Descrição geral da prensagem isostática a quente
Definição e objetivo da prensagem isostática a quente (HIP)
A prensagem isostática a quente (HIP) é um processo de fabrico que envolve a aplicação simultânea de alta temperatura e pressão a metais e outros materiais. O objetivo da HIP é reduzir a porosidade dos metais e aumentar a densidade dos materiais cerâmicos. Este processo melhora as propriedades mecânicas e a trabalhabilidade dos materiais.
Papel da HIP na redução da porosidade dos metais e no aumento da densidade dos materiais cerâmicos
Na metalurgia do pó, a HIP permite a compressão de pó metálico a altas temperaturas e pressões. Através de uma combinação de deformação, fluência e difusão, a HIP cria um produto com uma microestrutura recozida homogénea e impurezas mínimas. Isto resulta num sólido compacto com porosidade reduzida e densidade aumentada.
A HIP é uma parte fundamental do processo completo, desde a conceção da liga até ao fabrico do componente, e é particularmente essencial para os componentes aeroespaciais. A unidade HIP tem uma zona quente de 150 mm de diâmetro x 300 mm de comprimento, o que a torna adequada para aumentar a escala das amostras.
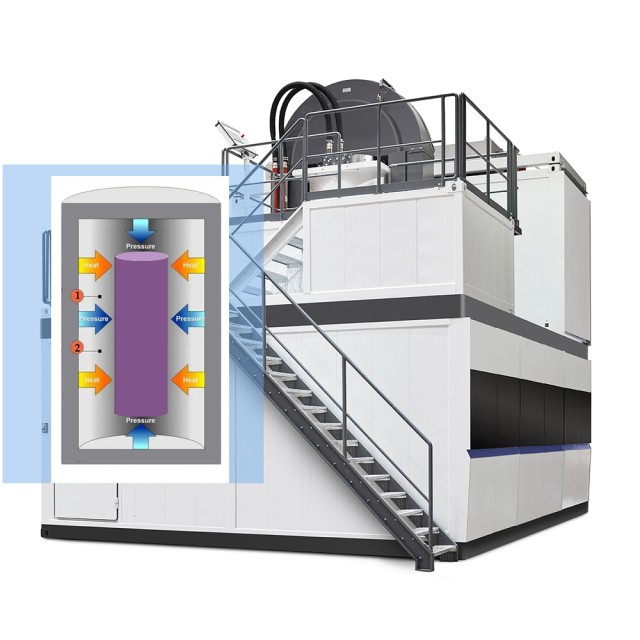
A prensagem isostática a quente (HIP) é a aplicação simultânea de alta temperatura e pressão a metais e outros materiais durante um determinado período de tempo. Na unidade HIP, um forno de alta temperatura é encerrado num recipiente de pressão. A temperatura, a pressão e o tempo de processo são controlados com precisão para obter as melhores propriedades do material.
No processo HIP, as peças são aquecidas num gás inerte, normalmente árgon, que aplica uma pressão "isostática" uniforme em todas as direcções. Esta pressão faz com que o material se torne "plástico", permitindo que os vazios colapsem sob a pressão diferencial. As superfícies dos espaços vazios unem-se por difusão, eliminando efetivamente os defeitos e atingindo uma densidade próxima da teórica. Este processo também melhora as propriedades mecânicas das peças, tais como as fundições de revestimento.


A prensagem isostática a quente (HIP) é um processo de fabrico que utiliza temperaturas elevadas e pressão de gás isostática para eliminar a porosidade e aumentar a densidade em metais, cerâmicas, polímeros e materiais compósitos. Isto melhora as propriedades mecânicas do material e, potencialmente, a sua trabalhabilidade. As principais aplicações da HIP incluem a eliminação da micro retração em peças fundidas, a consolidação de pós, a ligação por difusão e o fabrico de compósitos de matriz metálica.
Além disso, a HIP é utilizada como parte de um processo de sinterização na metalurgia do pó, para brasagem assistida por pressão e para o fabrico de compósitos de matriz metálica.
Em geral, a prensagem isostática a quente (HIP) é uma técnica de fabrico versátil e eficaz para reduzir a porosidade nos metais e aumentar a densidade dos materiais cerâmicos. Desempenha um papel crucial na melhoria das propriedades mecânicas e da capacidade de trabalho de vários materiais, tornando-a essencial para indústrias como a aeroespacial e a metalurgia do pó.
Aplicações da prensagem isostática a quente
Utilização da HIP na metalurgia do pó
Na metalurgia do pó, a prensagem isostática a quente (HIP) é utilizada para comprimir um volume de pó metálico a altas temperaturas e pressões. Este processo combina a deformação, a fluência e a difusão para criar um produto com uma microestrutura recozida homogénea e impurezas mínimas nos materiais. A HIP é essencial para o processamento e fabrico de componentes aeroespaciais.
Processo de criação de um produto com uma microestrutura recozida homogénea utilizando a HIP
A prensagem isostática a quente é um processo de fabrico que utiliza temperaturas elevadas e pressão isostática de gás para eliminar a porosidade e aumentar a densidade em metais, cerâmicas, polímeros e materiais compósitos. Este processo melhora as propriedades mecânicas e a capacidade de trabalho dos materiais. A HIP pode eliminar a micro retração em peças fundidas, consolidar pós, facilitar a ligação por difusão e fabricar compósitos de matriz metálica.

Importância da HIP no processamento completo e no fabrico de componentes aeroespaciais
A prensagem isostática a quente desempenha um papel crucial no processamento completo, desde a conceção da liga até ao fabrico do componente. É um processo essencial para o fabrico de componentes aeroespaciais. A unidade HIP tem uma zona quente de 150 mm de diâmetro x 300 mm de comprimento, o que a torna ideal para aumentar a escala das amostras. A tecnologia HIP é também utilizada em várias indústrias, como a cerâmica, materiais porosos, ligação de materiais e fabrico de grafite de alta qualidade.
A prensagem isostática a quente tornou-se um processo de produção regular nos últimos 50 anos. O futuro desta tecnologia parece promissor, uma vez que existe uma procura crescente de propriedades melhoradas dos materiais, a utilização de materiais em pó e o desejo de produzir peças de forma líquida ou quase líquida.
A Prensagem Isostática a Quente (HIP) tem sido utilizada há décadas para consolidar pós metálicos, eliminar a porosidade em peças sinterizadas, produzir peças revestidas a metal e melhorar a qualidade de componentes críticos produzidos pelo Fabrico Aditivo à base de pó. A HIP é um processo essencial para melhorar a qualidade e o desempenho dos componentes na indústria aeroespacial e noutros sectores.
Descrição da prensagem isostática a quente
Explicação do processo HIP
A prensagem isostática a quente (HIP) é um processo de fabrico que utiliza alta temperatura e pressão isostática de gás para eliminar a porosidade e aumentar a densidade de metais, cerâmicas, polímeros e materiais compósitos. Este processo melhora as propriedades mecânicas e a capacidade de trabalho dos materiais. A HIP envolve a aplicação simultânea de calor e alta pressão aos materiais, provocando a alteração das suas propriedades físicas.
Detalhes sobre a zona quente na HIP
A unidade HIP é constituída por um forno de alta temperatura encerrado num recipiente sob pressão. A zona quente no HIP tem um diâmetro de 150 mm e um comprimento de 300 mm, o que a torna adequada para aumentar as amostras. Na zona quente, os materiais são aquecidos num gás inerte, normalmente árgon, que aplica uma pressão isostática uniforme em todas as direcções. Esta pressão faz com que o material se torne plástico, permitindo que os vazios colapsem sob a pressão diferencial. As superfícies dos vazios unem-se por difusão, eliminando efetivamente os defeitos e atingindo uma densidade próxima da teórica. O processo HIP é essencial para o processamento completo em indústrias como a aeroespacial, onde é utilizado para o fabrico de componentes.

Especificações do equipamento de prensagem isostática a quente
Pressão de trabalho
O equipamento de prensagem isostática a quente opera a uma pressão de trabalho de 45.000 PSI (310 MPa). Esta pressão elevada é necessária para submeter os produtos metálicos ou cerâmicos a uma pressão igual em todas as direcções, permitindo uma sinterização e densificação eficazes.
Sistema de controlo
O equipamento está equipado com um sistema de controlo totalmente automático, que proporciona uma interface de operador fácil de utilizar. O sistema de controlo permite um controlo preciso da subida da temperatura, da pressão e da duração do processo.
Tipo de termopar
O equipamento de prensagem isostática a quente utiliza quatro termopares de tipo C (tungsténio/rénio) para a medição da temperatura. Estes termopares são fixados no exterior do recipiente sob pressão para monitorizar com precisão a temperatura durante o processo.
Comprimento interior do recipiente
O comprimento interior do recipiente sob pressão é de 24 polegadas (610 mm). Isto proporciona um espaço amplo para acomodar a peça de trabalho (ferramentas e componentes) a ser submetida ao processo de prensagem isostática a quente.
Forno de grafite e respetivo limite de utilização
O equipamento inclui um forno de grafite que pode ser utilizado a temperaturas até 2000°C. O forno de grafite fornece o calor necessário para o processo de prensagem isostática a quente.
Taxa de aquecimento
A taxa de aquecimento padrão do forno do equipamento permite uma taxa de aquecimento de até 25°C por minuto. Isto assegura um aquecimento eficiente e controlado da peça de trabalho durante o processo.
Taxa de arrefecimento
O equipamento de prensagem isostática a quente é capaz de atingir uma taxa de arrefecimento de até 40°C por minuto. Este arrefecimento rápido permite um arrefecimento eficaz e a solidificação do material.
Tamanho máximo da amostra
O equipamento pode acomodar um tamanho máximo de amostra de 60 mm de diâmetro e 300 mm de altura. Esta limitação de tamanho assegura que uma vasta gama de peças e componentes pode ser processada utilizando a técnica de prensagem isostática a quente.
A prensagem isostática a quente (HIP) é uma tecnologia altamente promissora que foi classificada entre as três principais tecnologias e processos pela Associação Norte-Americana de Tratamento Térmico. Encontra aplicações em várias indústrias, incluindo automóvel, aeroespacial, militar, equipamento pesado, maquinaria industrial, marinha, petróleo e gás, e médica.
O equipamento de prensagem isostática a quente é composto por um recipiente de alta pressão, um forno de aquecimento, um compressor, uma bomba de vácuo, um tanque de armazenamento, um sistema de arrefecimento e um sistema de controlo informático. O recipiente de alta pressão é o componente-chave do equipamento, responsável por submeter as peças a uma pressão igual em todas as direcções.

O processo de prensagem isostática a quente envolve o carregamento dos componentes na câmara da máquina. A câmara pode ser carregada por cima ou por baixo, consoante a máquina. Uma vez carregada, o processo é controlado por computadores, que programam o equipamento para alcançar os resultados desejados. O aumento da temperatura, a pressão e a duração do processo podem ser ajustados pelo utilizador.
O equipamento de prensagem isostática a quente é fornecido em vários tamanhos, desde máquinas compactas para peças pequenas até equipamentos de tamanho industrial para peças industriais de grandes dimensões. O equipamento utiliza gás inerte, normalmente árgon, para aplicar a mesma força às peças para densificação. A pressão do gás é obtida através de um compressor e/ou expansão térmica.
Em comparação com outras técnicas, como a prensagem sob pressão, a prensagem isostática a quente oferece vantagens como uma melhor uniformidade do campo de temperatura, eficiência energética e a capacidade de preparar materiais de grande diâmetro. O investimento necessário para o equipamento de prensagem isostática a quente é relativamente pequeno, o que o torna uma opção económica para muitas aplicações.
O equipamento de prensagem isostática a quente é uma solução versátil para obter a sinterização e a densificação de produtos metálicos e cerâmicos. As suas especificações, incluindo a pressão de trabalho, o sistema de controlo, o tipo de termopar, o comprimento do interior do recipiente, o limite de utilização do forno de grafite, a taxa de aquecimento, a taxa de arrefecimento e o tamanho máximo da amostra, garantem um processamento preciso e eficiente de peças e componentes.
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
Artigos relacionados
- Visão global da prensa isostática a quente e das suas aplicações
- Além da Folha de Especificações: Dominando a Dinâmica Térmica da Prensagem Isostática a Quente
- Explorar as capacidades e aplicações da prensagem isostática a quente (WIP)
- Compreender a prensa isostática a quente: Temperaturas de funcionamento e o seu impacto na qualidade e eficiência da moldagem
- Guia para a escolha da temperatura correcta para a prensa isostática a quente

















