
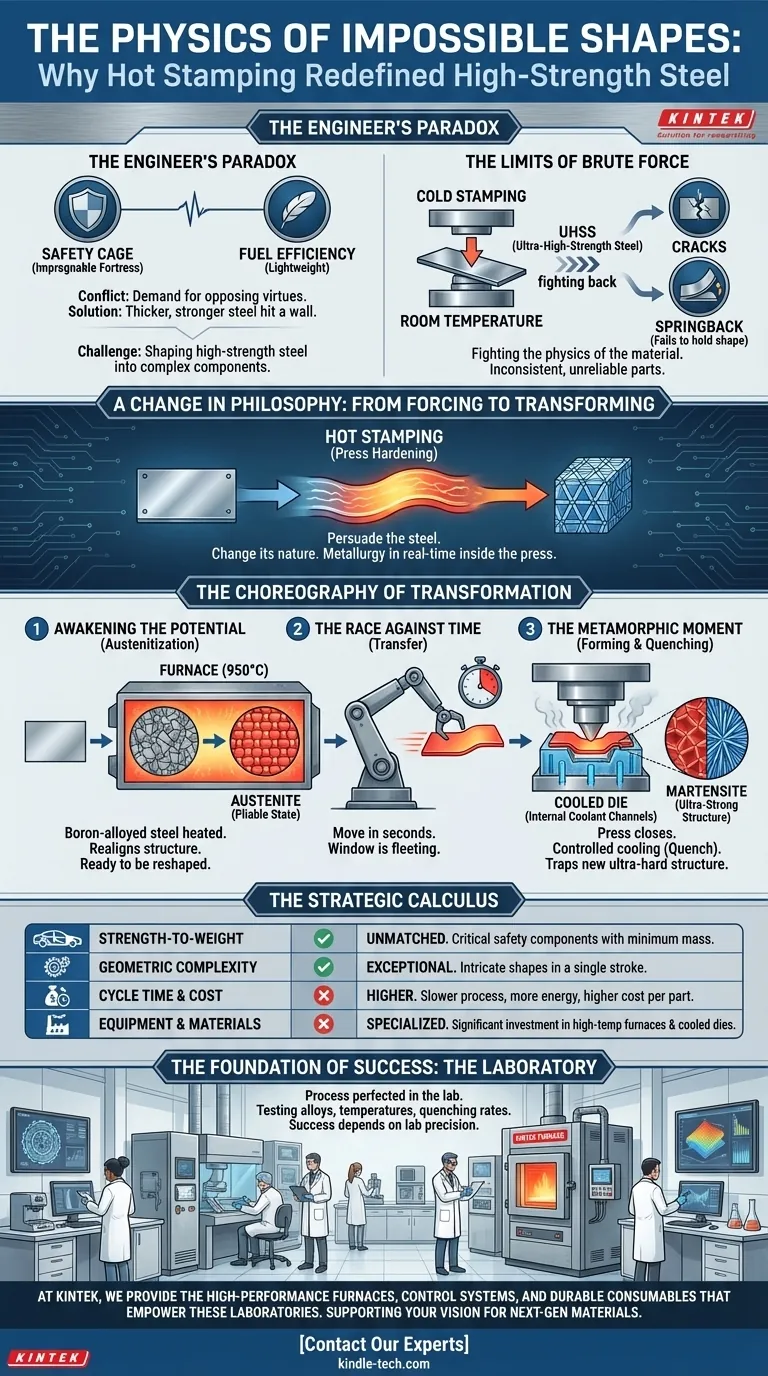
O Paradoxo do Engenheiro
Todo engenheiro lida com um conflito fundamental: a exigência de virtudes opostas num único objeto. No design automóvel, este paradoxo é implacável. A gaiola de segurança de um carro deve ser uma fortaleza impenetrável para proteger os seus ocupantes, mas o próprio carro deve ser o mais leve possível para alcançar a eficiência de combustível.
Durante décadas, a solução foi simplesmente usar aço mais espesso e resistente. Mas essa abordagem atingiu um muro. Não se pode simplesmente continuar a adicionar peso. O verdadeiro desafio não era apenas fazer aço mais forte, mas moldar esse aço incrivelmente forte nos componentes complexos e precisos que um veículo moderno exige.
Os Limites da Força Bruta
A fabricação tradicional depende da estampagem a frio. Pega-se numa chapa de aço à temperatura ambiente e utiliza-se uma força imensa para a pressionar em forma. É rápido, eficiente e funciona lindamente para peças standard.
Mas quando se tenta isto com Aço de Ultra Alta Resistência (UHSS), o material resiste. O aço é tão resistente à deformação que racha sob a tensão ou, de forma mais subtil, "salta para trás"—retornando parcialmente à sua forma plana original após a prensa libertar.
Isto não é apenas um inconveniente menor; é uma falha fundamental do processo. As peças são inconsistentes, não confiáveis, e o design que aperfeiçoou no software torna-se uma impossibilidade física na linha de produção. Está a lutar contra a física do material.
Uma Mudança de Filosofia: De Forçar a Transformar
A estampagem a quente, ou endurecimento por prensagem, nasce de uma filosofia diferente. Em vez de lutar contra o aço, persuade-se. Muda-se a sua natureza inteiramente para alcançar o objetivo.
A ideia central é simples, mas profunda: aquecer o aço até que se torne macio e maleável, moldá-lo com facilidade e, em seguida, fixar uma nova estrutura interna muito mais forte durante o processo de arrefecimento. Não se trata apenas de conformar metal; trata-se de realizar metalurgia em tempo real, dentro da própria prensa.
A Coreografia da Transformação
O processo é um balé preciso e de alto risco de calor, tempo e pressão. Cada passo é crítico para o resultado final.
Passo 1: Despertar o Potencial (Austenização)
Começa com uma chapa em branco de aço especializado, ligado a boro. Não é aço comum; é projetado para responder a este tratamento exato. A chapa é colocada num forno e aquecida a cerca de 950°C. A esta temperatura, a sua estrutura cristalina interna realinha-se num estado uniforme e maleável chamado austenita. O aço agora brilha em brasa, a sua identidade de vontade forte apagada, pronto para ser remodelado.
Passo 2: A Corrida Contra o Tempo (Transferência)
Uma vez totalmente austenitizada, a chapa deve ser movida do forno para a prensa de estampagem em segundos. Esta é frequentemente uma tarefa frenética e precisa de um braço robótico. Demasiado lento, e a chapa arrefece, perdendo a sua maleabilidade. A janela de oportunidade é fugaz.
Passo 3: O Momento Metamórfico (Conformação e Têmpera)
É aqui que a magia acontece. A prensa fecha-se, moldando a chapa macia. Mas a matriz em que é prensada não é passiva; está percorrida por canais internos que circulam refrigerante. À medida que a peça é formada, a matriz extrai simultaneamente e rapidamente calor.
Este arrefecimento violento e controlado—a têmpera—é o que transforma o aço. A estrutura da austenita não tem tempo de reverter para o seu estado anterior. Em vez disso, fica presa, reformando-se numa estrutura cristalina incrivelmente dura e semelhante a agulhas chamada martensita.
A peça emerge da prensa não apenas moldada, mas fundamentalmente alterada. É agora ultrarresistente, tendo passado por uma metamorfose completa.
O Cálculo Estratégico: Uma Avaliação Sóbria
Este processo elegante não é uma solução universal. É uma ferramenta especializada para um trabalho específico e exigente. A decisão de o utilizar é estratégica, equilibrando as suas poderosas vantagens contra os seus custos inerentes.
| Aspeto | Análise |
|---|---|
| Relação Resistência-Peso | Inigualável. Cria peças para componentes de segurança críticos (pilares A/B, calhas do tejadilho) que proporcionam proteção máxima com massa mínima. |
| Complexidade Geométrica | Excecional. Permite aos designers criar formas intrincadas num único golpe, consolidando várias peças mais simples numa só. |
| Tempo de Ciclo e Custo | Mais Elevado. A fase de aquecimento torna o processo mais lento e mais intensivo em energia do que a estampagem a frio, aumentando o custo por peça. |
| Equipamento e Materiais | Especializado. Requer um investimento de capital significativo em fornos de alta temperatura e matrizes de prensa complexas e internamente arrefecidas. |
A Base do Sucesso: O Laboratório
Antes que uma única peça seja estampada numa linha de produção de milhões de dólares, todo o processo nasce, é testado e aperfeiçoado no laboratório de ciência de materiais. É aqui que o verdadeiro trabalho acontece.
Engenheiros no laboratório testam meticulosamente novas ligas de aço de boro, determinando a temperatura e o tempo exatos necessários para alcançar a austenização completa. Realizam simulações e testes em pequena escala para aperfeiçoar as taxas de têmpera, sabendo que arrefecer demasiado rápido pode causar fragilidade, enquanto arrefecer demasiado devagar não atingirá a resistência desejada.
É aqui que um forno de alta temperatura não é apenas um aquecedor, mas um instrumento de descoberta. Onde os sistemas de controlo de temperatura não são apenas para regulação, mas para garantir a repetibilidade absoluta que a produção em escala industrial exige. O sucesso da linha de produção é um reflexo direto da precisão e fiabilidade do equipamento de laboratório que desenvolveu o processo.
Na KINTEK, fornecemos os fornos de alto desempenho, sistemas de controlo e consumíveis duráveis que capacitam estes laboratórios a expandir os limites da ciência de materiais. Aperfeiçoar um processo tão exigente como a estampagem a quente requer equipamento em que se possa confiar implicitamente.
Se está a desenvolver a próxima geração de materiais de alta resistência e processos de fabrico, temos as ferramentas para apoiar a sua visão. Contacte Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina Automática de Prensagem a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida Automática com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas Prensagem Quente de Laboratório Manual Dividida
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina Manual de Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório
Artigos relacionados
- Revelando a versatilidade das prensas de laboratório aquecidas: Um guia completo
- Como escolher uma prensa a quente para laboratório
- Compreender a importância e as aplicações das prensas de laboratório
- Um guia detalhado sobre prensas de laboratório e produção de pastilhas de KBr
- Guia completo para máquinas de prensagem a quente e consumíveis essenciais


















