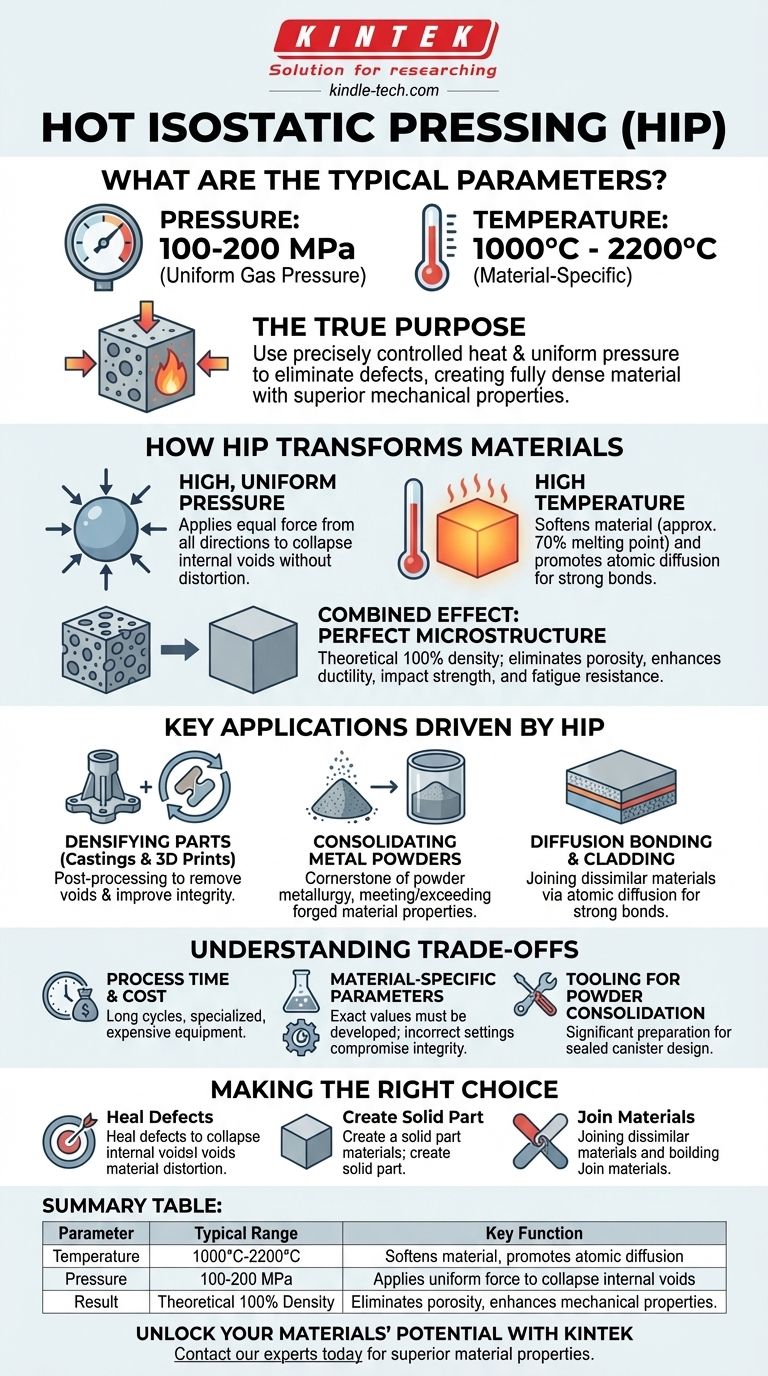
Os parâmetros típicos para prensagem isostática a quente (HIP) envolvem a aplicação de uma pressão de gás uniforme de 100 a 200 MPa a uma alta temperatura, geralmente entre 1000°C e 2200°C. Os valores exatos são cuidadosamente selecionados com base no material específico que está sendo processado e nas propriedades finais desejadas.
Os números específicos para temperatura e pressão são apenas parte da história. O verdadeiro propósito do HIP é usar uma combinação precisamente controlada de calor e pressão uniforme para eliminar defeitos internos, criando um material totalmente denso com propriedades mecânicas superiores que muitas vezes são impossíveis de alcançar por outros meios.

Como o HIP Transforma Materiais
A prensagem isostática a quente não é simplesmente um processo de aquecimento e compressão; é um método sofisticado de consolidação de materiais que altera fundamentalmente um componente em nível microscópico.
O Papel da Pressão Alta e Uniforme
A parte "isostática" do nome é crítica. Um gás inerte, tipicamente argônio, é usado para aplicar pressão igualmente de todas as direções dentro de uma câmara selada de alta pressão.
Essa pressão uniforme colapsa quaisquer vazios internos, poros ou rachaduras microscópicas dentro de um material sem distorcer a forma geral da peça.
O Papel da Alta Temperatura
O calor é o facilitador. Ao elevar a temperatura a uma fração significativa do ponto de fusão do material (muitas vezes em torno de 70% de sua temperatura de fusão), a resistência ao escoamento do material é drasticamente reduzida.
Esse amolecimento permite que a pressão do gás feche efetivamente os defeitos internos. A alta temperatura também promove a difusão atômica, permitindo que o material se mova e forme fortes ligações metalúrgicas onde antes havia vazios.
O Efeito Combinado: Uma Microestrutura Perfeita
Quando alta pressão e alta temperatura são aplicadas simultaneamente, o resultado é um componente que é teoricamente 100% denso.
Este processo elimina a porosidade interna que afeta as peças fundidas e algumas peças impressas em 3D, resultando em uma microestrutura uniforme e de granulação fina. Isso melhora diretamente propriedades como ductilidade, resistência ao impacto e resistência à fadiga.
Principais Aplicações Impulsionadas pelo HIP
A capacidade única do HIP de curar defeitos internos impulsiona seu uso em indústrias de alto desempenho onde a falha do material não é uma opção.
Densificação de Peças Fundidas e Impressas em 3D
Componentes produzidos por fundição ou manufatura aditiva (impressão 3D) frequentemente contêm porosidade residual. O HIP é usado como uma etapa de pós-processamento para remover esses vazios, melhorando significativamente a vida útil à fadiga e a integridade mecânica da peça final.
Consolidação de Pós Metálicos
O HIP é um pilar da metalurgia do pó moderna. Nesta aplicação, o pó metálico esférico é selado em um recipiente metálico ou "lata", que é evacuado do ar e selado.
O ciclo HIP consolida o pó em uma peça sólida e totalmente densa com propriedades que podem igualar ou exceder as de materiais tradicionalmente forjados ou laminados.
Ligação por Difusão e Revestimento
O processo também pode ser usado para unir materiais dissimilares. Ao colocar dois materiais diferentes em contato sob condições de HIP, os átomos podem se difundir através da fronteira, criando uma ligação forte e contínua sem fusão. Isso também é usado para revestir um material base com uma liga de alto desempenho.
Compreendendo as Compensações
Embora poderoso, o HIP é um processo especializado com considerações importantes. Não é uma solução universal para todos os desafios de fabricação.
Tempo de Processo e Custo
Os ciclos de HIP são longos, muitas vezes durando várias horas. O equipamento também é altamente especializado e caro de operar. Isso torna o HIP um processo premium reservado para aplicações onde seus benefícios justificam o custo.
Parâmetros Específicos do Material
As faixas de temperatura e pressão fornecidas são diretrizes gerais. Os parâmetros exatos devem ser cuidadosamente desenvolvidos para cada liga específica. Uma temperatura incorreta pode levar a um crescimento de grão indesejável ou até mesmo a uma fusão parcial, comprometendo a integridade do componente.
Ferramental para Consolidação de Pó
Quando usado para metalurgia do pó, uma quantidade significativa de preparação é necessária para projetar e fabricar o recipiente selado que contém o pó e define a forma quase líquida da peça.
Fazendo a Escolha Certa para o Seu Objetivo
Os parâmetros ideais de HIP são definidos pelo seu objetivo específico.
- Se o seu foco principal é curar defeitos em peças existentes (fundições, impressões 3D): Você usará parâmetros projetados para fechar a porosidade interna sem alterar a forma líquida da peça.
- Se o seu foco principal é criar uma peça sólida a partir de pó: Seu processo envolverá encapsular o pó e selecionar uma temperatura que permita a densificação completa e a ligação atômica.
- Se o seu foco principal é unir materiais diferentes: Os parâmetros devem ser cuidadosamente projetados para facilitar a difusão atômica através da interface do material sem causar fusão ou reações indesejadas.
Em última análise, compreender a interação entre temperatura, pressão e ciência dos materiais é a chave para aproveitar todo o poder da prensagem isostática a quente.
Tabela Resumo:
| Parâmetro | Faixa Típica | Função Chave |
|---|---|---|
| Temperatura | 1000°C - 2200°C | Amolece o material, promove a difusão atômica |
| Pressão | 100 MPa - 200 MPa | Aplica força uniforme para colapsar vazios internos |
| Resultado | Densidade Teórica de 100% | Elimina a porosidade, melhora as propriedades mecânicas |
Pronto para liberar todo o potencial dos seus materiais com a Prensagem Isostática a Quente?
A KINTEK é especializada em equipamentos de laboratório avançados e consumíveis para a ciência dos materiais. Quer esteja a densificar peças fundidas, a consolidar pós metálicos ou a explorar a ligação por difusão, a nossa experiência e soluções podem ajudá-lo a alcançar propriedades e desempenho superiores dos materiais.
Contacte os nossos especialistas hoje para discutir como o HIP pode resolver os seus desafios específicos de materiais e melhorar os seus resultados de P&D ou produção.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior

















