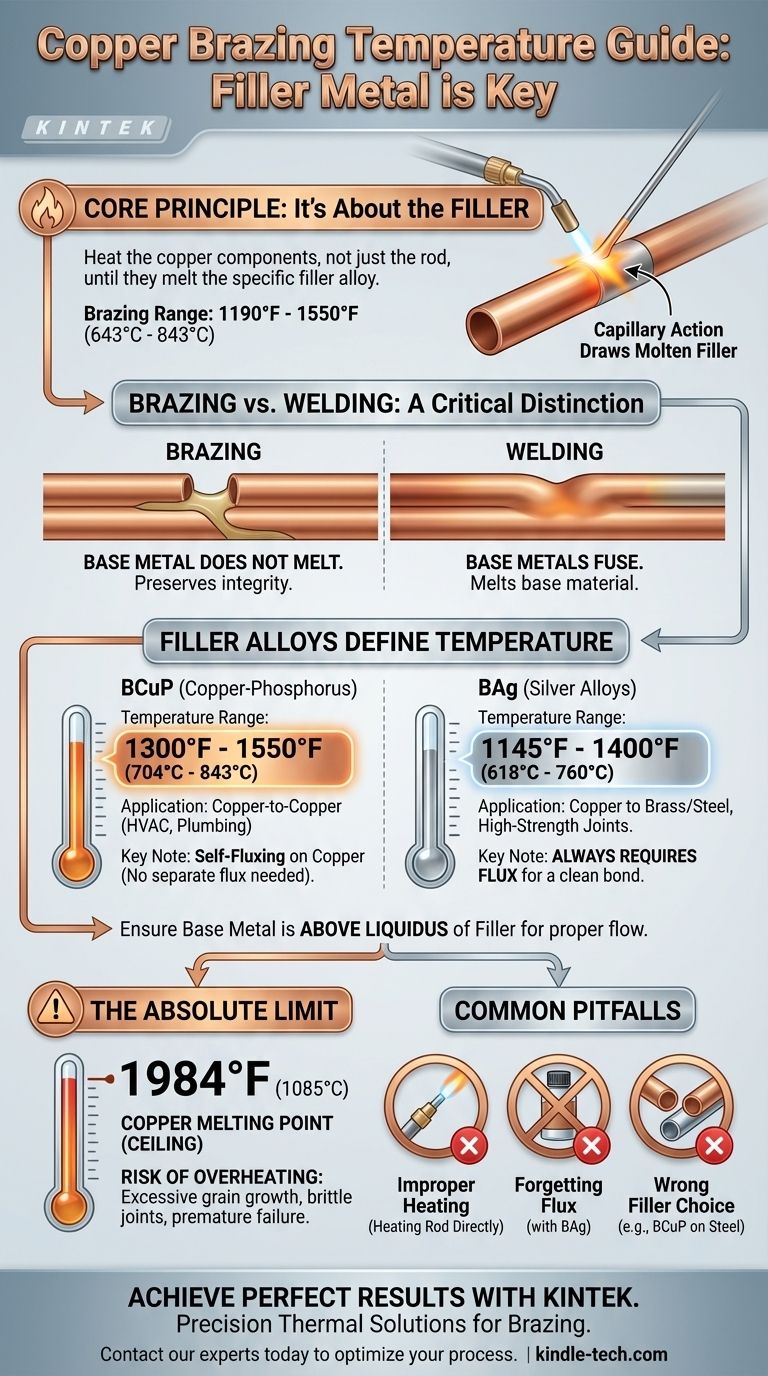
Em resumo, a brasagem de cobre ocorre em temperaturas que variam de 1190°F a 1550°F (643°C a 843°C). Esta temperatura não é um valor único para o cobre em si, mas é ditada inteiramente pela liga específica de metal de adição que está sendo usada para unir as peças. O objetivo é derreter o metal de adição para que ele flua para a junta sem derreter o metal base de cobre.
O princípio central da brasagem de cobre não é aquecer o cobre a uma temperatura específica. É aquecer os componentes de cobre uniformemente até que estejam quentes o suficiente para derreter uma liga de enchimento específica, que então os une.

Brasagem vs. Soldagem: Uma Distinção Crítica
Para entender os requisitos de temperatura, você deve primeiro entender o processo. A brasagem é fundamentalmente diferente da soldagem.
O Metal Base Não Derrete
Na brasagem, apenas o metal de adição derrete. As peças de cobre que estão sendo unidas são aquecidas, mas permanecem sempre sólidas.
Esta é uma vantagem fundamental, pois preserva a integridade e as propriedades originais do cobre muito melhor do que a soldagem, que derrete e funde os metais base.
O Metal de Adição Cria a Ligação
A ligação é formada quando o metal de adição fundido é atraído entre as duas superfícies de cobre bem ajustadas por meio de ação capilar.
À medida que o conjunto esfria, o enchimento solidifica, criando uma ligação metalúrgica forte e permanente entre as peças.
Como as Ligas de Adição Definem a Temperatura de Brasagem
A "temperatura de brasagem" é a temperatura à qual você deve aquecer as peças de cobre para que elas possam derreter a vareta de adição ao contato. Esta temperatura é sempre mais alta do que o ponto de fusão da liga de adição.
Ligas Cobre-Fósforo (BCuP)
Estas são as ligas mais comuns para unir cobre com cobre, particularmente em HVAC e encanamento. Sua principal vantagem é que são auto-fluxantes em cobre, o que significa que você não precisa adicionar um fluxo químico separado para limpar a junta.
As ligas BCuP geralmente têm uma faixa de temperatura de brasagem de 1300°F a 1550°F (704°C a 843°C).
Ligas de Prata (BAg)
Frequentemente chamadas de "soldas de prata" (um nome impróprio, pois são verdadeiras ligas de brasagem), são usadas para juntas de maior resistência ou para unir cobre a outros metais como latão ou aço.
Elas têm uma temperatura de trabalho mais baixa, tipicamente na faixa de 1145°F a 1400°F (618°C a 760°C). Ao contrário das ligas BCuP, as ligas de prata sempre requerem um fluxo separado para garantir uma ligação limpa e forte.
Compreendendo 'Liquidus' e 'Solidus'
Toda liga de brasagem tem uma temperatura de solidus (onde começa a derreter) e uma temperatura de liquidus (onde está totalmente líquida). Para uma brasagem adequada, o metal base deve ser aquecido a uma temperatura acima do liquidus da liga de enchimento para garantir que ela flua rápida e completamente para a junta.
O Limite Absoluto: Ponto de Fusão do Cobre
É fisicamente impossível brasar cobre a uma temperatura muito alta. Você deve permanecer com segurança abaixo do ponto de fusão do próprio cobre para evitar danificar ou destruir sua peça de trabalho.
O Teto de Temperatura
O ponto de fusão do cobre puro é 1984°F (1085°C). Sua temperatura de brasagem deve ser sempre significativamente mais baixa do que isso.
O Risco de Superaquecimento
Mesmo que você não derreta completamente o cobre, o superaquecimento pode causar um crescimento excessivo de grãos na estrutura do metal. Isso pode tornar o cobre quebradiço e enfraquecer a área ao redor da junta, levando a falhas prematuras sob estresse ou vibração.
Armadilhas Comuns a Evitar
Atingir a temperatura certa é uma questão de técnica e seleção de materiais. Erros podem levar a juntas fracas ou falhas.
Armadilha: Aquecimento Inadequado
O erro mais comum é aquecer a vareta de brasagem diretamente com o maçarico em vez de aquecer as peças de cobre. O calor do metal base deve derreter o enchimento. Isso garante que o cobre esteja quente o suficiente para que a ação capilar funcione corretamente.
Armadilha: Esquecer o Fluxo
Ao usar uma liga de prata (BAg), ou ao unir cobre a outro metal, esquecer de aplicar o fluxo é um erro crítico. O fluxo limpa as superfícies e as protege da oxidação durante o aquecimento, permitindo que o metal de adição se ligue corretamente.
Armadilha: Escolher o Enchimento Errado
Usar uma liga BCuP auto-fluxante em um componente de aço não funcionará. O fósforo que a torna auto-fluxante em cobre cria um composto quebradiço com o ferro (aço), resultando em uma junta falha. Você deve combinar o enchimento com os metais base.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione sua temperatura alvo com base na liga de enchimento que melhor se adapta aos materiais e requisitos de resistência do seu projeto.
- Se o seu foco principal é HVAC ou encanamento padrão de cobre com cobre: Use uma liga BCuP e aqueça o cobre até que ele tenha um brilho vermelho cereja opaco, correspondendo a uma temperatura de 1300°F - 1550°F (704°C - 843°C).
- Se o seu foco principal é unir cobre a latão ou aço: Use uma liga à base de prata (BAg) com o fluxo apropriado, visando uma faixa de temperatura de 1145°F - 1400°F (618°C - 760°C).
- Se o seu foco principal é minimizar a entrada de calor em um conjunto sensível: Escolha uma liga de prata com a menor temperatura de trabalho possível que ainda forneça a resistência de junta necessária.
A brasagem bem-sucedida é alcançada não atingindo um número mágico, mas controlando o calor para se adequar ao metal de adição específico que você escolheu para o trabalho.
Tabela Resumo:
| Tipo de Liga de Adição | Aplicações Comuns | Faixa de Temperatura de Brasagem | Notas Chave |
|---|---|---|---|
| Cobre-Fósforo (BCuP) | Cobre com Cobre (HVAC, Encanamento) | 1300°F - 1550°F (704°C - 843°C) | Auto-fluxante em cobre |
| Prata (BAg) | Cobre com Latão/Aço, Juntas de Alta Resistência | 1145°F - 1400°F (618°C - 760°C) | Requer fluxo separado |
Obtenha resultados perfeitos de brasagem de cobre com o equipamento e a experiência certos. A KINTEK é especializada em fornos de laboratório de alta temperatura e soluções de aquecimento para processos térmicos precisos como a brasagem. Seja em HVAC, metalurgia ou P&D, nosso equipamento garante controle preciso de temperatura para juntas fortes e confiáveis.
Deixe-nos ajudá-lo a otimizar seu processo de brasagem — Entre em contato com nossos especialistas hoje para discutir suas necessidades de aplicação específicas!
Guia Visual
Produtos relacionados
- Forno de Tratamento Térmico a Vácuo e Sinterização de Tungstênio de 2200 ℃
- Forno de Tubo de Alta Temperatura de Laboratório de 1700℃ com Tubo de Alumina
- Forno de Tubo de Laboratório de Alta Temperatura de 1400℃ com Tubo de Alumina
- Forno Tubular Dividido de 1200℃ com Tubo de Quartzo Forno Tubular de Laboratório
As pessoas também perguntam
- Que temperaturas de sinterização podem ser necessárias para o tungstênio em uma atmosfera de hidrogênio puro? Alcance 1600°C para Desempenho Máximo
- Como um forno de sinterização a vácuo de alta temperatura facilita o pós-tratamento de revestimentos de Zircônia?
- Como um forno de sinterização a vácuo de alta temperatura contribui para a formação de materiais porosos de Fe-Cr-Al?
- O que é um forno de sinterização a vácuo de alta temperatura? Alcance a Pureza Máxima e a Densidade do Material
- Por que o tungstênio é usado em fornos? Resistência Inigualável ao Calor para Temperaturas Extremas



