A moldagem por prensagem a quente é um processo de fabricação que utiliza alta temperatura e pressão unidirecional significativa para formar uma peça sólida densificada a partir de um pó ou pré-forma. O material é colocado dentro de uma cavidade de matriz aquecida, e um aríete ou placa aplica força, compactando e aquecendo simultaneamente o material até que ele se consolide em uma forma sólida e densa.
O propósito central da prensagem a quente é alcançar densidade de material e propriedades mecânicas superiores, particularmente para cerâmicas avançadas, compósitos e outros materiais que são difíceis de processar usando técnicas convencionais de sinterização ou fusão.

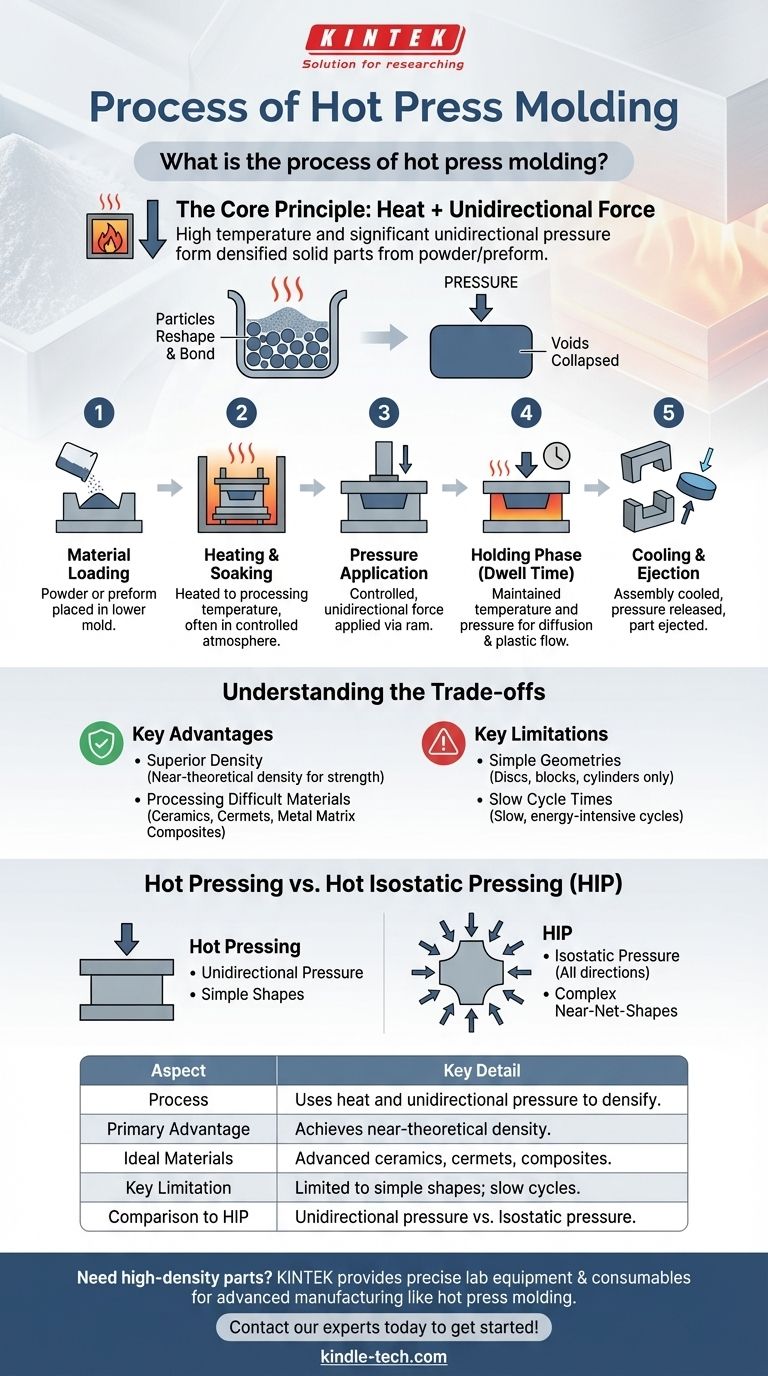
O Princípio Central: Calor + Força Unidirecional
A prensagem a quente baseia-se fundamentalmente no efeito sinérgico de alta temperatura e pressão direcional para transformar pó solto em um objeto sólido com porosidade mínima.
O Papel do Calor
O calor é o facilitador crítico no processo. Elevar a temperatura do material diminui sua resistência ao escoamento e à deformação, tornando mais fácil para as partículas se remodelarem e se ligarem. Também acelera a difusão atômica, que é o principal mecanismo para eliminar os poros finais.
O Papel da Pressão
Enquanto o calor torna o material maleável, a pressão unidirecional fornece a força motriz. Essa força aplicada empurra as partículas para contato íntimo, colapsa vazios e conforma o material à forma precisa da cavidade da matriz.
Uma Análise Passo a Passo do Processo
O ciclo de prensagem a quente é uma sequência cuidadosamente controlada projetada para alcançar a densificação completa e a forma final desejada.
1. Carregamento do Material
O processo começa colocando o material de partida, tipicamente um pó fino ou uma forma pré-compactada chamada "pré-forma", na parte inferior do molde ou matriz.
2. Aquecimento e Imersão
Todo o conjunto da matriz é aquecido a uma temperatura de processamento específica. Isso é frequentemente feito em uma atmosfera controlada ou forno a vácuo para evitar a oxidação do material e da ferramenta, que é frequentemente feita de grafite.
3. Aplicação de Pressão
Uma vez atingida a temperatura alvo, uma prensa hidráulica ou mecânica aplica uma força controlada e unidirecional através de um aríete ou êmbolo. Essa pressão é mantida durante toda a fase de consolidação.
4. Fase de Manutenção (Tempo de Permanência)
O material é mantido na temperatura e pressão máximas por uma duração específica. Este "tempo de permanência" permite que o fluxo plástico e a difusão ocorram, fechando qualquer porosidade restante e garantindo uma peça uniformemente densa.
5. Resfriamento e Ejeção
Após a fase de manutenção, o conjunto é resfriado de forma controlada. Uma vez que esteja frio o suficiente para ser estável, a pressão é liberada, a matriz é aberta e a peça acabada é ejetada.
Compreendendo as Compensações
A prensagem a quente é uma técnica poderosa, mas especializada. Suas vantagens na qualidade do material vêm com limitações significativas em velocidade e complexidade geométrica.
Vantagem Principal: Densidade Superior
A principal razão para usar a prensagem a quente é alcançar uma densidade próxima da teórica. Isso resulta em peças com resistência mecânica, dureza e desempenho excepcionais, o que é crítico para aplicações exigentes como blindagens ou ferramentas de corte.
Vantagem Principal: Processamento de Materiais Difíceis
Este método é ideal para cerâmicas não-óxidas (como carboneto de silício), cermets e certos compósitos de matriz metálica que não sinterizam bem apenas com calor.
Limitação Principal: Geometrias Simples
Como a pressão é aplicada em apenas uma direção, a prensagem a quente é limitada à produção de formas relativamente simples como discos, blocos e cilindros. Características complexas como rebaixos ou cavidades internas não são possíveis.
Limitação Principal: Tempos de Ciclo Lentos
Os ciclos necessários de aquecimento, imersão e resfriamento tornam a prensagem a quente um processo lento e intensivo em energia. Isso o torna inadequado para fabricação de alto volume e contribui para um custo por peça mais alto.
Prensagem a Quente vs. Prensagem Isostática a Quente (HIP)
É crucial distinguir a prensagem a quente de um processo relacionado, a Prensagem Isostática a Quente (HIP), pois eles servem a propósitos diferentes. A referência fornecida parece descrever o HIP.
Direção da Pressão
A Prensagem a Quente usa pressão unidirecional de um aríete. A Prensagem Isostática a Quente usa um gás inerte (como argônio) para aplicar pressão isostática (igual de todas as direções) à peça.
Ferramental e Capacidade de Forma
A prensagem a quente requer uma matriz rígida que define a forma final da peça, limitando a complexidade. O HIP coloca a peça em um vaso de pressão, permitindo a densificação de componentes muito mais complexos, próximos da forma final.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo de consolidação térmica correto depende inteiramente do seu material e dos requisitos da peça final.
- Se o seu foco principal é alcançar a densidade máxima em uma forma simples (por exemplo, um alvo cerâmico): A prensagem a quente é uma escolha direta, confiável e eficaz.
- Se o seu foco principal é densificar uma peça complexa e pré-formada (por exemplo, uma fundição aeroespacial): A Prensagem Isostática a Quente (HIP) é a tecnologia superior.
- Se o seu foco principal é a produção de alto volume de peças de polímero ou metal: Métodos muito mais rápidos, como moldagem por injeção ou compactação e sinterização convencionais, são mais econômicos.
Em última análise, a prensagem a quente é uma ferramenta de precisão para criar materiais de alto desempenho onde a densidade final e as propriedades mecânicas são mais importantes do que a velocidade de produção ou a complexidade geométrica.
Tabela Resumo:
| Aspecto | Detalhe Chave |
|---|---|
| Processo | Usa calor e pressão unidirecional para densificar pó/pré-forma. |
| Vantagem Primária | Alcança densidade próxima da teórica para propriedades mecânicas superiores. |
| Materiais Ideais | Cerâmicas avançadas (p. ex., carboneto de silício), cermets, compósitos de matriz metálica. |
| Limitação Chave | Limitado a formas simples (discos, blocos); tempos de ciclo lentos. |
| Comparação com HIP | Pressão unidirecional vs. pressão isostática (em todas as direções). |
Precisa criar peças cerâmicas ou compósitas de alta densidade com propriedades mecânicas superiores?
Na KINTEK, somos especializados em fornecer o equipamento de laboratório e os consumíveis precisos necessários para processos de fabricação avançados como a moldagem por prensagem a quente. Nossa experiência garante que você tenha as ferramentas certas para alcançar a densidade e o desempenho ideais do material para sua aplicação específica.
Vamos discutir os requisitos do seu projeto e encontrar a solução perfeita para as necessidades do seu laboratório.
Entre em contato com nossos especialistas hoje para começar!
Guia Visual
Produtos relacionados
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Molde de Prensa de Bolas para Laboratório
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Molde de Prensa Elétrica de Aquecimento para Laboratório Cilíndrico para Aplicações Laboratoriais
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
As pessoas também perguntam
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- Qual é a função principal da prensagem em molde para pós LAGP? Alcançar eletrólitos sólidos de alto desempenho
- Por que a moldagem por prensagem a quente é preferida em relação à fundição por solução tradicional? Comparação de Especialistas para Eletrólitos Poliméricos Sólidos


















