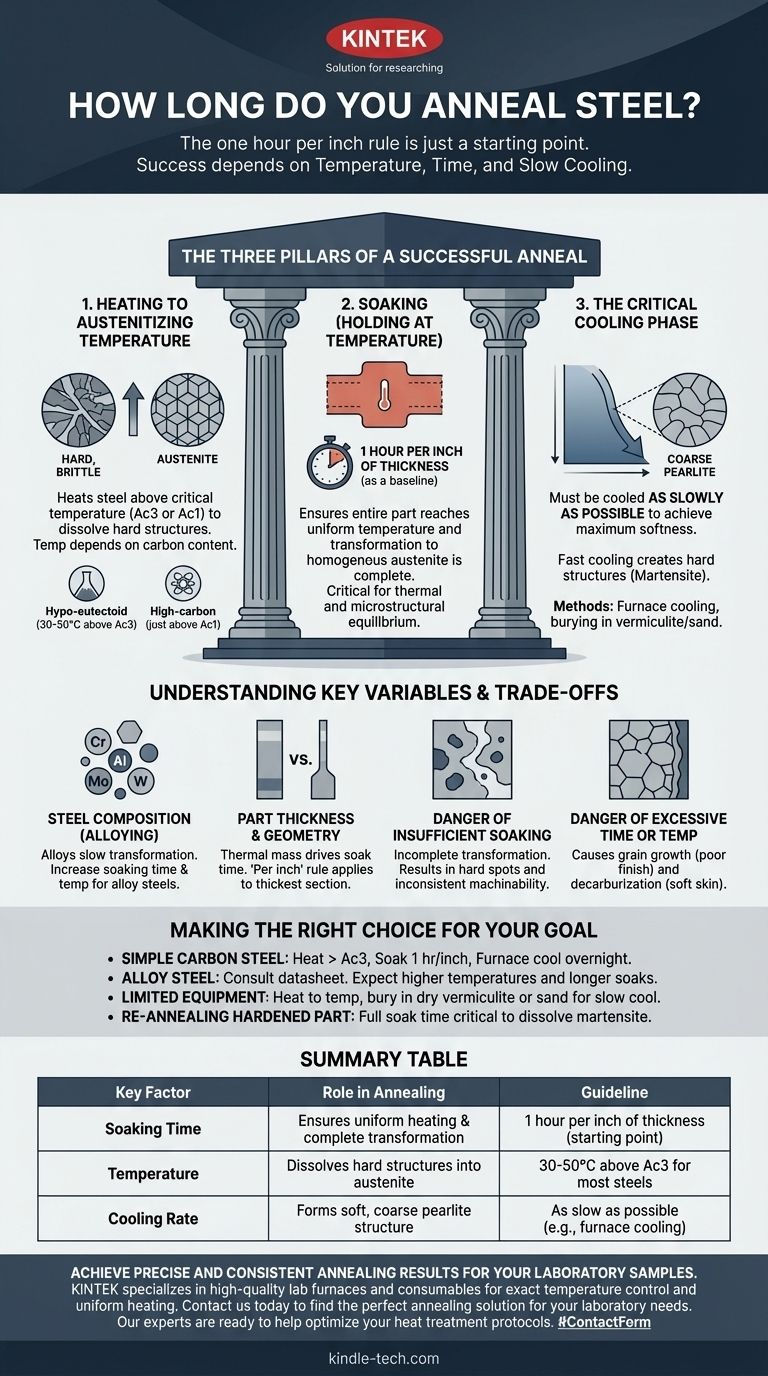
Os Três Pilares de um Recozimento Bem-sucedido
O recozimento é um processo projetado para atingir um objetivo principal: tornar o aço o mais macio e dúctil possível. Isso é alcançado criando uma microestrutura interna muito específica chamada perlita grossa. Cada etapa do processo é um passo deliberado para formar essa estrutura.
1. Aquecimento até a Temperatura de Austenitização
O primeiro passo é aquecer o aço acima de sua temperatura crítica de transformação. Isso dissolve as estruturas duras e quebradiças (como cementita ou martensita) em uma nova estrutura cristalina uniforme chamada austenita.
A temperatura exata é crucial e depende do teor de carbono.
- Para a maioria dos aços carbono e de baixa liga (hipoeutetóides): Aqueça aproximadamente 30-50°C (50-90°F) acima da temperatura crítica superior, conhecida como Ac3.
- Para aços de alto carbono (hipereutetóides): Você normalmente aquece ligeiramente acima da temperatura crítica *inferior* (Ac1) para evitar a formação de uma rede quebradiça de carbetos durante o resfriamento.
Acertar essa temperatura é inegociável. Se for muito baixa, a transformação em austenita não será completa. Se for muito alta, você corre o risco de crescimento excessivo de grãos.
2. Imersão (Manutenção na Temperatura)
Esta é a parte "quanto tempo" da pergunta. O objetivo principal do período de imersão é garantir que duas coisas aconteçam:
- A peça inteira, incluindo seu núcleo, atinja uma temperatura de austenitização uniforme.
- A transformação para uma estrutura austenítica homogênea seja totalmente concluída.
A regra de "uma hora por polegada de espessura" é uma diretriz segura para garantir esse equilíbrio térmico e microestrutural. Para uma peça com 2 polegadas de espessura, você manteria em imersão por 2 horas *depois* que toda a peça atingisse a temperatura alvo.
3. A Fase Crítica de Resfriamento
Esta é, sem dúvida, a etapa mais importante para alcançar a maciez máxima. Após a imersão, o aço deve ser resfriado o mais lentamente possível.
Esse resfriamento lento permite que a austenita se transforme na desejada estrutura grande e macia de perlita grossa. Um resfriamento rápido produziria estruturas mais duras, como martensita (têmpera), enquanto um resfriamento moderado produziria estruturas mais finas e resistentes (normalização).
Métodos comuns de resfriamento lento incluem deixar a peça dentro do forno e desligá-lo (resfriamento em forno) ou enterrar a peça quente em um material isolante como vermiculita, cinzas ou areia seca.
Entendendo as Compensações e Variáveis Chave
A regra de "uma hora por polegada" é uma linha de base. Aplicações do mundo real exigem o ajuste da receita com base em vários fatores.
Composição do Aço (Ligas)
Elementos de liga como cromo, molibdênio ou tungstênio retardam significativamente o processo de transformação. Para esses aços ligados, tanto o tempo de imersão quanto a temperatura de austenitização geralmente precisam ser aumentados além do padrão para o aço carbono simples. Sempre consulte a ficha técnica da liga específica.
Espessura e Geometria da Peça
A massa térmica é o fator chave aqui. Uma peça espessa e maciça requer um tempo de imersão muito maior do que uma chapa fina do mesmo material para garantir que o núcleo esteja totalmente aquecido. A regra de "por polegada de espessura" se aplica à seção mais espessa da peça.
O Perigo de Imersão Insuficiente
Se o tempo de imersão for muito curto, a transformação em austenita será incompleta. O material resultante terá pontos duros e usinabilidade inconsistente, frustrando todo o propósito do recozimento.
O Perigo de Tempo ou Temperatura Excessivos
Manter o aço na temperatura por muito tempo, ou em uma temperatura muito alta, faz com que os grãos individuais do aço cresçam. Esse crescimento de grão pode reduzir a tenacidade e levar a um acabamento superficial ruim de "casca de laranja" após a usinagem.
Outro risco significativo é a decarburação, onde o carbono vaza da superfície do aço, deixando uma camada superficial macia e fraca que pode precisar ser removida por usinagem.
Fazendo a Escolha Certa para o Seu Objetivo
Use os princípios centrais para guiar seu processo. O tempo é uma ferramenta para garantir uma transformação completa, não um objetivo em si.
- Se você está recozendo uma peça simples de aço carbono: Aqueça ligeiramente acima do Ac3, mantenha em imersão por uma hora por polegada de espessura e deixe resfriar lentamente dentro do forno durante a noite.
- Se você está recozendo um aço ligado (por exemplo, aço ferramenta): Sempre consulte a ficha técnica do fabricante. Espere usar temperaturas mais altas e tempos de imersão potencialmente mais longos.
- Se você está trabalhando com equipamento limitado: Aqueça a peça até a temperatura correta e, em seguida, enterre-a em um recipiente grande de vermiculita seca ou areia para garantir um resfriamento lento e controlado.
- Se você está re-recozendo uma peça previamente temperada: Um tempo de imersão completo é fundamental para garantir que toda a estrutura de martensita dura seja totalmente dissolvida e transformada.
Ao entender que o recozimento é um processo de transformação controlada, você passa de seguir uma receita para projetar inteligentemente as propriedades do seu material.
Tabela de Resumo:
| Fator Chave | Função no Recozimento | Diretriz |
|---|---|---|
| Tempo de Imersão | Garante aquecimento uniforme e transformação completa | 1 hora por polegada de espessura (ponto de partida) |
| Temperatura | Dissolve estruturas duras em austenita | 30-50°C acima do Ac3 para a maioria dos aços |
| Taxa de Resfriamento | Forma estrutura de perlita grossa e macia | O mais lento possível (por exemplo, resfriamento em forno) |
Alcance resultados de recozimento precisos e consistentes para suas amostras de laboratório.
A KINTEK é especializada em fornos de laboratório de alta qualidade e consumíveis que fornecem o controle exato de temperatura e o aquecimento uniforme necessários para processos de recozimento confiáveis. Se você está trabalhando com aços carbono ou ligas complexas, nosso equipamento garante a transformação microestrutural completa para máxima maciez e usinabilidade.
Entre em contato conosco hoje para encontrar a solução de recozimento perfeita para as necessidades do seu laboratório. Nossos especialistas estão prontos para ajudá-lo a otimizar seus protocolos de tratamento térmico.
Guia Visual