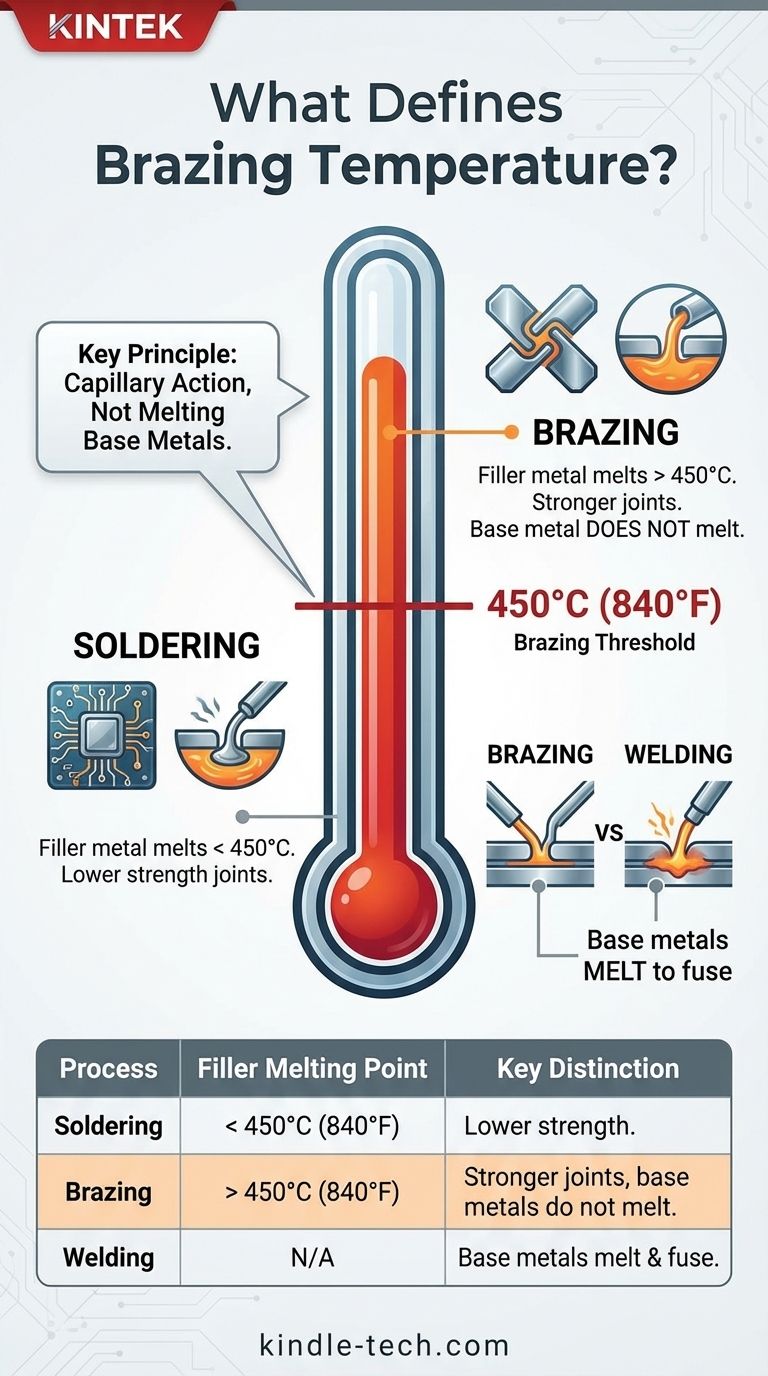
A brasagem é definida por um limiar de temperatura específico. De acordo com a American Welding Society (AWS) e padrões internacionais, um processo de união de metais é considerado brasagem quando utiliza um metal de adição que funde a uma temperatura acima de 450°C (840°F). Crucialmente, este processo aquece os metais base, mas nunca os funde, garantindo que sua estrutura fundamental permaneça intacta.
A marca de 450°C (840°F) é a linha divisória padrão da indústria entre brasagem e soldagem. O verdadeiro princípio da brasagem, no entanto, não é uma temperatura específica, mas o ato de unir metais usando um metal de adição fundido sem derreter os materiais base.
Brasagem vs. Soldagem: A Divisão Crítica de Temperatura
A distinção entre brasagem e soldagem não é arbitrária. É uma classificação baseada nas capacidades e características dos metais de adição e das juntas resultantes.
A Convenção de 450°C (840°F)
Esta temperatura é o limiar universalmente aceito que separa a soldagem da brasagem. Se o metal de adição tiver um liquidus (a temperatura na qual está totalmente fundido) abaixo deste ponto, o processo é soldagem. Se o liquidus estiver acima deste ponto, o processo é brasagem.
Por Que Esta Temperatura Importa
Esta distinção está diretamente relacionada à resistência da junta. Os metais de adição usados na brasagem são metalurgicamente diferentes das soldas, criando juntas que são substancialmente mais fortes e mais adequadas para aplicações de alta tensão ou alta temperatura. As juntas soldadas, embora úteis, oferecem uma resistência mecânica significativamente menor.
Além do Limiar: O Que Define a Temperatura Real de Brasagem?
Embora 450°C seja o limiar mínimo, a maioria das operações de brasagem ocorre em temperaturas muito mais altas. A temperatura exata é ditada inteiramente pelos materiais envolvidos.
O Papel do Metal de Adição
A temperatura específica de brasagem é determinada pelo ponto de fusão da liga do metal de adição. Diferentes ligas são escolhidas com base nos metais base que estão sendo unidos e nas propriedades desejadas da junta final.
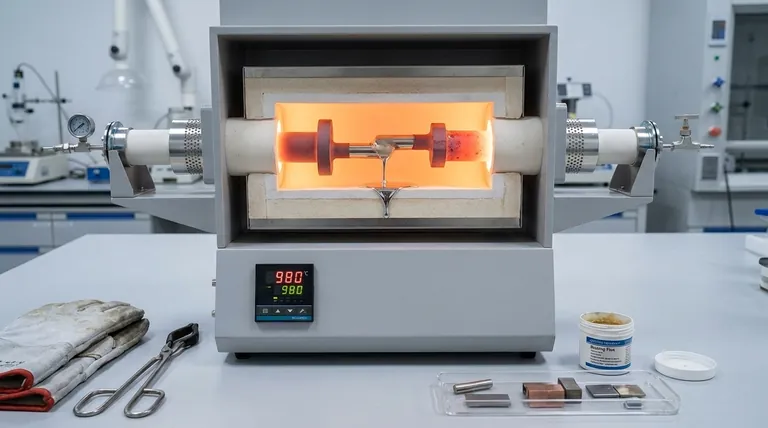
Por exemplo, as ligas de brasagem comuns à base de prata fundem entre 620°C e 845°C (1150°F e 1550°F). A brasagem de cobre de aço é frequentemente realizada em um forno a cerca de 1120°C (2050°F).
A Importância da Ação Capilar
A brasagem funciona por ação capilar, onde o metal de adição fundido é puxado para a fenda estreita entre os metais base. O conjunto deve ser aquecido a uma temperatura ligeiramente acima do ponto de fusão do metal de adição para garantir que ele flua completamente e forme uma ligação forte e contínua.
Como a Brasagem Difere da Soldagem
É vital não confundir brasagem com soldagem. A soldagem funciona derretendo os próprios metais base, fazendo com que se fundam, muitas vezes com a adição de um material de adição. A brasagem nunca derrete os metais base, tornando-a um processo menos termicamente agressivo.
Compreendendo as Compensações
Escolher uma temperatura de brasagem não é apenas uma questão de atender a uma definição; é uma questão de equilibrar os requisitos técnicos e as desvantagens potenciais.
Entrada de Calor e Distorção
Temperaturas de brasagem mais altas introduzem mais energia térmica no conjunto. Isso pode alterar as propriedades dos metais base (por exemplo, desfazendo um tratamento térmico anterior) ou causar empenamento e distorção, o que é uma preocupação crítica para componentes de precisão.
Seleção e Custo do Metal de Adição
A escolha do metal de adição dita a temperatura, o que por sua vez afeta o custo e o desempenho. As ligas de brasagem de prata de baixa temperatura são frequentemente mais caras do que os metais de adição de cobre de alta temperatura, mas reduzem o risco de danos térmicos às peças base.
Resistência da Junta e Temperatura de Serviço
A temperatura de brasagem está ligada ao desempenho da junta final. Ligas de brasagem de alta temperatura (como metais de adição à base de níquel) são tipicamente usadas para criar juntas que devem operar de forma confiável em ambientes de alta temperatura, como em um motor a jato.
Como Aplicar Isso ao Seu Projeto
Use o limiar de temperatura como um guia para selecionar o processo correto para seu objetivo específico.
- Se seu foco principal é unir componentes sensíveis ao calor ou minimizar a distorção: Explore a soldagem ou ligas de brasagem de baixa temperatura que operam logo acima do limiar de 450°C.
- Se seu foco principal é atingir a máxima resistência da junta para aplicações estruturais: Você precisará de ligas de brasagem de alta temperatura, como metais de adição à base de cobre ou níquel, que exigem controle de forno em temperaturas bem acima de 1000°C.
- Se seu foco principal é simplesmente diferenciar entre processos: Lembre-se da regra — se o metal de adição funde abaixo de 450°C, é soldagem; se funde acima de 450°C sem derreter o metal base, é brasagem.
Compreender este princípio central permite que você selecione o processo de união correto com base nas propriedades do material e nos requisitos de desempenho.
Tabela Resumo:
| Processo | Ponto de Fusão do Metal de Adição | Distinção Chave |
|---|---|---|
| Soldagem | Abaixo de 450°C (840°F) | Juntas de menor resistência para aplicações menos exigentes. |
| Brasagem | Acima de 450°C (840°F) | Juntas mais fortes; os metais base são aquecidos, mas NÃO derretidos. |
| Solda | N/A (Metais base derretem) | Os metais base são derretidos para se fundirem. |
Pronto para obter juntas brasadas perfeitas e de alta resistência? O controle preciso da temperatura de um forno de laboratório KINTEK é essencial para uma brasagem bem-sucedida, garantindo que seu metal de adição flua corretamente sem danificar seus materiais base. Quer você esteja trabalhando com componentes sensíveis ou ligas de alta temperatura, nossos especialistas podem ajudá-lo a selecionar o equipamento ideal para seu projeto. Entre em contato com a KINTEK hoje para discutir seus desafios específicos de união de metais e descobrir como nossas soluções de laboratório podem aprimorar seus resultados.
Guia Visual
Produtos relacionados
- Forno de Tubo de Quartzo de Laboratório de 1700℃ com Forno Tubular de Tubo de Alumina
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno Vertical de Grafitação a Vácuo de Alta Temperatura
- Forno Tubular Dividido de 1200℃ com Tubo de Quartzo Forno Tubular Laboratorial
- Forno de Tratamento Térmico a Vácuo de Molibdênio
As pessoas também perguntam
- Qual é a pressão em um forno tubular? Limites Essenciais de Segurança para o Seu Laboratório
- Para que serve um forno tubular? Aquecimento de Precisão para Síntese e Análise de Materiais
- Quais são os benefícios de um forno tubular? Alcance Controle Superior de Temperatura e Atmosfera
- Como são chamados os tubos em um forno? Compreendendo o Papel do Tubo de Trabalho
- Qual é a temperatura de alta temperatura do tubo de cerâmica? De 1100°C a 1800°C, Escolha o Material Certo



















