Além da prensagem e sinterização convencional, existe uma série de técnicas avançadas para superar as limitações inerentes da metalurgia do pó tradicional. Essas alternativas, como a Prensagem Isostática a Quente (HIP), a Sinterização por Plasma de Faísca (SPS) e a Moldagem por Injeção de Metal (MIM), utilizam métodos sofisticados de aplicação de calor e pressão para criar componentes com densidade superior, geometrias mais complexas e propriedades mecânicas aprimoradas.
O desafio central com o processamento convencional de pó é o equilíbrio entre densidade, complexidade da forma e custo. As técnicas alternativas resolvem isso alterando fundamentalmente a forma como a pressão e a temperatura são aplicadas, permitindo a fabricação de peças intrincadas, quase totalmente densas, a partir de materiais de alto desempenho.

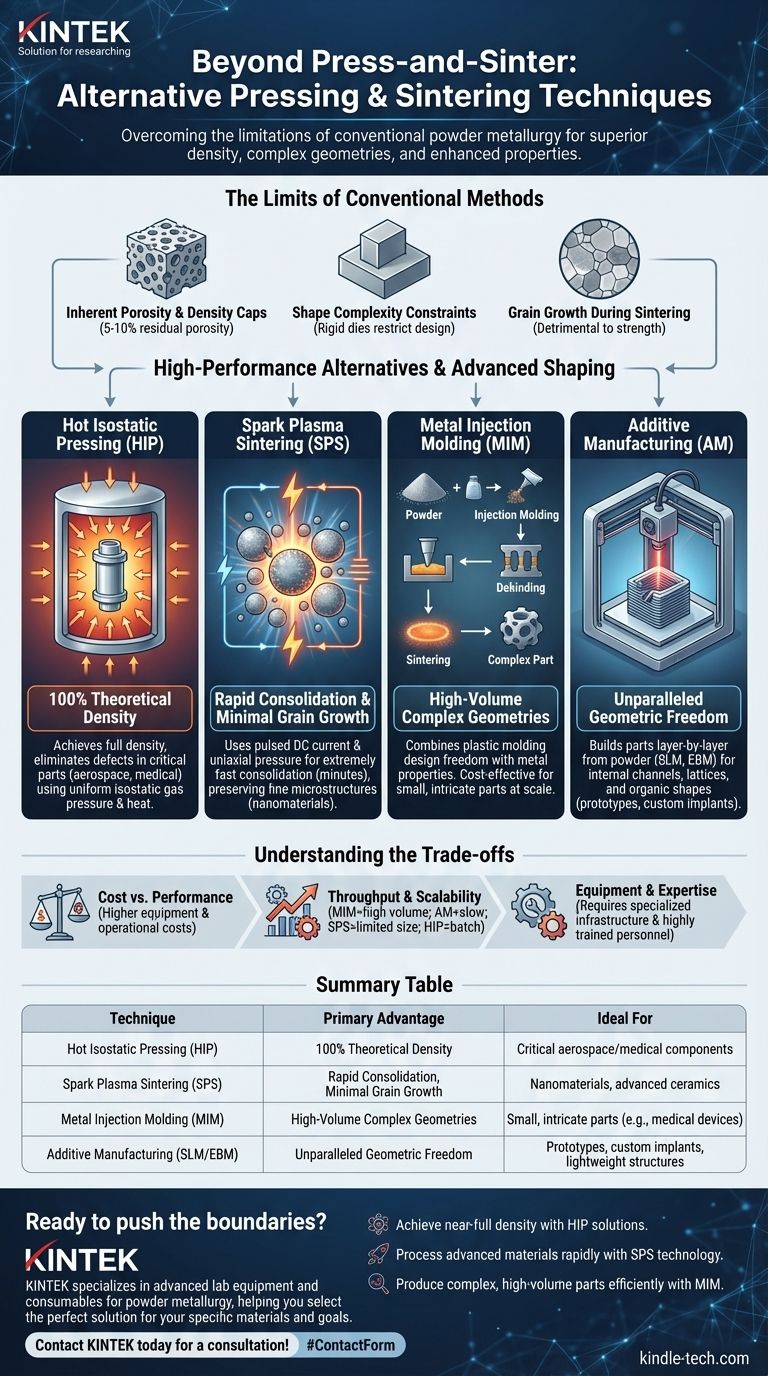
Os Limites dos Métodos Convencionais
A tradicional "prensagem e sinterização" envolve a compactação do pó em um molde rígido (prensagem) e, em seguida, seu aquecimento em um forno (sinterização). Embora eficaz e econômica, essa abordagem tem restrições fundamentais.
Porosidade Inerente e Limites de Densidade
A sinterização convencional depende da difusão atômica para ligar as partículas, o que frequentemente deixa 5-10% de porosidade residual na peça final. Essa porosidade atua como um concentrador de tensões, degradando significativamente as propriedades mecânicas, como resistência e vida à fadiga.
Restrições de Complexidade da Forma
O uso de moldes rígidos para a prensagem limita a geometria da peça. Características como rebaixos, furos transversais ou roscas internas são impossíveis de produzir diretamente, restringindo a liberdade de projeto.
Crescimento de Grão Durante a Sinterização
A longa duração em altas temperaturas exigida pela sinterização convencional pode fazer com que os grãos dentro do material fiquem mais grosseiros. Esse crescimento de grão excessivo é prejudicial à resistência e tenacidade do material, um princípio descrito pela relação de Hall-Petch.
Alternativas de Alto Desempenho: Combinando Pressão e Temperatura
Essas técnicas aplicam pressão durante o ciclo de aquecimento para melhorar drasticamente a consolidação e a densificação, produzindo peças com propriedades que podem rivalizar com as de materiais forjados.
Prensagem Isostática a Quente (HIP)
O HIP coloca um componente em um vaso de alta pressão e o submete a temperatura elevada e pressão de gás isostática uniforme (geralmente usando argônio). Essa pressão imensa, aplicada de todas as direções, colapsa e solda eficazmente quaisquer vazios ou porosidade internos.
O principal benefício do HIP é sua capacidade de atingir 100% da densidade teórica. É amplamente utilizado para eliminar defeitos em peças fundidas críticas ou para consolidar pó em peças de formato quase finalizado e totalmente denso para aplicações aeroespaciais, médicas e de energia.
Sinterização por Plasma de Faísca (SPS)
Também conhecida como Tecnologia de Sinterização Assistida por Campo (FAST), a SPS é uma técnica revolucionária que usa uma combinação de pressão uniaxial e uma corrente CC pulsada de alta amperagem e baixa voltagem. A corrente passa diretamente pelo pó e pelas ferramentas, gerando aquecimento rápido e localizado nos pontos de contato das partículas.
Esse processo permite uma consolidação extremamente rápida — muitas vezes em minutos em vez de horas. A velocidade minimiza o crescimento de grão, tornando a SPS ideal para processar nanomateriais, cerâmicas avançadas e materiais com gradiente funcional, onde a preservação de uma microestrutura fina é fundamental.
Prensagem a Quente (HP)
A Prensagem a Quente é uma variante mais simples onde a pressão uniaxial é aplicada a um pó em um molde enquanto ele é aquecido. É mais eficaz do que a sinterização sem pressão para atingir alta densidade, mas é menos potente que o HIP.
A HP é mais adequada para produzir formas densas e simples, como placas, discos ou alvos de pulverização catódica a partir de materiais difíceis de sinterizar convencionalmente.
Conformação Avançada para Geometrias Complexas
Para componentes onde a complexidade geométrica é o principal desafio, esses métodos separam as etapas de conformação e consolidação para permitir novas possibilidades de projeto.
Moldagem por Injeção de Metal (MIM)
A MIM combina a liberdade de projeto da moldagem por injeção de plástico com as propriedades de material do metal. O processo envolve misturar pó metálico fino com um aglutinante polimérico para criar um material de alimentação (feedstock), que é então moldado por injeção em uma peça "verde" complexa.
O aglutinante é então removido por um processo térmico ou químico de "desaglutinamento" (debinding), e a peça "marrom" frágil é sinterizada em um forno até alta densidade. A MIM é excepcionalmente econômica para produzir peças metálicas pequenas e altamente complexas em grandes volumes.
Manufatura Aditiva (Fusão de Leito de Pó)
Métodos como a Fusão Seletiva a Laser (SLM) e a Fusão por Feixe de Elétrons (EBM) constroem peças camada por camada diretamente a partir de um leito de pó. Um feixe de alta energia (laser ou elétron) derrete seletivamente o pó de acordo com um modelo CAD 3D.
Essa abordagem oferece liberdade geométrica incomparável, permitindo a criação de canais internos, estruturas de treliça e formas orgânicas impossíveis de fazer com qualquer outro método. É a técnica ideal para protótipos, implantes médicos personalizados e componentes aeroespaciais leves.
Compreendendo os Compromissos
A escolha de uma técnica avançada requer uma avaliação cuidadosa de seus custos, benefícios e limitações. Estes não são substitutos diretos para os métodos convencionais, mas sim ferramentas para aplicações específicas e exigentes.
Custo vs. Desempenho
O desempenho superior e as capacidades desses métodos alternativos têm um preço. O equipamento para HIP, SPS e Manufatura Aditiva é significativamente mais caro, e os custos operacionais são mais altos. Os ganhos de desempenho devem justificar o investimento.
Rendimento e Escalabilidade
MIM e prensagem e sinterização convencional são projetados para fabricação de alto volume. Em contraste, a Manufatura Aditiva é frequentemente lenta para produção em massa, e a SPS é tipicamente limitada a peças menores ou quantidades de escala laboratorial. O HIP é um processo em lote, com tempos de ciclo medidos em horas.
Equipamento e Expertise
A operação desses sistemas avançados requer infraestrutura especializada e pessoal altamente treinado. Os parâmetros do processo são complexos e devem ser cuidadosamente desenvolvidos e controlados para cada material e geometria de peça específicos.
Escolhendo a Alternativa Certa para o Seu Objetivo
O melhor método depende inteiramente do seu material específico, geometria e metas de desempenho. Sua decisão deve ser guiada pelo seu objetivo de engenharia principal.
- Se seu foco principal é atingir a densidade máxima e eliminar toda a porosidade: A Prensagem Isostática a Quente (HIP) é a solução definitiva, especialmente para componentes de desempenho crítico.
- Se seu foco principal é a consolidação rápida de materiais novos ou nanoestruturados, prevenindo o crescimento de grão: A Sinterização por Plasma de Faísca (SPS/FAST) oferece velocidade e controle de microestrutura inigualáveis.
- Se seu foco principal é a produção em alto volume de peças metálicas pequenas e intrincadas: A Moldagem por Injeção de Metal (MIM) oferece o melhor equilíbrio entre complexidade geométrica e custo-benefício em escala.
- Se seu foco principal é criar peças altamente complexas, únicas ou personalizadas com liberdade de projeto quase ilimitada: Os métodos de Manufatura Aditiva, como SLM ou EBM, são a escolha ideal.
Compreender essas poderosas alternativas permite que você selecione a ferramenta certa para fabricar peças que atendam às demandas de desempenho e complexidade muito além do alcance dos métodos convencionais.
Tabela Resumo:
| Técnica | Vantagem Principal | Ideal Para |
|---|---|---|
| Prensagem Isostática a Quente (HIP) | 100% Densidade Teórica | Componentes críticos aeroespaciais/médicos |
| Sinterização por Plasma de Faísca (SPS) | Consolidação Rápida, Crescimento Mínimo de Grão | Nanomateriais, cerâmicas avançadas |
| Moldagem por Injeção de Metal (MIM) | Geometrias Complexas em Alto Volume | Peças pequenas e intrincadas (ex: dispositivos médicos) |
| Manufatura Aditiva (SLM/EBM) | Liberdade Geométrica Incomparável | Protótipos, implantes personalizados, estruturas leves |
Pronto para expandir os limites dos seus materiais?
A técnica correta de prensagem e sinterização é fundamental para alcançar a densidade, complexidade e desempenho que sua aplicação exige. Os especialistas da KINTEK são especializados em equipamentos de laboratório avançados e consumíveis para metalurgia do pó, ajudando você a selecionar a solução perfeita para seus materiais e objetivos específicos.
Nós fornecemos as ferramentas e a experiência para ajudá-lo a:
- Atingir densidade quase total com soluções HIP.
- Processar materiais avançados rapidamente com a tecnologia SPS.
- Produzir peças complexas e de alto volume de forma eficiente com MIM.
Vamos discutir como nossos equipamentos de laboratório especializados podem otimizar sua P&D e produção. Entre em contato com a KINTEK hoje mesmo para uma consulta!
Guia Visual