Sim, é possível reaquecer uma junta brasada, mas as consequências e a viabilidade dependem inteiramente do seu objetivo, das temperaturas envolvidas e da liga de brasagem específica utilizada. Seja para realizar um reparo, desmontar um componente ou conduzir um tratamento térmico pós-brasagem, o reaquecimento é uma operação comum, mas tecnicamente sensível, que exige controle preciso.
Reaquecer uma junta brasada é um procedimento padrão para reparo e desmontagem. No entanto, a chave para o sucesso é entender que cada ciclo de aquecimento altera a metalurgia fundamental da junta. O aquecimento descontrolado ou repetido pode degradar a integridade da junta, promovendo o crescimento de compostos frágeis na interface dos metais base e de enchimento.

A Metalurgia do Reaquecimento
Para tomar uma decisão informada, você deve primeiro entender o que acontece dentro da junta em temperaturas elevadas.
Princípios da Brasagem: Sólidus e Líquidus
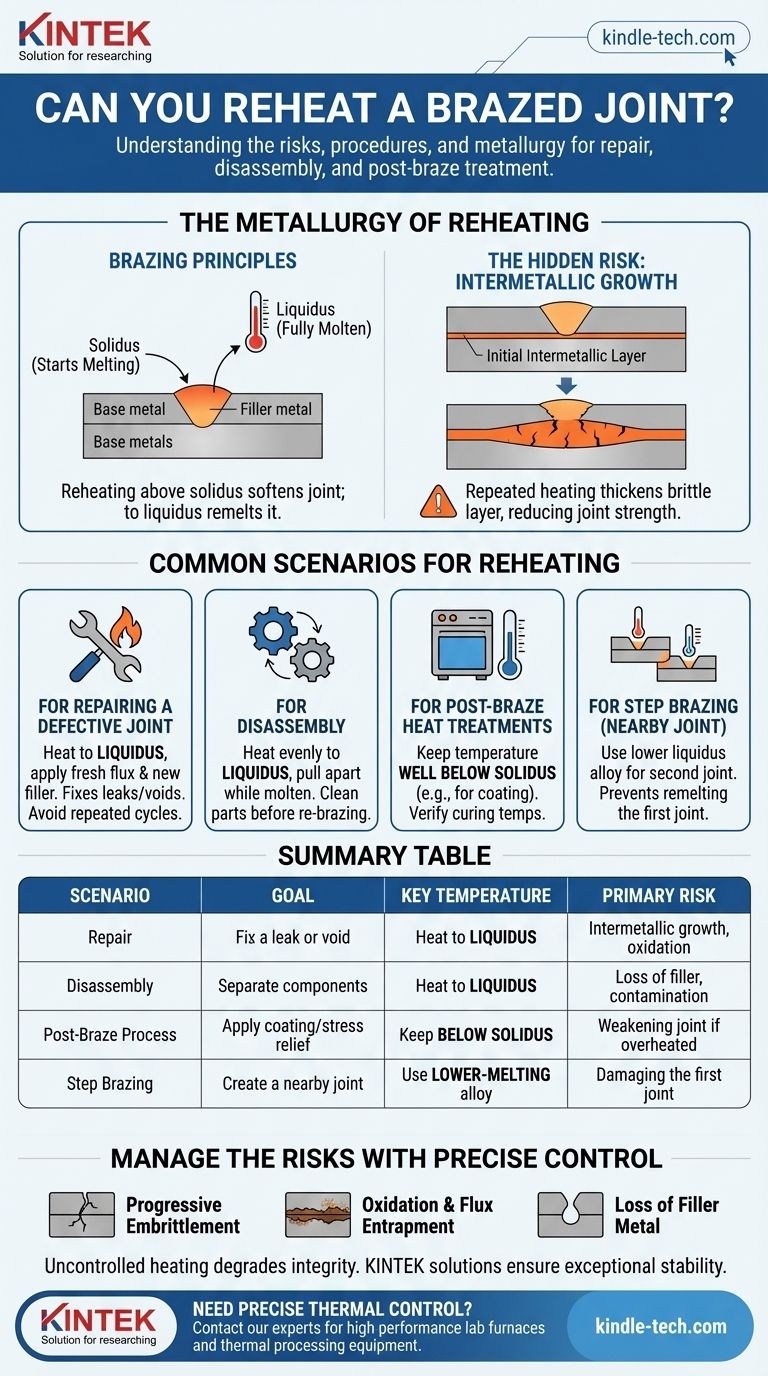
Uma junta brasada é formada quando um metal de enchimento é aquecido acima de seu ponto de fusão e atraído para uma lacuna entre os metais base por ação capilar.
Cada liga de brasagem possui duas temperaturas críticas: a sólidus, onde começa a derreter, e a líquidus, onde se torna totalmente líquida. A faixa entre elas é a "pastosa" ou faixa de fusão.
Reaquecer uma junta acima de sua temperatura sólidas fará com que ela amoleça e perca resistência. Reaquecê-la até sua temperatura líquidus permitirá que o metal de enchimento flua novamente, essencialmente refundindo a junta.
O Risco Oculto: Crescimento Intermetálico
Durante o processo inicial de brasagem, uma camada muito fina de um novo composto de metal misto, chamado intermetálico, forma-se onde o metal de enchimento e os metais base se encontram. Essa camada é essencial para uma ligação forte.
No entanto, essa camada intermetálica é mais dura e mais frágil do que o metal de enchimento ou os metais base. Cada vez que a junta é reaquecida por um período prolongado, essa camada pode crescer mais espessa, tornando toda a junta progressivamente mais frágil e suscetível a rachaduras sob estresse ou vibração.
Cenários Comuns para Reaquecer uma Junta
Sua razão para reaquecer a junta dita o procedimento correto e o nível de risco.
Para Reparar uma Junta Defeituosa
Esta é a razão mais comum para reaquecer. Se uma junta tiver um vazamento ou um vazio, muitas vezes pode ser reparada reaquecendo-a até a temperatura líquidus do enchimento para que a liga volte a fluir.
Para um reparo bem-sucedido, você deve aplicar fluxo fresco para limpar a junta e deslocar os óxidos. Também é comum adicionar uma pequena quantidade de novo metal de enchimento para garantir que a lacuna seja completamente preenchida. Esta é frequentemente uma solução viável de uso único.
Para Desmontagem de Componentes
Para desmontar um conjunto brasado, você deve aquecer toda a área da junta uniformemente até a temperatura líquidus do metal de enchimento.
Uma vez que o enchimento esteja totalmente fundido, os componentes podem ser separados. Esteja ciente de que as peças serão revestidas com o metal de enchimento antigo, que deve ser limpo mecânica ou quimicamente antes que possam ser re-brasadas.
Para Tratamentos Térmicos Pós-Brasagem
Processos como revestimento em pó ou alívio de tensões exigem que todo o conjunto seja aquecido em um forno. Isso é perfeitamente seguro, desde que a temperatura do forno permaneça bem abaixo da temperatura sólidas do metal de enchimento de brasagem.
Sempre verifique a temperatura de cura do revestimento e compare-a com o ponto sólidas especificado pelo fabricante do metal de enchimento.
Para Criar uma Junta Próxima (Brasagem em Etapas)
Quando você precisa brasar outra junta em estreita proximidade com uma existente, a melhor prática é a brasagem em etapas.
Esta técnica envolve o uso de uma liga de brasagem de alta temperatura para a primeira junta, seguida por uma liga diferente com uma temperatura líquidus mais baixa para a segunda junta. Isso permite que você forme a segunda junta sem aproximar a primeira de seu ponto de fusão.
Compreendendo as Trocas e os Riscos
Embora o reaquecimento seja possível, ele não está isento de riscos que você deve gerenciar cuidadosamente.
Embrittlement Progressivo
Como observado, o principal risco metalúrgico é o crescimento da camada intermetálica. Embora um único e rápido ciclo de reparo possa ter um efeito mínimo, múltiplos ciclos de reaquecimento quase certamente degradarão a ductilidade e a vida útil à fadiga da junta.
Oxidação e Aprisionamento de Fluxo
Reaquecer uma junta sem fluxo adequado ou atmosfera protetora causará a formação de óxidos na superfície do enchimento e dos metais base. Esses óxidos impedem que o enchimento se religue corretamente.
Aplicar muito calor muito rapidamente também pode "queimar" o fluxo, tornando-o inativo e potencialmente aprisionando resíduos corrosivos dentro da junta.
Perda de Metal de Enchimento
Quando você leva uma junta de volta à sua temperatura líquidus, o metal de enchimento fluirá. Se a peça estiver orientada incorretamente ou o aquecimento for irregular, a liga pode escorrer para fora da junta, criando vazios e enfraquecendo a conexão.
Fazendo a Escolha Certa para o Seu Objetivo
Sua abordagem deve ser ditada pelo seu objetivo específico de engenharia ou manutenção.
- Se o seu foco principal é o reparo: Reaqueça a junta até a líquidus, aplique fluxo fresco e adicione uma pequena quantidade de novo enchimento, mas evite ciclos de reparo repetidos na mesma junta.
- Se o seu foco principal é a desmontagem: Aqueça a área da junta uniformemente até a temperatura líquidus do enchimento e separe os componentes enquanto a liga estiver totalmente fundida.
- Se você estiver realizando um processo pós-brasagem (como revestimento): Certifique-se de que a temperatura do processo permaneça sempre com segurança abaixo da temperatura sólidus da liga de brasagem.
- Se você estiver projetando um conjunto com múltiplas juntas: Proativamente, projete para o sucesso usando a técnica de brasagem em etapas com ligas de pontos de fusão sequencialmente mais baixos.
Ao compreender esses princípios básicos, você pode gerenciar o processo de reaquecimento para atingir seu objetivo sem comprometer a integridade a longo prazo do seu conjunto.
Tabela Resumo:
| Cenário | Objetivo | Temperatura Chave | Risco Principal |
|---|---|---|---|
| Reparo | Corrigir um vazamento ou vazio | Aquecer até a líquidus do metal de enchimento | Crescimento intermetálico, oxidação |
| Desmontagem | Separar componentes | Aquecer até a líquidus do metal de enchimento | Perda de metal de enchimento, contaminação da peça |
| Processo Pós-Brasagem | Aplicar revestimento ou alívio de tensão | Manter abaixo da sólidus do metal de enchimento | Enfraquecimento da junta se superaquecida |
| Brasagem em Etapas | Criar uma junta próxima | Usar uma liga com ponto de fusão mais baixo | Danos à primeira junta |
Precisa de controle térmico preciso para seus processos de brasagem e pós-brasagem?
Na KINTEK, somos especialistas em fornos de laboratório de alto desempenho e equipamentos de processamento térmico que fornecem o aquecimento preciso e uniforme necessário para brasagem, reparo e tratamento térmico bem-sucedidos. Nossas soluções ajudam você a evitar os riscos de crescimento intermetálico e oxidação, proporcionando excepcional estabilidade e controle de temperatura.
Seja em P&D, fabricação ou manutenção, o equipamento da KINTEK é projetado para atender às exigências rigorosas do trabalho metalúrgico. Entre em contato com nossos especialistas térmicos hoje para encontrar o forno perfeito para suas aplicações específicas de brasagem e garantir a integridade de seus conjuntos críticos.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
