
A Tirania do Vazio
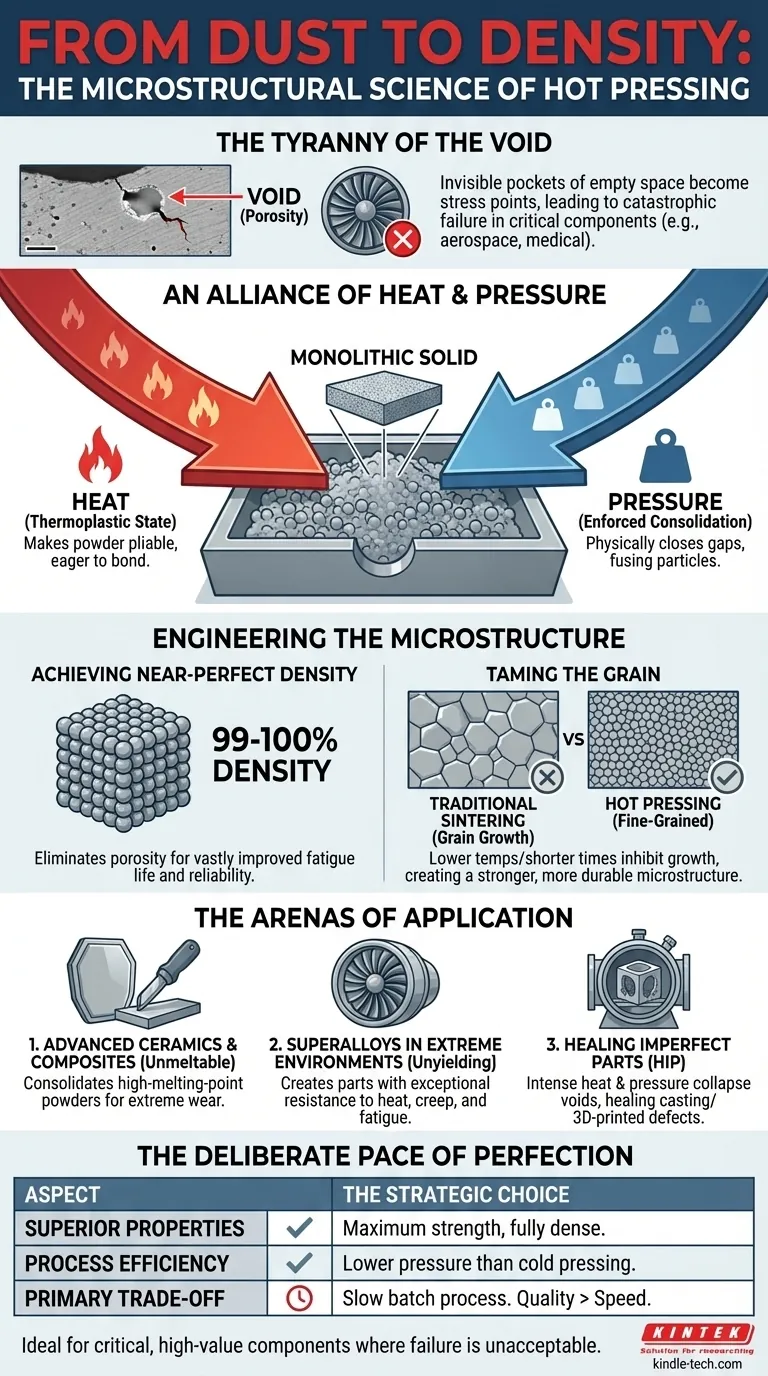
Imagine uma pá de turbina dentro de um motor a jato. Ela gira milhares de vezes por minuto, suportando temperaturas que derreteriam aço e forças que poderiam rasgar um carro. Seu maior inimigo não é o estresse visível, mas o invisível: uma bolsa microscópica de espaço vazio, um vazio não maior que um grão de sal, preso no metal durante sua criação.
Essa minúscula bolha de nada se torna um ponto de concentração de estresse. Sob condições extremas, uma rachadura começa ali. A rachadura cresce. O resultado é uma falha catastrófica.
Este não é apenas um problema para a indústria aeroespacial. Em blindagens, ferramentas de corte e implantes médicos, o desafio de engenharia mais profundo é frequentemente a luta contra os vazios internos. A porosidade é o inimigo do desempenho, uma falha imprevisível que compromete a integridade de um projeto, de outra forma, perfeito.
Uma Aliança de Calor e Pressão
Como eliminar algo que é, por definição, espaço vazio? Você não pode usiná-lo. Você deve reengenhar fundamentalmente a estrutura interna do material. Este é o propósito da prensagem a quente.
Ao contrário da fabricação convencional, onde uma peça é primeiro prensada a frio e depois aquecida (sinterizada), a prensagem a quente aplica energia térmica e mecânica *simultaneamente*.
A lógica é simples, mas profunda. O calor coloca os pós constituintes do material em um estado termoplástico, tornando-os maleáveis e prontos para se ligarem. A pressão, então, torna-se incrivelmente eficaz, fechando fisicamente as lacunas entre as partículas e forçando-as a se fundirem em um único sólido monolítico.
Não é meramente formar uma forma; é um processo de consolidação forçada no nível granular.
Engenharia da Microestrutura
A verdadeira elegância da prensagem a quente reside no controle que ela oferece sobre a arquitetura interna final do material. Esse controle se manifesta de duas maneiras críticas.
Alcançando Densidade Quase Perfeita
O resultado principal é a eliminação sistemática da porosidade. Ao espremer o material enquanto ele está quente e macio, o processo pode atingir 99-100% da densidade máxima teórica do material.
Essa diferença de "1%" é tudo. Uma peça que é 99,9% densa não tem apenas 10% mais resistência do que uma peça que é 90% densa; sua vida útil à fadiga e resistência à falha podem ser ordens de magnitude maiores. Transforma o material de um componente confiável em um componente quase perfeito.
Domando o Grão
A resistência do material também é ditada por sua estrutura de grãos. Geralmente, grãos menores e mais uniformes levam a maior resistência e dureza.
A sinterização tradicional em alta temperatura pode causar o crescimento dos grãos, enfraquecendo a peça final. Como a prensagem a quente é tão eficiente, ela pode ser realizada em temperaturas mais baixas e por períodos mais curtos. Isso inibe o crescimento indesejado de grãos, resultando em uma microestrutura de grãos finos que é inerentemente mais forte e mais durável.
As Arenas de Aplicação
Essa busca pela perfeição microestrutural significa que a prensagem a quente é o método escolhido quando o desempenho é inegociável.
1. O Infundível: Cerâmicas Avançadas e Compósitos
Materiais como nitreto de silício ou carbeto de boro têm pontos de fusão incrivelmente altos e não podem ser fundidos como metais. A prensagem a quente é um método principal para consolidar seus pós em formas totalmente densas para aplicações extremas, como blindagem cerâmica, ferramentas de corte de alta velocidade e componentes de desgaste industrial.
2. O Inflexível: Superligas em Ambientes Extremos
Os setores aeroespacial e de energia dependem de superligas para peças que devem sobreviver a condições infernais. A prensagem a quente e sua variante, Prensagem Isostática a Quente (HIP), consolidam pós de superligas em pás de turbina e componentes de motores com excepcional resistência ao calor, fluência e fadiga.
3. A Segunda Chance: Curando Peças Imperfeitas
Talvez um dos usos mais poderosos da tecnologia seja corrigir componentes feitos por outros métodos. Uma peça fundida de metal ou impressa em 3D pode ser submetida a um ciclo de HIP. O calor e a pressão intensos colapsam quaisquer vazios internos, curando a peça de dentro para fora e aumentando dramaticamente sua confiabilidade e vida útil.
O Ritmo Deliberado da Perfeição
Escolher um processo de fabricação é uma decisão psicológica tanto quanto de engenharia. É uma escolha sobre o que você mais valoriza. A prensagem a quente representa um compromisso com a certeza em vez da velocidade.
| Aspecto | A Escolha Estratégica |
|---|---|
| Propriedades Superiores | O objetivo principal. Cria peças totalmente densas e de grãos finos para máxima resistência. |
| Eficiência do Processo | Requisitos de pressão mais baixos do que a prensagem a frio podem significar equipamentos menores. |
| Principal Compromisso | Um processo em lote lento. Você está trocando alta produção por qualidade final. |
Não é a ferramenta certa para fazer milhões de peças simples. É a ferramenta certa para fazer algumas peças críticas perfeitamente. Isso a torna ideal para desenvolvimento em escala de laboratório e produção de componentes de alto valor e alto desempenho, onde a falha seria inaceitavelmente custosa.
A Escolha pela Certeza
Em última análise, a decisão de usar a prensagem a quente é uma decisão de eliminar a variável oculta. É um reconhecimento de que os maiores riscos muitas vezes residem nas imperfeições microscópicas que não podemos ver. Ao aplicar calor e pressão em conjunto, podemos transformar uma coleção solta de pó em um componente sólido e livre de vazios, projetado para confiabilidade absoluta.
Na KINTEK, fornecemos os equipamentos de laboratório especializados e os sistemas de prensagem a quente que capacitam pesquisadores e engenheiros a alcançar esse nível de perfeição de material. Se o seu objetivo é desenvolver materiais que ultrapassem os limites de desempenho e confiabilidade, você precisa de ferramentas projetadas para esse propósito específico.
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
Artigos relacionados
- Prensa hidráulica a quente: Princípios, componentes, caraterísticas, vantagens e aplicações
- A Física Invisível da Perfeição: Dominando Calor, Pressão e Tempo
- Guia completo para máquinas de prensagem a quente
- Como escolher uma prensa a quente para laboratório
- Um guia completo para máquinas de prensagem a quente: Funcionalidade, aplicação, características, princípios, classificação e requisitos técnicos


















