
A Busca Pelo Sólido Perfeito
Na ciência dos materiais, o objetivo final é muitas vezes o controlo. Não apenas moldar um material, mas ditar a sua arquitetura interna até ao nível atómico.
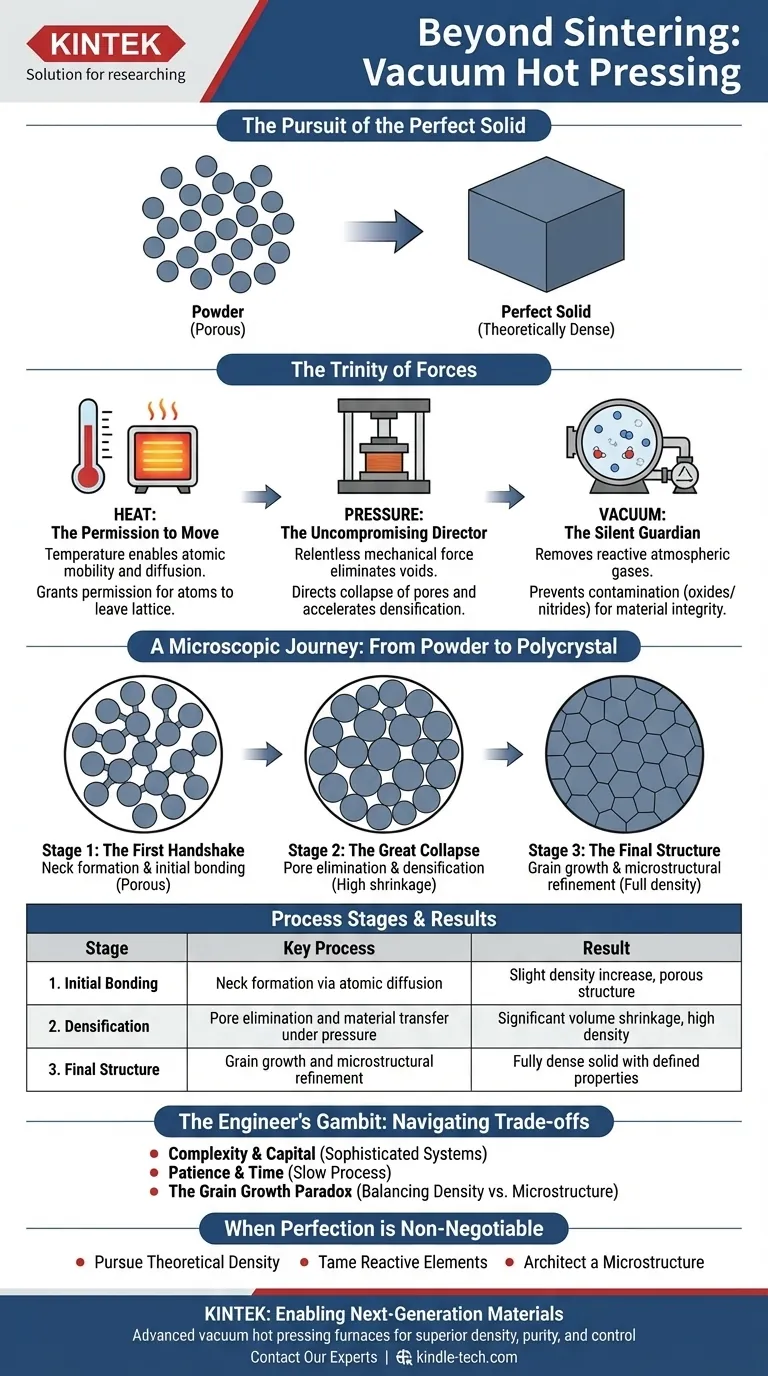
Quando se começa com um pó fino, depara-se com um problema fundamental: o espaço vazio. As lacunas entre as partículas individuais são pontos de fraqueza, minúsculos vazios que podem tornar-se falhas catastróficas sob tensão.
Simplesmente derreter e fundir nem sempre é uma opção, especialmente para cerâmicas avançadas ou metais refratários. A solução é mais elegante. É um processo de persuasão e força, transformando uma coleção solta de pó num sólido monolítico e teoricamente denso. Este é o mundo da prensagem a quente a vácuo.
A Trindade das Forças
Dentro de um forno de prensagem a quente a vácuo, um material não é apenas aquecido; é refeito sob a influência de três forças sinérgicas. Cada uma desempenha um papel psicológico distinto em coagir as partículas a abandonar a sua individualidade e a fundir-se num todo unificado.
Calor: A Permissão para se Mover
A temperatura é o facilitador. Fornece a energia vibracional que liberta os átomos das suas posições rígidas na rede, tornando-os móveis. Pense nisso como conceder permissão aos átomos para deixarem as suas casas.
Esta mobilidade atómica permite a difusão — a migração lenta e deliberada de átomos através das fronteiras onde as partículas se tocam. Sem calor, nada acontece. Com ele, a base para a ligação é estabelecida.
Pressão: O Diretor Inflexível
Se o calor dá permissão, a pressão dá a ordem. A força mecânica externa é implacável. Empurra fisicamente as partículas umas contra as outras, eliminando os vazios grosseiros entre elas e maximizando os pontos de contacto.
A pressão acelera todo o processo. Impulsiona o colapso dos poros e acelera a transferência de material, alcançando um nível de densidade em minutos ou horas que poderia ser impossível apenas com calor. Transforma uma persuasão suave num mandato irresistível para consolidação.
Vácuo: O Guardião Silencioso
O terceiro elemento é o próprio ambiente. Um vácuo não é uma força ativa, mas sim protetora. Remove gases atmosféricos como oxigénio e nitrogénio, que são profundamente reativos a altas temperaturas.
Este ambiente imaculado evita a formação de óxidos ou nitretos quebradiços que contaminariam o material. Atua como um guardião silencioso, garantindo a integridade do processo e permitindo que o verdadeiro potencial do material seja realizado sem interferência química indesejada.
Uma Viagem Microscópica: De Pó a Policristalino
A transformação de um pó solto num sólido denso é uma viagem dramática e de várias etapas.
Etapa 1: O Primeiro Aperto de Mão
À medida que a temperatura sobe, as primeiras ligações são feitas. Nos pontos onde as partículas se tocam, pequenas pontes de átomos, ou "pescoços", começam a formar-se. Esta é a fase inicial de ligação, um aperto de mão hesitante entre vizinhos. A estrutura geral ainda é altamente porosa, mas o componente começou a ganhar uma coerência frágil.
Etapa 2: O Grande Colapso
À medida que a temperatura e a pressão são mantidas, o processo torna-se agressivo. Os átomos migram das fronteiras entre os grãos para preencher os vazios restantes. Os poros, outrora uma rede interligada, encolhem, tornam-se isolados e são sistematicamente aniquilados.
É aqui que ocorre a densificação mais significativa. O volume do componente encolhe visivelmente à medida que o espaço vazio é espremido até à inexistência.
Etapa 3: A Arquitetura Final
Na fase final, quase toda a porosidade desapareceu. A atividade principal muda para o crescimento de grão, onde grãos maiores e mais energeticamente estáveis se expandem consumindo os mais pequenos.
Esta é a fase mais delicada. O engenheiro deve controlar cuidadosamente o tempo e a temperatura para alcançar o tamanho de grão desejado, que dita diretamente as propriedades mecânicas como resistência, dureza e tenacidade à fratura. Demasiado crescimento de grão pode anular os benefícios da densidade total.
O Gambito do Engenheiro: Navegando os Compromissos
Este nível de controlo não vem sem os seus custos. Escolher a prensagem a quente a vácuo é uma decisão estratégica que envolve aceitar um conjunto único de desafios.
-
Complexidade e Capital: Estes fornos são sistemas sofisticados que requerem bombas de vácuo robustas, prensas hidráulicas precisas e controlos térmicos avançados. Representam um investimento significativo tanto em capital como em conhecimento operacional.
-
Paciência e Tempo: O processo é inerentemente lento. Ciclos cuidadosos de aquecimento, imersão sob pressão e arrefecimento controlado levam tempo. Este não é um método para fabrico de alto volume, mas sim para componentes de alto valor.
-
O Paradoxo do Crescimento de Grão: As mesmas condições que promovem a densidade perfeita — alta temperatura e tempo — também incentivam o crescimento de grão indesejado. O engenheiro está num ato de equilíbrio constante, impulsionando a densificação enquanto controla a microestrutura. É um jogo de otimização onde o sucesso é medido em mícrons.
| Etapa | Processo Chave | Resultado |
|---|---|---|
| 1. Ligação Inicial | Formação de pescoços entre partículas via difusão atómica | Leve aumento de densidade, estrutura porosa |
| 2. Densificação | Eliminação de poros e transferência de material sob pressão | Encolhimento significativo de volume, alta densidade |
| 3. Estrutura Final | Crescimento de grão e refino microestrutural | Sólido totalmente denso com propriedades mecânicas definidas |
Quando a Perfeição é Inegociável
Então, porquê abraçar esta complexidade? Porque para certas aplicações, não há alternativa. Escolhe-se a prensagem a quente a vácuo quando o desempenho do material é primordial.
- Para Perseguir a Densidade Teórica: Quando é necessário eliminar a última fração de um por cento de porosidade em cerâmicas de alto desempenho ou componentes de metalurgia do pó.
- Para Domar Elementos Reativos: Ao trabalhar com materiais como titânio, nióbio ou ligas avançadas que seriam arruinados pela exposição ao oxigénio a altas temperaturas.
- Para Arquitetar uma Microestrutura: Quando o objetivo é criar uma peça totalmente densa, mantendo o tamanho de grão excecionalmente fino para maximizar a resistência e a tenacidade.
Na KINTEK, compreendemos a busca pela perfeição material. Especializamo-nos no fornecimento de fornos avançados de prensagem a quente a vácuo que dão a investigadores e engenheiros o controlo de que necessitam. Os nossos sistemas são concebidos para gerir a delicada interação de calor, pressão e vácuo, permitindo a criação de materiais de próxima geração.
Se o seu trabalho exige densidade, pureza e controlo microestrutural superiores, fornecemos as ferramentas para forjar sólidos a partir de pó. Contacte os Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
- Forno de Prensagem a Quente a Vácuo Máquina de Prensagem a Vácuo Forno Tubular
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
- Prensa Térmica Hidráulica Elétrica a Vácuo para Laboratório
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
Artigos relacionados
- Guia completo para a aplicação do forno de prensagem a quente com vácuo
- O Gambito do Engenheiro: Por Que o Molibdênio Define o Forno a Vácuo Moderno
- Forjando a Perfeição no Vazio: A Física dos Materiais Ultra-Densos
- O Paradoxo da Pureza: Escolhendo o Coração do seu Forno de Prensagem a Quente a Vácuo
- A Arquitetura do Nada: Como um Forno a Vácuo Domina a Transformação de Materiais



















