
Um engenheiro aeroespacial olha para o projeto de uma nova pá de turbina. Ela deve suportar temperaturas infernais e estresse inimaginável. Um pesquisador biomédico segura a planta de um implante de quadril cerâmico; ele precisa ser impecavelmente liso e biocompatível, sem chance de falha.
Em ambos os mundos, o objetivo é o mesmo: transformar um simples pó em um objeto sólido de densidade quase perfeita.
O caminho para essa perfeição, no entanto, força uma escolha fundamental. É uma decisão que opõe paciência à força, custo ao desempenho e complexidade à escala. Essa é a escolha entre a sinterização convencional e a prensagem a quente.
O Conflito Central: Paciência vs. Força
Em sua essência, ambos os processos usam calor para convencer grãos individuais de pó a se unirem, formando uma massa sólida. A diferença filosófica e prática reside em uma única variável: pressão externa.
A sinterização convencional é um ato de paciência. Você compacta suavemente um pó em uma peça "verde", coloca-a em um forno e espera. Ao longo de horas, a energia térmica induz os átomos a migrar através das fronteiras dos grãos, fechando lentamente os espaços entre eles. É um processo elegante impulsionado inteiramente por calor e tempo.
A prensagem a quente é um ato de força. Ela pega o mesmo pó, mas em vez de induzi-lo, ela o obriga. O pó é aquecido e comprimido simultaneamente sob imensa pressão. Essa combinação não apenas acelera a difusão atômica; ela deforma fisicamente as partículas, forçando-as em qualquer vácuo disponível. É um processo ativado e assertivo que alcança em minutos o que a sinterização leva horas para fazer.
A Física da Criação: Dois Caminhos para um Sólido
Essa diferença fundamental — calor sozinho versus calor e pressão — cria dois caminhos distintos para a densificação, cada um com sua própria assinatura no material final.
A Arte Paciente da Sinterização
A sinterização é a ferramenta estabelecida da metalurgia do pó e da cerâmica.
- Processo: Uma peça pré-formada é aquecida abaixo de seu ponto de fusão.
- Mecanismo: Átomos se difundem através das fronteiras das partículas, impulsionados pela energia térmica.
- Cronograma: O processo é lento, muitas vezes exigindo ciclos de forno de várias horas.
Ela depende da vontade inata do material de se ligar quando aquecido. Sua eficácia é uma função da temperatura, tempo e do empacotamento inicial do pó.
A Força Assertiva da Prensagem a Quente
A prensagem a quente é a ferramenta do especialista, usada quando as melhores propriedades absolutas são necessárias.
- Processo: O pó é aquecido e compactado em uma única etapa dentro de uma matriz.
- Mecanismo: Uma combinação de difusão atômica acelerada e deformação plástica física.
- Cronograma: Excepcionalmente rápido, com a densificação geralmente completa em 3-10 minutos.
A pressão aplicada é um catalisador, diminuindo drasticamente o tempo e, às vezes, até mesmo a temperatura necessária para atingir um estado totalmente denso.
As Consequências Invisíveis de uma Escolha
A decisão de usar pressão não é apenas sobre velocidade. Ela altera fundamentalmente a microestrutura e o desempenho do componente final.
A Busca pela Perfeição: Densidade
A prensagem a quente atinge consistentemente densidades finais mais altas — muitas vezes se aproximando de 100% da densidade teórica do material. A pressão é implacavelmente eficiente em eliminar os poros finais e teimosos que podem permanecer após a sinterização convencional. Isso se traduz diretamente em propriedades mecânicas superiores, como resistência e dureza.
A Arquitetura da Resistência: Crescimento de Grãos
Como a prensagem a quente funciona em temperaturas mais baixas e por durações muito mais curtas, ela limita o crescimento de grãos. Uma estrutura de grãos mais fina é frequentemente mais forte e mais resistente. Isso a torna indispensável para cerâmicas de alto desempenho como carbeto de silício e nitreto de silício, que são notoriamente difíceis de densificar sem que seus grãos cresçam descontroladamente.
A Realidade das Restrições: Custo, Escala e Forma
Se a prensagem a quente produz resultados superiores, por que não é usada para tudo? Porque o desempenho existe em um mundo de restrições práticas e econômicas. A escolha é muitas vezes menos sobre o que é tecnicamente melhor e mais sobre o que é praticamente viável.
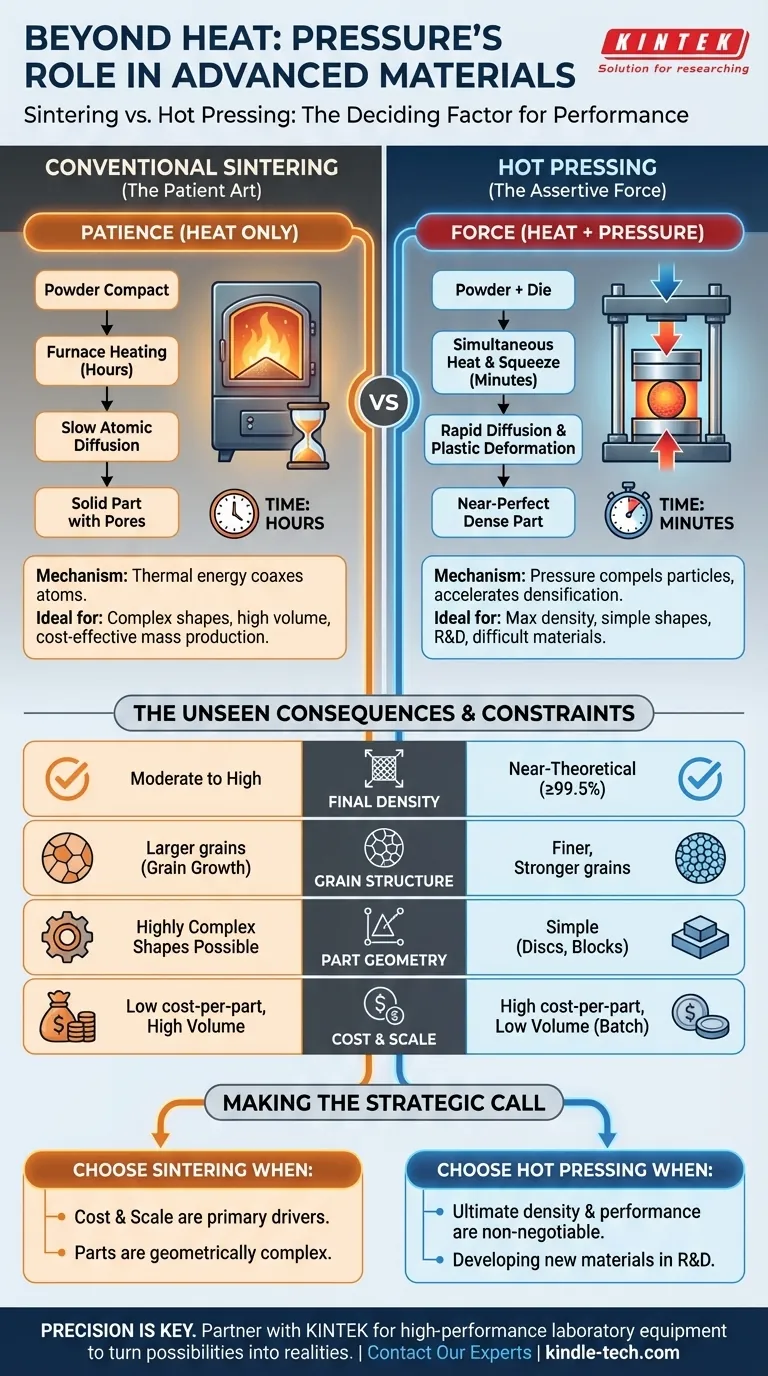
| Característica | Prensagem a Quente | Sinterização Convencional |
|---|---|---|
| Motor Principal | Calor & Alta Pressão | Apenas Calor |
| Densidade Final | Quase Teórica (≥99,5%) | Moderada a Alta |
| Geometria da Peça | Simples (discos, blocos) | Formas Altamente Complexas Possíveis |
| Custo & Escala | Alto custo por peça, baixo volume (processo em lote) | Baixo custo por peça, alto volume (produção em massa) |
| Aplicação Ideal | P&D, desempenho máximo, materiais difíceis de sinterizar | Produção em massa econômica, componentes intrincados |
Uma Prensa a Quente é uma máquina complexa e cara. As matrizes devem ser feitas de materiais exóticos como grafite para sobreviver às condições severas. Isso torna o custo por peça alto. Além disso, a pressão uniaxial limita a produção a formas simples. Você não pode prensar a quente uma engrenagem com dentes intrincados.
A sinterização convencional, especialmente quando combinada com métodos como moldagem por injeção de metal (MIM), se destaca na produção de milhares de peças geometricamente complexas a um baixo custo por peça.
Tomando a Decisão: Um Framework para Seu Objetivo
Em última análise, a escolha é estratégica. Você deve ponderar as demandas de sua aplicação contra as realidades de seu orçamento e escala de produção.
- Escolha Prensagem a Quente quando: A densidade e o desempenho mecânico mais altos absolutos são inegociáveis. Você está trabalhando com materiais difíceis de sinterizar ou desenvolvendo novos em um ambiente de laboratório onde velocidade e qualidade superam o custo.
- Escolha Sinterização Convencional quando: Você está fabricando peças geometricamente complexas em grandes volumes, e a relação custo-benefício é um fator principal.
Navegar nessas trocas requer não apenas conhecimento, mas as ferramentas de laboratório certas. Para pesquisadores e engenheiros que estão expandindo os limites da ciência dos materiais, ter acesso a equipamentos de alto desempenho de um provedor confiável como a KINTEK não é um luxo — é uma necessidade. A capacidade de controlar temperatura e pressão com precisão é o que transforma possibilidades teóricas em realidades físicas.
Se você está enfrentando essa decisão crítica para seu material ou aplicação, o primeiro passo é entender as capacidades de seu equipamento. Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas Prensagem Quente de Laboratório Manual Dividida
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Aquecida Automática com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas para Prensa Quente de Laboratório com Caixa de Vácuo
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório com Caixa de Vácuo
Artigos relacionados
- Guia completo para prensas hidráulicas a quente: Função, características e aplicações
- Guia completo para máquinas de prensagem a quente e consumíveis essenciais
- Por que suas peças compostas e poliméricas continuam falhando: O segredo é calor e pressão simultâneos
- Como escolher uma prensa a quente para laboratório
- Forjamento sob pressão: como o calor e a força simultâneos criam materiais de elite


















