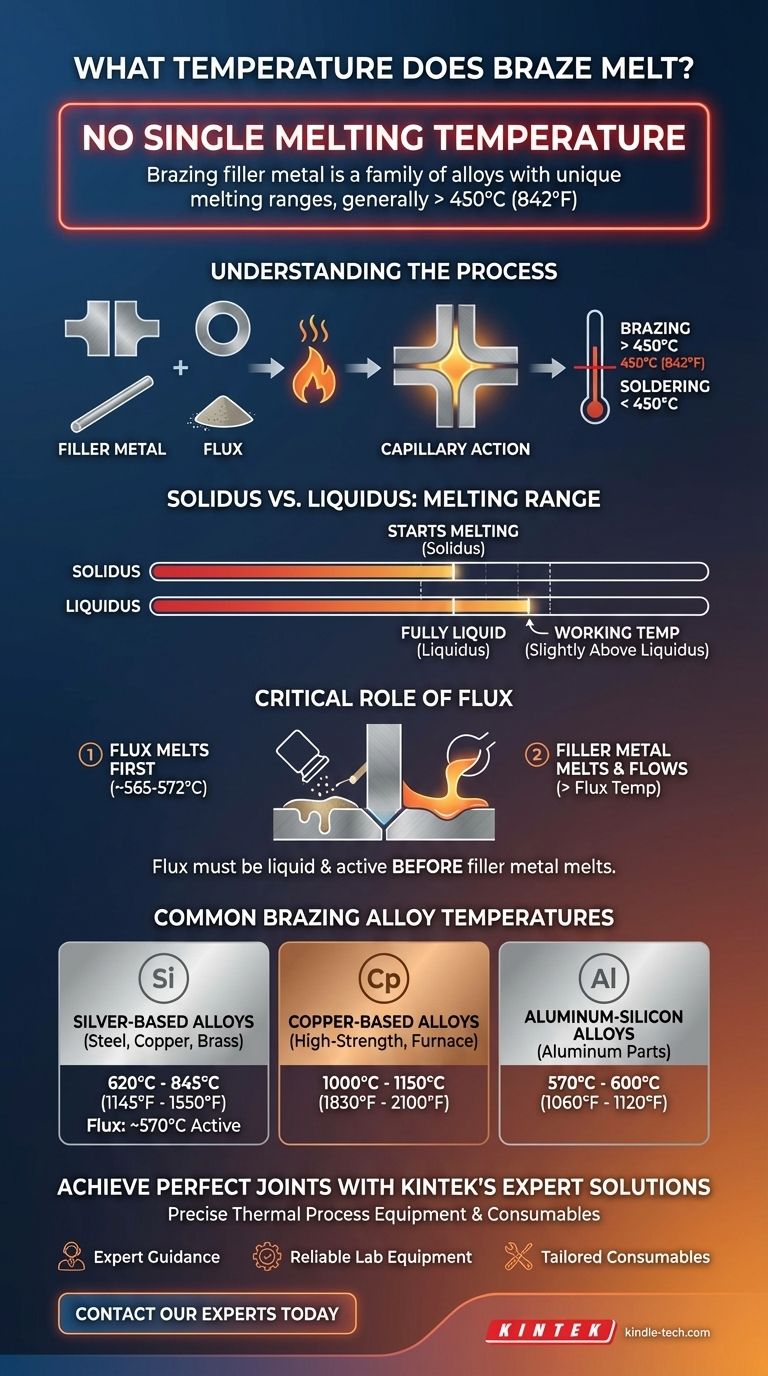
Não existe uma única temperatura de fusão para "brasagem". O metal de adição para brasagem é uma família de ligas, cada uma com uma faixa de fusão única projetada para aplicações específicas. Essas temperaturas geralmente começam acima de 450°C (842°F) e podem exceder 1100°C (2012°F), dependendo da composição da liga.
O conceito mais crítico a ser compreendido é que a brasagem envolve dois materiais diferentes com dois pontos de fusão diferentes: o fluxo e o metal de adição. Para uma junta bem-sucedida, o fluxo deve tornar-se ativo e líquido a uma temperatura abaixo do ponto de fusão do metal de adição.

Compreendendo o Processo de Brasagem
Para selecionar a temperatura correta, você deve primeiro distinguir entre os materiais e o próprio processo. O termo "brasagem" é frequentemente usado de forma imprecisa, levando à confusão.
A Temperatura Definidora da Brasagem
A brasagem é um processo de união de metais onde um metal de adição é aquecido acima do seu ponto de fusão e distribuído entre duas ou mais peças bem ajustadas por ação capilar. O padrão internacional que separa a brasagem de sua prima de baixa temperatura, a soldagem, é uma temperatura de processo de 450°C (842°F).
Qualquer processo que utilize um metal de adição que derreta abaixo desse limite é considerado soldagem.
Metal de Adição para Brasagem: Uma Liga, Não um Metal Puro
O material usado para criar a junta é um metal de adição para brasagem. Raramente são metais puros, mas sim ligas — uma mistura de dois ou mais elementos metálicos.
É por isso que não há uma única resposta para "a que temperatura a brasagem derrete?". Uma liga de prata-cobre-zinco derreterá a uma temperatura muito diferente de uma liga de cobre-fósforo.
Solidus vs. Liquidus: A Faixa de Fusão
Como os metais de adição são ligas, eles não derretem em um único ponto preciso. Eles derretem em uma faixa de temperatura.
- Solidus: A temperatura na qual a liga começa a derreter.
- Liquidus: A temperatura na qual a liga se torna totalmente líquida.
A temperatura de trabalho para brasagem é tipicamente um pouco acima da temperatura liquidus para garantir que a liga seja fluida o suficiente para fluir por ação capilar.
O Papel Crítico do Fluxo
A referência a uma faixa de fusão de 565-572°C (1049-1062°F) é para um tipo comum de fluxo de brasagem, não para o metal de adição em si. Compreender o fluxo é fundamental para entender todo o processo.
O que é Fluxo de Brasagem?
O fluxo é um composto químico aplicado à junta antes do aquecimento. Suas principais funções são limpar quaisquer óxidos dos metais base e do metal de adição, e proteger a junta da oxidação durante o aquecimento.
Sem uma fluxagem eficaz, o metal de adição fundido não pode "molhar" ou se ligar aos metais base, resultando em uma junta falha.
Por que o Fluxo Deve Derreter Primeiro
O fluxo deve estar líquido e quimicamente ativo antes que o metal de adição comece a derreter. Isso permite que ele execute sua função de limpeza, preparando uma superfície impecável para o metal de adição fundido fluir.
Se você estiver usando um fluxo que derrete em torno de 570°C, seu metal de adição escolhido deve derreter a uma temperatura mais alta, tipicamente acima de 620°C (1145°F).
Temperaturas Comuns de Ligas de Brasagem
Diferentes metais base e requisitos de aplicação exigem diferentes ligas de metal de adição e suas temperaturas correspondentes.
Ligas à Base de Prata (Solda de Prata)
Estas são extremamente comuns para unir metais dissimilares como aço, cobre e latão. Suas faixas de fusão estão tipicamente entre 620°C e 845°C (1145°F e 1550°F). Um fluxo ativo em torno de 570°C é perfeitamente adequado para essas ligas.
Ligas à Base de Cobre
Usadas para brasagem de aço, níquel e ligas de cobre, frequentemente em brasagem em forno. Estas têm pontos de fusão muito mais altos, frequentemente na faixa de 1000°C a 1150°C (1830°F a 2100°F). Elas exigem fluxos de alta temperatura.
Ligas de Alumínio-Silício
Projetadas especificamente para brasagem de ligas de alumínio. Estas têm uma faixa de fusão muito baixa, frequentemente 570°C a 600°C (1060°F a 1120°F), que é logo abaixo do ponto de fusão dos metais base de alumínio que estão sendo unidos.
Compreendendo as Vantagens e Desvantagens
Obter uma junta brasada forte requer uma estratégia precisa de gerenciamento térmico. Erros no controle de temperatura são uma causa primária de falha.
Incompatibilidade entre Metal de Adição e Fluxo
Este é o erro mais comum. Se o metal de adição derreter antes que o fluxo esteja ativo, a junta estará suja e a ligação falhará. Se a faixa ativa do fluxo estiver muito abaixo do ponto de fusão do metal de adição, o fluxo pode queimar e perder sua eficácia antes que o metal de adição possa fluir.
Superaquecimento da Junta
Aplicar calor excessivo pode danificar os metais base, alterando suas propriedades metalúrgicas (por exemplo, recozendo ou enfraquecendo-os). Também pode vaporizar ou "queimar" o fluxo, deixando a junta desprotegida contra a oxidação no momento crítico.
Calor Insuficiente
Os metais base devem ser aquecidos até a temperatura de trabalho do metal de adição. Se apenas o metal de adição for derretido (um erro comum com um maçarico), ele não fluirá para a junta. O calor armazenado nos metais base circundantes é o que permite a ação capilar adequada.
Fazendo a Escolha Certa para o Seu Projeto
Seu objetivo determina a combinação certa de metal de adição, fluxo e temperatura.
- Se o seu foco principal é reparo ou fabricação de uso geral (aço, cobre, latão): Escolha uma liga de brasagem à base de prata e um fluxo correspondente, visando uma temperatura de processo entre 650°C e 800°C (1200°F - 1475°F).
- Se o seu foco principal é unir peças de alumínio: Você deve usar um metal de adição especializado de alumínio-silício e um fluxo de baixa temperatura correspondente, trabalhando em uma janela muito estreita em torno de 580°C (1075°F).
- Se o seu foco principal são juntas de alta resistência em aço em uma atmosfera controlada: Considere um metal de adição à base de cobre em uma operação de brasagem em forno, com temperaturas de processo excedendo 1100°C (2012°F).
Em última análise, a brasagem bem-sucedida depende de combinar a faixa ativa do seu fluxo com a faixa de fusão do seu metal de adição.
Tabela Resumo:
| Tipo de Metal de Adição para Brasagem | Faixa de Fusão Típica (°C) | Faixa de Fusão Típica (°F) | Aplicações Comuns |
|---|---|---|---|
| Ligas à Base de Prata | 620°C - 845°C | 1145°F - 1550°F | Juntas de aço, cobre, latão |
| Ligas à Base de Cobre | 1000°C - 1150°C | 1830°F - 2100°F | Aço de alta resistência, brasagem em forno |
| Ligas de Alumínio-Silício | 570°C - 600°C | 1060°F - 1120°F | União de peças de alumínio |
| Fluxo de Brasagem (Ativação) | ~565°C - 572°C | ~1049°F - 1062°F | Deve derreter antes do metal de adição |
Obtenha Juntas de Brasagem Perfeitas com as Soluções Especializadas da KINTEK
Selecionar o metal de adição e o fluxo de brasagem corretos é fundamental para a resistência e durabilidade da junta. A KINTEK é especializada no fornecimento de equipamentos de laboratório e consumíveis de alta qualidade para processos térmicos precisos, incluindo aplicações de brasagem. Nossa equipe pode ajudá-lo a identificar os materiais ideais e os parâmetros de temperatura para seus metais base específicos e requisitos de projeto.
Nós fornecemos:
- Orientação especializada na seleção de metal de adição e fluxo
- Equipamentos de laboratório confiáveis para controle preciso de temperatura
- Consumíveis adaptados às suas aplicações de brasagem
Deixe-nos ajudá-lo a otimizar seu processo de brasagem – Entre em contato com nossos especialistas hoje para suporte personalizado e soluções que garantem juntas fortes e confiáveis sempre.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados

