A estampagem a quente de aço, mais conhecida na indústria como estampagem a quente ou endurecimento por prensa, é um processo de fabricação onde uma chapa de aço especializada é aquecida até ficar maleável, conformada em uma forma complexa e, em seguida, resfriada rapidamente dentro da própria matriz da prensa. Este processo integrado de conformação e têmpera transforma o aço, resultando em um componente final que é simultaneamente excepcionalmente forte e leve.
O princípio central da estampagem a quente não é apenas moldar o metal, mas mudar fundamentalmente sua estrutura interna durante o processo. Ele combina a alta conformabilidade do metal quente com um tratamento térmico na matriz (têmpera) para criar peças de aço de resistência ultra-elevada que seriam impossíveis de conformar usando métodos tradicionais de estampagem a frio.
Por que Estampagem a Quente? O Problema que Ela Resolve
A engenharia moderna, particularmente na indústria automotiva, exige componentes que sejam simultaneamente mais fortes para segurança e mais leves para eficiência de combustível. A estampagem a frio tradicional de aço tem dificuldade em atender a esses objetivos conflitantes.
Os Limites da Estampagem a Frio
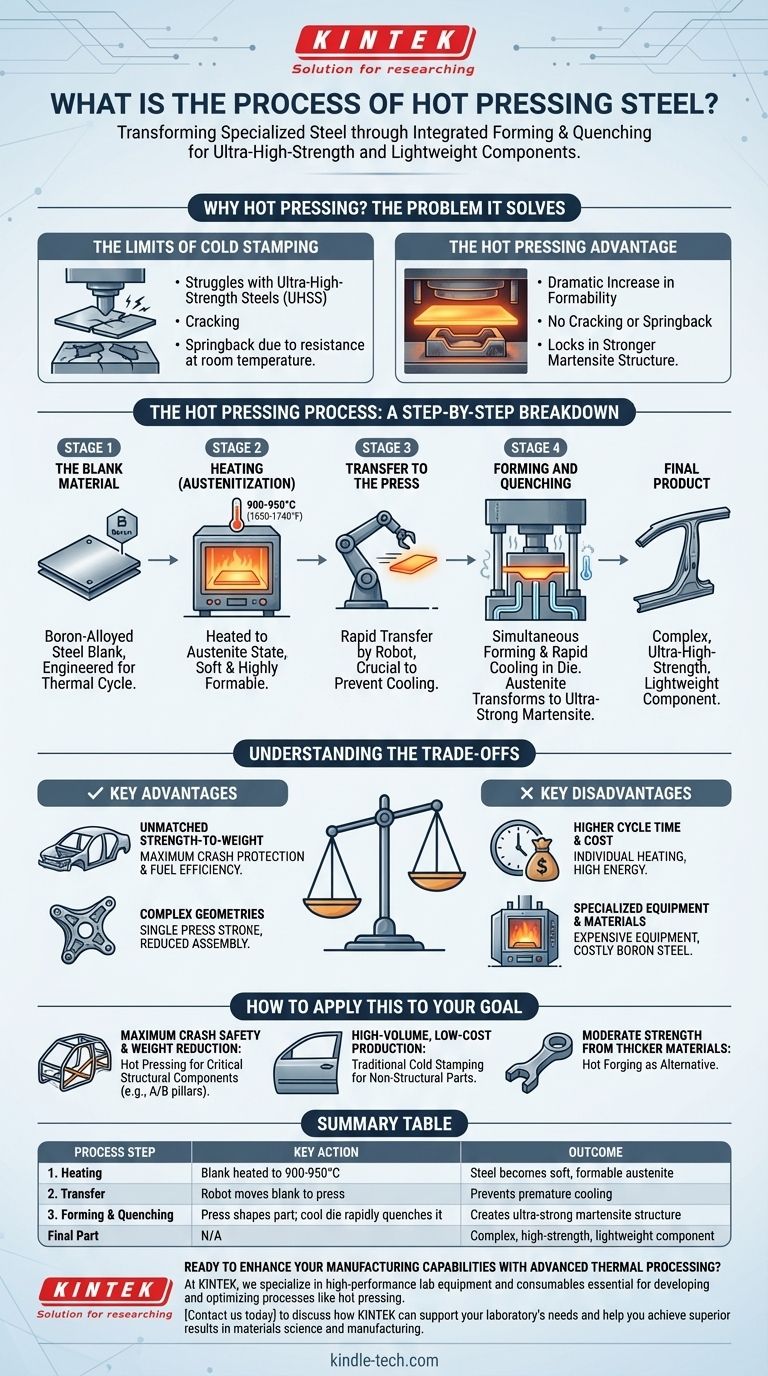
A estampagem a frio envolve pressionar aço à temperatura ambiente em uma matriz. Embora seja rápida e econômica, ela tem limitações significativas ao trabalhar com aços de resistência ultra-elevada (UHSS). Esses materiais são tão fortes à temperatura ambiente que resistem à conformação, levando a rachaduras ou "retorno elástico" (springback), onde a peça retorna parcialmente à sua forma original após a prensagem.
A Vantagem da Estampagem a Quente
A estampagem a quente contorna totalmente esses problemas. Ao aquecer o aço até ficar vermelho-vivo, sua conformabilidade aumenta drasticamente, permitindo que ele seja moldado em geometrias complexas com facilidade. O resfriamento rápido subsequente fixa uma nova estrutura interna, muito mais forte, alcançando a resistência desejada sem o risco de rachaduras ou retorno elástico.
O Processo de Estampagem a Quente: Uma Análise Passo a Passo
O processo é uma sequência precisamente controlada de estágios térmicos e mecânicos. Cada etapa é crucial para alcançar as propriedades finais do componente.
Etapa 1: O Material Bruto (Blank)
O processo começa com um material bruto (blank), que é uma chapa plana de aço cortada em uma forma específica. Este não é um aço comum; é tipicamente um aço ligado a boro, projetado especificamente para responder perfeitamente ao ciclo de aquecimento e têmpera.
Etapa 2: Aquecimento (Austenitização)
O material bruto de aço é movido para um forno de alta temperatura e aquecido a aproximadamente 900-950°C (1650-1740°F). Nessa temperatura, a estrutura cristalina interna do aço se transforma em um estado chamado austenita. Nesse estado, o aço está macio, altamente conformável e pronto para a prensagem.
Etapa 3: Transferência para a Prensa
Assim que o material bruto está totalmente austenitizado, ele deve ser transferido do forno para a prensa muito rapidamente, muitas vezes por um robô. Essa velocidade é crucial para evitar que o material bruto esfrie demais antes de poder ser conformado.
Etapa 4: Conformação e Têmpera
Esta é a fase definidora do processo. O material bruto quente e maleável é colocado em uma matriz que possui canais de resfriamento internos. À medida que a prensa se fecha, duas coisas acontecem simultaneamente:
- Conformação: A prensa exerce pressão imensa, moldando o material bruto macio na geometria final e precisa da peça.
- Têmpera: A matriz fria extrai rapidamente o calor da peça quente a uma taxa controlada. Esse resfriamento rápido transforma a estrutura austenítica em martensita, uma estrutura cristalina extremamente dura e forte.
A peça sai da prensa já conformada e endurecida, possuindo suas propriedades finais de resistência ultra-elevada.
Entendendo as Compensações (Trade-offs)
Embora poderosa, a estampagem a quente não é a solução para todas as aplicações. Ela envolve um conjunto claro de benefícios e desvantagens que devem ser ponderados.
Vantagem Principal: Relação Incomparável entre Resistência e Peso
Peças estampadas a quente oferecem uma relação excepcional entre resistência e peso. Isso permite que os engenheiros projetem componentes como gaiolas de segurança de veículos que oferecem proteção máxima contra colisões, minimizando o peso total do veículo.
Vantagem Principal: Geometrias Complexas
Como o aço é conformado enquanto quente e macio, os projetistas podem criar peças intrincadas e complexas em uma única operação de prensa. Essa consolidação de peças reduz a complexidade de montagem e o custo ao longo da linha.
Desvantagem: Tempo de Ciclo e Custo Mais Elevados
A necessidade de aquecer cada material bruto individualmente torna o tempo de ciclo da estampagem a quente significativamente mais longo do que o da estampagem a frio. Isso, combinado com o alto consumo de energia dos fornos, leva a um custo mais alto por peça.
Desvantagem: Equipamento e Materiais Especializados
O processo requer equipamentos especializados e caros, incluindo fornos de alta temperatura e matrizes de prensa robustas e com resfriamento interno. O aço boro usado também é mais caro do que os aços convencionais de estampagem profunda.
Como Aplicar Isso ao Seu Objetivo
A escolha do processo de fabricação correto depende inteiramente dos requisitos específicos do componente.
- Se seu foco principal é segurança máxima contra colisões e redução de peso: A estampagem a quente é a escolha definitiva para componentes estruturais críticos, como pilares A/B, barras de teto e vigas de para-choque.
- Se seu foco principal é produção de alto volume e baixo custo de peças não estruturais: A estampagem a frio tradicional é muito mais econômica para componentes como painéis de porta ou para-lamas, onde a resistência ultra-elevada não é necessária.
- Se seu foco principal é criar peças com resistência moderada a partir de materiais mais espessos: A forjagem a quente, um processo diferente que envolve a conformação de metal em massa em vez de chapa, pode ser uma alternativa mais adequada.
Em última análise, a estampagem a quente é uma solução sofisticada projetada para superar os limites físicos da conformação tradicional de metais para as aplicações mais exigentes.
Tabela de Resumo:
| Etapa do Processo | Ação Principal | Resultado |
|---|---|---|
| 1. Aquecimento | Material bruto aquecido a 900-950°C | O aço torna-se austenita macia e conformável |
| 2. Transferência | Robô move o material bruto para a prensa | Impede o resfriamento prematuro |
| 3. Conformação e Têmpera | A prensa molda a peça; a matriz fria a tempera rapidamente | Cria estrutura de martensita ultra-forte |
| Peça Final | N/A | Componente complexo, de alta resistência e leve |
Pronto para aprimorar suas capacidades de fabricação com processamento térmico avançado?
Na KINTEK, especializamo-nos em equipamentos de laboratório de alto desempenho e consumíveis essenciais para o desenvolvimento e otimização de processos como a estampagem a quente. Quer você esteja pesquisando novas ligas de aço ou aumentando a produção, nossos fornos confiáveis, sistemas de controle de temperatura e consumíveis duráveis são projetados para atender às rigorosas exigências do seu laboratório.
Entre em contato conosco hoje para discutir como a KINTEK pode apoiar as necessidades do seu laboratório e ajudá-lo a alcançar resultados superiores em ciência dos materiais e fabricação.
Guia Visual
Produtos relacionados
- Molde de Prensa de Bolas para Laboratório
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Prensa Hidráulica Aquecida 24T 30T 60T com Placas Aquecidas para Prensa a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas Prensagem Quente de Laboratório Manual Dividida
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
As pessoas também perguntam
- Quais são as funções da pressão hidráulica na soldagem por difusão? Integração Mestra de Materiais Compósitos Superiores
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas
- Qual é a função de uma prensa hidráulica térmica de laboratório na montagem de células fotoquímicas de estado sólido?
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica


















