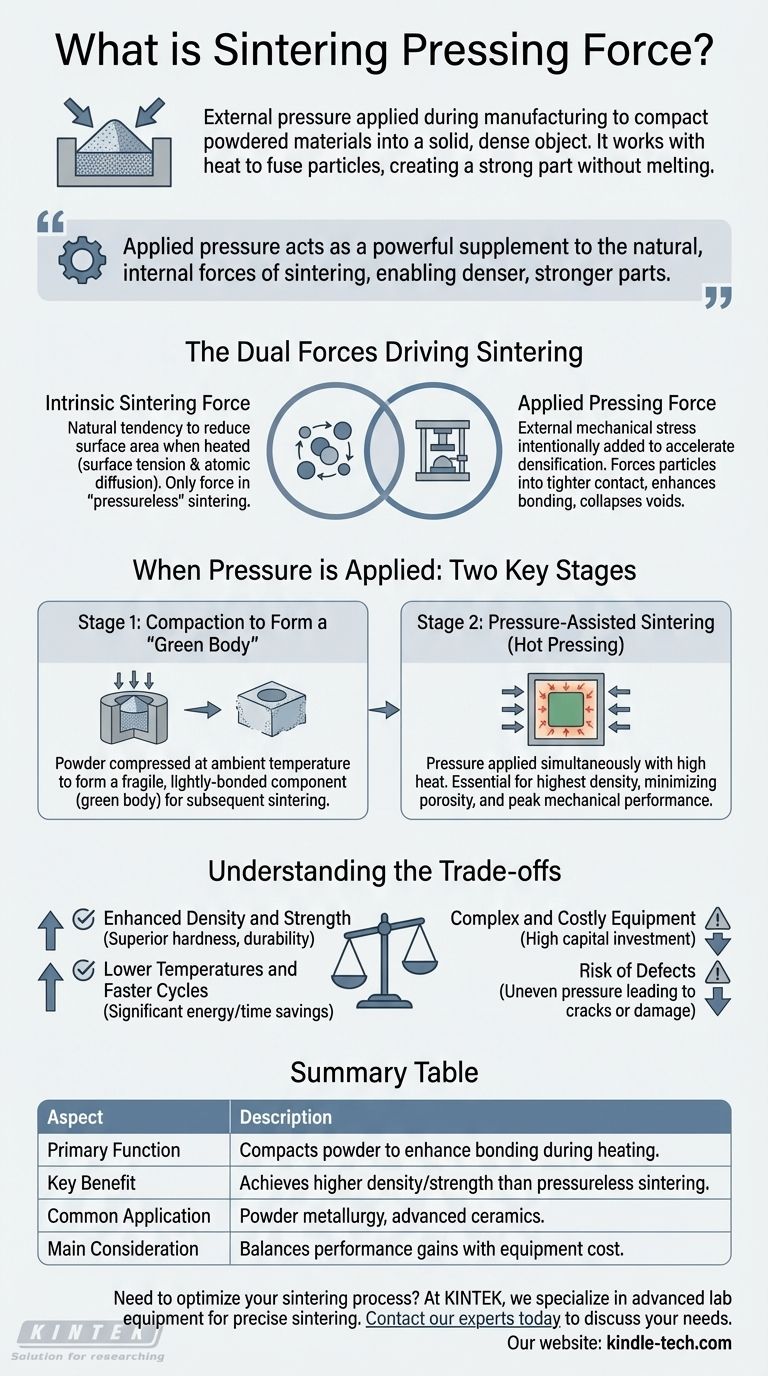
A força de prensagem de sinterização é a pressão externa aplicada durante a fabricação para compactar materiais em pó em um objeto sólido e denso. Essa força atua em conjunto com altas temperaturas para fundir as partículas do material, criando uma peça acabada e forte sem derreter o material em si. É um parâmetro crítico que influencia diretamente as propriedades finais do componente.
O princípio central a ser compreendido é que a pressão aplicada não serve apenas para a compactação inicial. Ela atua como um poderoso complemento às forças naturais e internas da sinterização, possibilitando a criação de peças mais densas e fortes em temperaturas mais baixas e em menos tempo.

As Duas Forças que Impulsionam a Sinterização
A força total que impulsiona o processo de sinterização provém de duas fontes distintas. A eficácia da pressão aplicada depende inteiramente de sua relação com a força natural de sinterização do material.
A Força de Sinterização Intrínseca
Todo material em pó possui uma tendência natural de reduzir sua área de superfície quando aquecido. Esse fenômeno, impulsionado pela tensão superficial e pela difusão atômica nos pontos de contato das partículas, é a força de sinterização intrínseca.
Na sinterização "sem pressão", esta é a única força em ação, atraindo lentamente as partículas e reduzindo os poros entre elas.
A Força de Prensagem Aplicada
A força de prensagem de sinterização é uma tensão externa adicionada intencionalmente ao sistema. Essa pressão mecânica acelera drasticamente o processo de densificação.
Ao forçar as partículas a um contato mais estreito, ela aumenta a taxa de ligação atômica e ajuda a colapsar os vazios, resultando em um produto final significativamente mais denso e forte.
Quando a Pressão é Aplicada: Dois Estágios Chave
A pressão nem sempre é aplicada da mesma forma ou ao mesmo tempo. O momento de sua aplicação define duas abordagens fundamentalmente diferentes na metalurgia do pó e na cerâmica.
Estágio 1: Compactação para Formar um "Corpo Verde"
O uso mais comum da pressão é no início do processo. O pó é colocado em uma matriz ou molde e comprimido à temperatura ambiente.
Esta etapa inicial forma um componente frágil e levemente ligado, conhecido como "corpo verde". Esta peça é sólida o suficiente para ser manuseada e movida para um forno para a etapa subsequente de aquecimento (sinterização).
Estágio 2: Sinterização Assistida por Pressão
Em processos mais avançados, a pressão é aplicada simultaneamente com alta temperatura dentro do forno. Isso é conhecido como sinterização assistida por pressão ou prensagem a quente.
Esta técnica é usada quando a maior densidade e o desempenho mecânico possíveis são necessários. A aplicação simultânea de calor e pressão é excepcionalmente eficaz na eliminação dos vestígios finais de porosidade.
Compreendendo as Compensações
Embora a aplicação de uma força de prensagem ofereça vantagens significativas, ela também introduz complexidades e desafios potenciais que devem ser gerenciados.
Benefício: Densidade e Resistência Aprimoradas
A principal razão para usar uma força de prensagem é alcançar uma maior densidade relativa. A redução da porosidade se traduz diretamente em um componente com dureza superior, resistência ao esmagamento radial e durabilidade geral.
Benefício: Temperaturas Mais Baixas e Ciclos Mais Rápidos
Como a pressão externa amplifica a força motriz da sinterização, muitas vezes é possível atingir a densidade alvo em uma temperatura mais baixa ou em um tempo mais curto. Isso pode resultar em economias significativas de energia e tempo.
Desafio: Equipamento Complexo e Caro
A aplicação de alta pressão, especialmente em temperaturas de sinterização, requer equipamentos especializados e caros, como prensas hidráulicas ou Prensas Isostáticas a Quente (HIP). Isso aumenta o investimento de capital em comparação com a sinterização simples em forno.
Desafio: Risco de Defeitos
A pressão aplicada de forma desigual pode levar a gradientes de densidade, tensões internas ou até mesmo rachaduras no componente final. Da mesma forma, uma força de compactação inicial excessiva pode danificar o frágil corpo verde antes mesmo que ele chegue ao forno.
Fazendo a Escolha Certa para o Seu Objetivo
A decisão de quando e quanta pressão aplicar depende inteiramente das especificações do componente final.
- Se o seu foco principal for produção de alto volume e custo-benefício: Uma única etapa de compactação para formar um corpo verde, seguida de sinterização sem pressão, é a abordagem mais comum e econômica.
- Se o seu foco principal for densidade máxima e desempenho de pico: A sinterização assistida por pressão é necessária para minimizar a porosidade residual e alcançar propriedades de material superiores para aplicações exigentes.
- Se o seu foco principal for a fabricação de formas complexas: Você pode precisar de uma força de compactação inicial cuidadosamente controlada para evitar danificar recursos delicados, o que pode exigir um ciclo de aquecimento mais otimizado para atingir a densidade final desejada.
Em última análise, dominar a força de prensagem de sinterização é transformá-la de uma simples etapa de compactação em uma ferramenta precisa para projetar propriedades de material desde o início.
Tabela Resumo:
| Aspecto | Descrição |
|---|---|
| Função Principal | Compacta partículas de pó para aprimorar a ligação durante o aquecimento. |
| Principal Benefício | Atinge maior densidade e resistência do que a sinterização sem pressão. |
| Aplicação Comum | Usada na metalurgia do pó e na fabricação de cerâmicas avançadas. |
| Principal Consideração | Equilibra os ganhos de desempenho com o custo e a complexidade do equipamento. |
Precisa otimizar seu processo de sinterização para densidade e resistência superiores da peça?
Na KINTEK, somos especializados em fornecer os equipamentos de laboratório avançados e consumíveis necessários para aplicações precisas de sinterização e prensagem a quente. Se você está desenvolvendo novos materiais ou aumentando a produção, nossa experiência pode ajudá-lo a selecionar a tecnologia certa para alcançar o desempenho e a eficiência máximos.
Entre em contato com nossos especialistas hoje mesmo para discutir suas necessidades específicas e descobrir como as soluções da KINTEK podem aprimorar as capacidades do seu laboratório.
Guia Visual
Produtos relacionados
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Isostática a Quente WIP Estação de Trabalho 300Mpa para Aplicações de Alta Pressão
As pessoas também perguntam
- Por que a conformação a frio é melhor do que a conformação a quente? Um guia para escolher o processo de conformação de metal correto
- Qual é o material do molde de prensagem isostática a frio? Elastômeros Essenciais para Densidade Uniforme
- Qual é o processo do grafite isostático? Um Guia para a Criação de Material Uniforme e de Alto Desempenho
- Quais são os exemplos de prensagem isostática a frio? Obtenha Densidade Uniforme na Compactação de Pós
- Quais são as desvantagens da prensagem isostática a frio? Limitações Chave na Precisão Dimensional e Velocidade



















