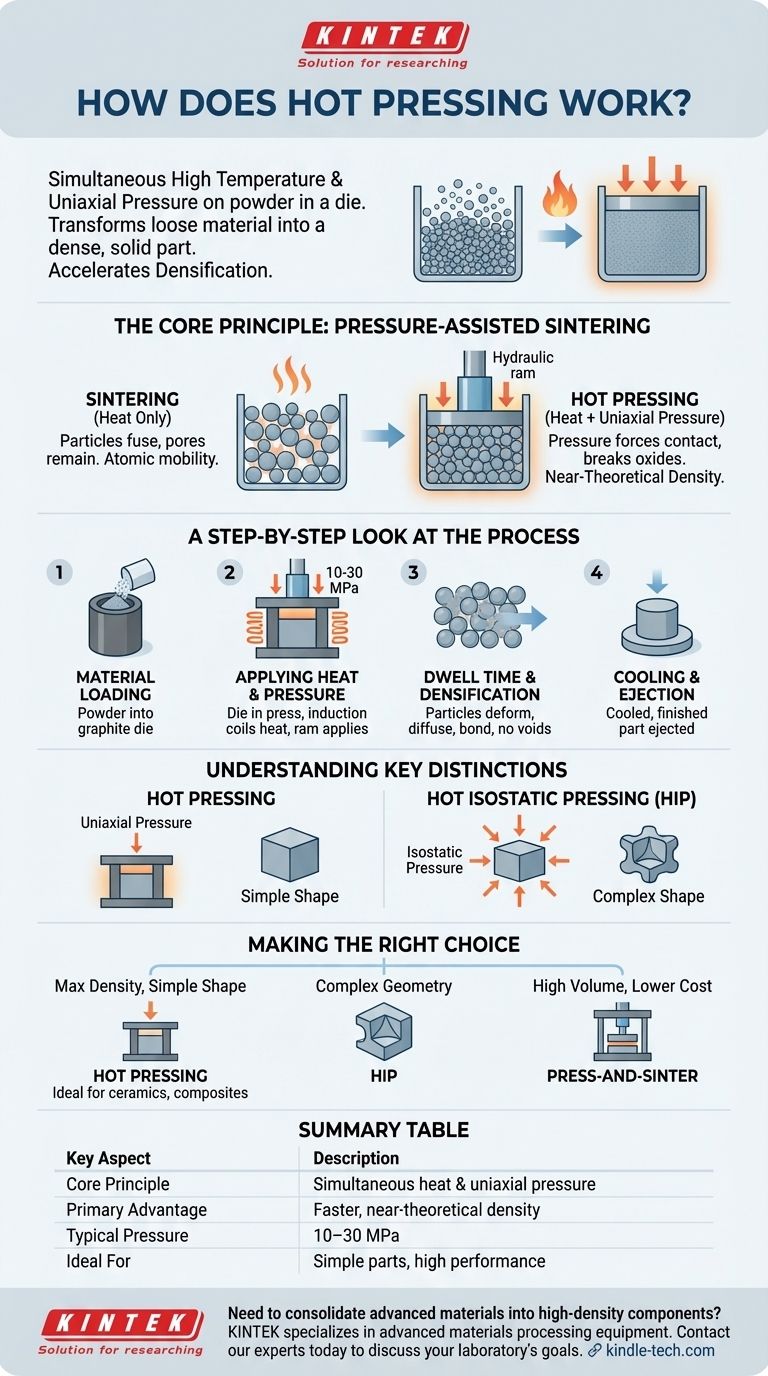
Em sua essência, a prensagem a quente é uma técnica de processamento de materiais que aplica simultaneamente alta temperatura e pressão uniaxial a um pó. Esta combinação força as partículas individuais do pó a se consolidarem e se ligarem, transformando o material solto em uma peça sólida e densa. O processo ocorre dentro de um molde de formato simples, que contém o pó e confere ao componente final sua forma básica.
A vantagem fundamental da prensagem a quente é a sua capacidade de acelerar a adensamento. Ao aplicar pressão durante o ciclo de aquecimento, ela atinge uma densidade de material quase perfeita em uma fração do tempo e, muitas vezes, em temperaturas mais baixas do que as exigidas apenas pela sinterização.

O Princípio Central: Sinterização Assistida por Pressão
Para entender como funciona a prensagem a quente, é melhor vê-la como uma versão aprimorada de um processo mais comum chamado sinterização.
A Linha de Base: Sinterização
Sinterização é o processo de usar calor para fundir partículas sem derretê-las. A alta temperatura torna os átomos nas partículas móveis, permitindo que se difundam através das fronteiras das partículas vizinhas, formando ligações fortes e eliminando gradualmente os espaços vazios, ou poros, entre elas.
O Aprimoramento: Adição de Pressão Uniaxial
A prensagem a quente introduz uma segunda variável poderosa: pressão uniaxial. Esta é uma força direcional, tipicamente aplicada de cima e de baixo por um pistão, que compacta fisicamente o pó.
Esta pressão melhora drasticamente o processo de adensamento. Ela força as partículas de pó a um contato íntimo, quebrando óxidos superficiais e aumentando a área de superfície disponível para a difusão atômica ocorrer.
O Resultado: Densidade Quase Teórica
A sinergia entre calor e pressão é o que torna a prensagem a quente tão eficaz. O calor torna o material maleável e promove a ligação atômica, enquanto a pressão espreme a porosidade restante.
Esta abordagem de dupla ação permite que o produto final atinja uma densidade extremamente próxima do máximo teórico do material, resultando em propriedades mecânicas superiores, como resistência e dureza.
Uma Análise Passo a Passo do Processo
Embora os parâmetros específicos variem de acordo com o material, o fluxo de trabalho geral para a prensagem a quente segue uma sequência clara.
1. Carregamento do Material
O processo começa colocando-se o pó aditivo final em um molde. Este molde é frequentemente feito de grafite porque pode suportar temperaturas extremas, conduz bem o calor e é relativamente fácil de usinar.
2. Aplicação de Calor e Pressão
O conjunto do molde é colocado dentro da prensa a quente. O sistema então começa a aquecer o molde, muitas vezes usando bobinas de indução, enquanto um pistão hidráulico aplica uma pressão constante e controlada, tipicamente na faixa de 10–30 MPa.
3. Tempo de Permanência e Adensamento
O material é mantido na temperatura e pressão alvo por um período específico, conhecido como "tempo de permanência". Durante esta fase, as forças combinadas fazem com que as partículas se deformem, se difundam e se liguem, eliminando vazios e solidificando o componente.
4. Resfriamento e Ejeção
Uma vez concluído o adensamento, o sistema é resfriado de forma controlada e a pressão é liberada. A peça densa e acabada é então ejetada do molde.
Compreendendo as Distinções Chave
O termo "prensa a quente" pode ser usado em diferentes contextos, portanto, é fundamental distingui-lo de tecnologias relacionadas.
Prensagem a Quente vs. Prensagem Isostática a Quente (HIP)
A principal diferença é a natureza da pressão. A prensagem a quente usa pressão uniaxial (de uma direção). A Prensagem Isostática a Quente (HIP) usa pressão isostática, aplicando força igual de todas as direções usando um gás de alta pressão. Isso permite que o HIP produza peças com geometrias muito mais complexas.
Prensagem a Quente vs. Laminação de Madeira
O termo também é usado para máquinas que laminam folheados de madeira ou plásticos usando calor e pressão. Embora conceitualmente semelhantes, esses processos operam em temperaturas e pressões muito mais baixas e frequentemente envolvem adesivos, o que é fundamentalmente diferente da ligação metalúrgica que ocorre na consolidação de pós.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo de fabricação correto depende inteiramente dos requisitos do seu componente final.
- Se o seu foco principal é alcançar a densidade máxima e o desempenho mecânico em uma forma simples: A prensagem a quente é uma escolha excepcional, especialmente para cerâmicas avançadas e compósitos onde a eliminação da porosidade é crítica.
- Se o seu foco principal é produzir peças geometricamente complexas: Você deve avaliar a Prensagem Isostática a Quente (HIP), que não é limitada por um molde rígido e pode adensar formas intrincadas.
- Se o seu foco principal é a produção de alto volume e menor custo: Um método tradicional de "prensar e sinterizar", onde as peças são primeiro compactadas à temperatura ambiente e depois aquecidas em uma etapa separada, pode ser mais econômico.
Em última análise, a escolha da tecnologia de adensamento correta é uma questão de equilibrar os requisitos de desempenho do seu componente com sua complexidade geométrica e custo de produção.
Tabela de Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Princípio Central | Aplicação simultânea de calor e pressão uniaxial a um pó em um molde. |
| Vantagem Principal | Atinge densidade quase teórica mais rapidamente e em temperaturas mais baixas do que a sinterização sozinha. |
| Faixa de Pressão Típica | 10–30 MPa |
| Ideal Para | Peças de formato simples que exigem propriedades mecânicas superiores (ex: cerâmicas avançadas, compósitos). |
Precisa consolidar materiais avançados em componentes de alta densidade?
A KINTEK é especializada nos equipamentos de laboratório precisos necessários para o processamento de materiais avançados, incluindo as ferramentas e a experiência para técnicas como a prensagem a quente. Nossas soluções ajudam você a alcançar densidade e desempenho superiores do material para suas necessidades de P&D e produção.
Entre em contato com nossos especialistas hoje para discutir como podemos apoiar os objetivos de adensamento de materiais do seu laboratório.
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
As pessoas também perguntam
- Por que uma prensa hidráulica aquecida é usada para prensagem a quente de fitas verdes NASICON? Otimize a Densidade do Seu Eletrólito Sólido
- Qual o papel de uma prensa hidráulica aquecida na sinterização a frio (CSP)? Melhorando a densificação de LATP-halide
- Como uma prensa hidráulica aquecida é usada para baterias de Li-LLZO? Otimize a Ligação Interfacial com Pressão Térmica
- O que é uma prensa hidráulica a quente? Um Guia de Força e Calor para Transformação de Materiais
- Por que a função de aquecimento de uma prensa hidráulica de laboratório é essencial para a montagem do MEA em DEFC? Otimize a Ligação Celular


















