
A Falha na Perfeição
Imagine um engenheiro retirando um componente recém-tratado de um forno a vácuo. Ele foi aquecido sob o vácuo mais puro possível, protegido de todos os contaminantes atmosféricos. No entanto, algo está errado. Sua química de superfície está incorreta, suas propriedades mecânicas comprometidas.
O culpado não foi uma falha do sistema, mas um sucesso. O vácuo era demais perfeito.
Isso revela um ponto cego psicológico comum na engenharia: a suposição de que mais é sempre melhor. Pensamos que um vácuo mais forte — um estado mais profundo de nada — deve render um resultado mais limpo e superior. Mas no mundo da ciência de materiais de alta temperatura, o vazio absoluto pode ser seu inimigo.
A Física da Ausência
Um vácuo profundo é um ambiente extremo. Embora seja excelente na prevenção da oxidação, sua própria natureza cria dois problemas sutis, mas críticos, que podem minar a integridade do seu trabalho.
A Armadilha da Pressão de Vapor
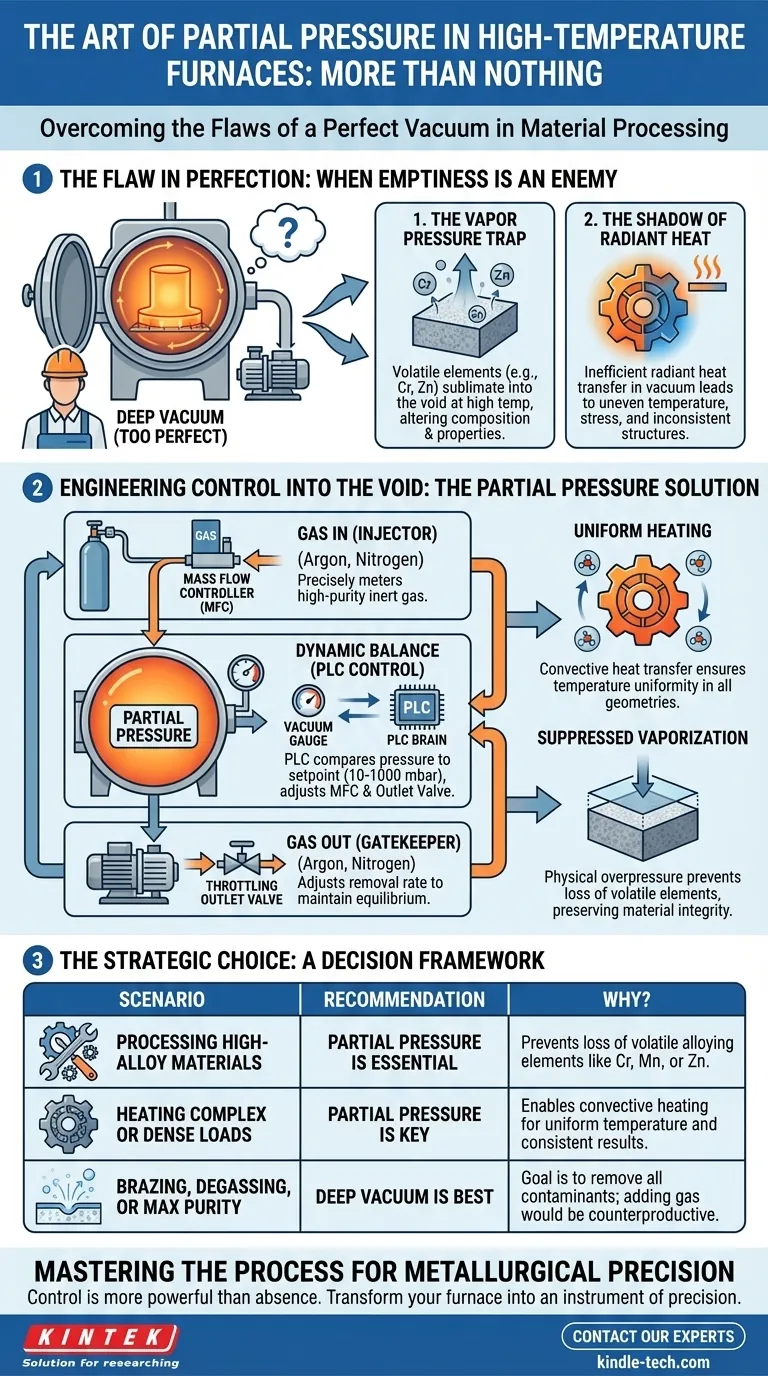
Em altas temperaturas, um vácuo não é apenas espaço vazio; é um convite. Para certos elementos de liga com altas pressões de vapor — como o cromo em aço ferramenta ou o zinco em latão — a falta de pressão atmosférica na superfície do material permite que eles "fervam" e sublimem diretamente para o vácuo.
Este não é um efeito menor. Altera fundamentalmente a composição do material, despojando-o de elementos críticos e comprometendo suas propriedades finais. O próprio processo projetado para proteger o material acaba danificando-o.
A Sombra do Calor Radiante
No vácuo, o principal modo de transferência de calor é a radiação. O calor viaja em linha reta dos elementos de aquecimento para a peça de trabalho. Isso é incrivelmente ineficiente para peças com geometrias complexas.
Áreas diretamente expostas aos elementos ficam quentes, enquanto reentrâncias, orifícios e seções sombreadas permanecem mais frias. Essa distribuição de temperatura desigual leva a estruturas metalúrgicas inconsistentes, tensões internas e resultados imprevisíveis. O vácuo, um excelente isolante elétrico, é também um poderoso isolante térmico.
Engenharia de Controle no Vazio
A solução para esses problemas é um paradoxo magistral: para melhorar o processo de vácuo, você deve intencionalmente adicionar gás a ele.
Essa técnica, conhecida como controle de pressão parcial, transforma o forno de um simples vácuo em uma atmosfera precisamente gerenciada e de baixa densidade. Não se trata de abandonar o vácuo; trata-se de refiná-lo.
Um Equilíbrio Delicado: Gás Entrando, Gás Saindo
Alcançar uma pressão parcial estável é uma dança dinâmica de circuito fechado, gerenciada por um controlador lógico programável (CLP).
- O Injetor: Um Controlador de Fluxo de Massa (CFM) mede precisamente um fluxo de gás inerte de alta pureza, como argônio ou nitrogênio, para dentro da câmara.
- O Porteiro: Enquanto o gás flui para dentro, as bombas de vácuo continuam funcionando. Uma válvula de estrangulamento ou de saída entre a câmara e as bombas ajusta a rapidez com que o gás é removido.
- O Cérebro: Um medidor de vácuo sensível mede constantemente a pressão da câmara. O CLP lê esses dados, compara-os com o ponto de ajuste desejado (geralmente de 10 a 1000 mbar) e ajusta continuamente tanto o CFM quanto a válvula de saída para manter o equilíbrio perfeito.
Este sistema cria uma "sobrepressão" física na superfície do material, suprimindo a vaporização. Ele também fornece um meio para o aquecimento convectivo, permitindo que as moléculas de gás transportem energia térmica para todos os cantos da peça de trabalho, garantindo verdadeira uniformidade de temperatura.
O Elemento Humano: Dominando o Processo
O controle de pressão parcial eleva o forno de um ambiente passivo para uma ferramenta de processamento ativa. Essa mudança, no entanto, exige um nível mais elevado de perspicácia e disciplina.
O Imperativo da Pureza
Quando você introduz um gás, sua pureza é primordial. O gás é sua nova atmosfera. Quaisquer impurezas vestigiais como oxigênio ou umidade são injetadas diretamente na zona quente, frustrando o propósito do vácuo em primeiro lugar. O ônus da qualidade muda do sistema de bombeamento para a cadeia de suprimentos de gás.
De Operador a Arquiteto de Processos
Esta não é uma operação do tipo "definir e esquecer". Requer uma compreensão mais profunda da ciência dos materiais. O engenheiro deve arquitetar o processo, escolhendo o gás, a pressão e o perfil de temperatura corretos para a liga e geometria específicas. A mentalidade muda de simplesmente remover a atmosfera para construí-la intencionalmente.
A Escolha Estratégica: Quando o Vazio Não é Suficiente?
Decidir se deve usar pressão parcial é uma escolha estratégica baseada nos seus objetivos de processo. A tabela abaixo oferece um quadro de decisão claro.
| Cenário | Recomendação | Por quê? |
|---|---|---|
| Processamento de Materiais de Alta Liga | Pressão Parcial é Essencial | Previne a perda de elementos de liga voláteis como cromo, manganês ou zinco. |
| Aquecimento de Cargas Complexas ou Densas | Pressão Parcial é Fundamental | Permite o aquecimento convectivo, garantindo distribuição uniforme de temperatura e resultados consistentes. |
| Brasagem, Desgaseificação ou Pureza Máxima | Vácuo Profundo é o Melhor | O objetivo é remover todos os contaminantes; adicionar um gás seria contraproducente. |
Em última análise, dominar a pressão parcial significa reconhecer que o controle é mais poderoso do que a ausência. Transforma um forno a vácuo de uma câmara de aquecimento de força bruta em um instrumento de precisão metalúrgica. Para laboratórios que visam dominar esses processos térmicos avançados, ter equipamentos com controle de pressão parcial preciso e confiável, como os sistemas oferecidos pela KINTEK, é fundamental.
Se você está pronto para ir além de um simples vácuo e alcançar um nível mais alto de integridade do material e consistência do processo, Entre em Contato com Nossos Especialistas.
Guia Visual
Produtos relacionados
- Forno de Prensagem a Quente a Vácuo Máquina de Prensagem a Vácuo Forno Tubular
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Forno de Tratamento Térmico a Vácuo com Revestimento de Fibra Cerâmica
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Tratamento Térmico a Vácuo e Forno de Fusão por Indução de Levitação
Artigos relacionados
- O Paradoxo da Pureza: Escolhendo o Coração do seu Forno de Prensagem a Quente a Vácuo
- Para Além da Sinterização: Como a Prensagem a Quente a Vácuo Forja Sólidos Perfeitos a Partir de Pós
- Guia completo para a aplicação do forno de prensagem a quente com vácuo
- Fugas e técnicas de deteção para fornos de vácuo
- O Dilema Hidráulico: Pressão Uniaxial vs. Biaxial na Fabricação Avançada de Materiais



















