Em sua essência, a criação do grafite isostático é um processo multiestágio projetado para transformar materiais brutos de carbono em um sólido altamente uniforme e de alto desempenho. A jornada envolve a preparação de um pó fino a partir de coque e um ligante de piche, sua compressão sob pressão imensa e igual de todos os lados, e então o uso de uma série de tratamentos de alta temperatura para desenvolver sua estrutura grafítica final e estável.
A característica definidora deste processo é a Prensagem Isostática a Frio (CIP), que aplica pressão uniformemente de todas as direções. Este método de formação único é diretamente responsável pela criação da estrutura excepcionalmente uniforme (isotrópica) e dos grãos ultrafinos do grafite isostático, que são a fonte de suas propriedades mecânicas e térmicas superiores.

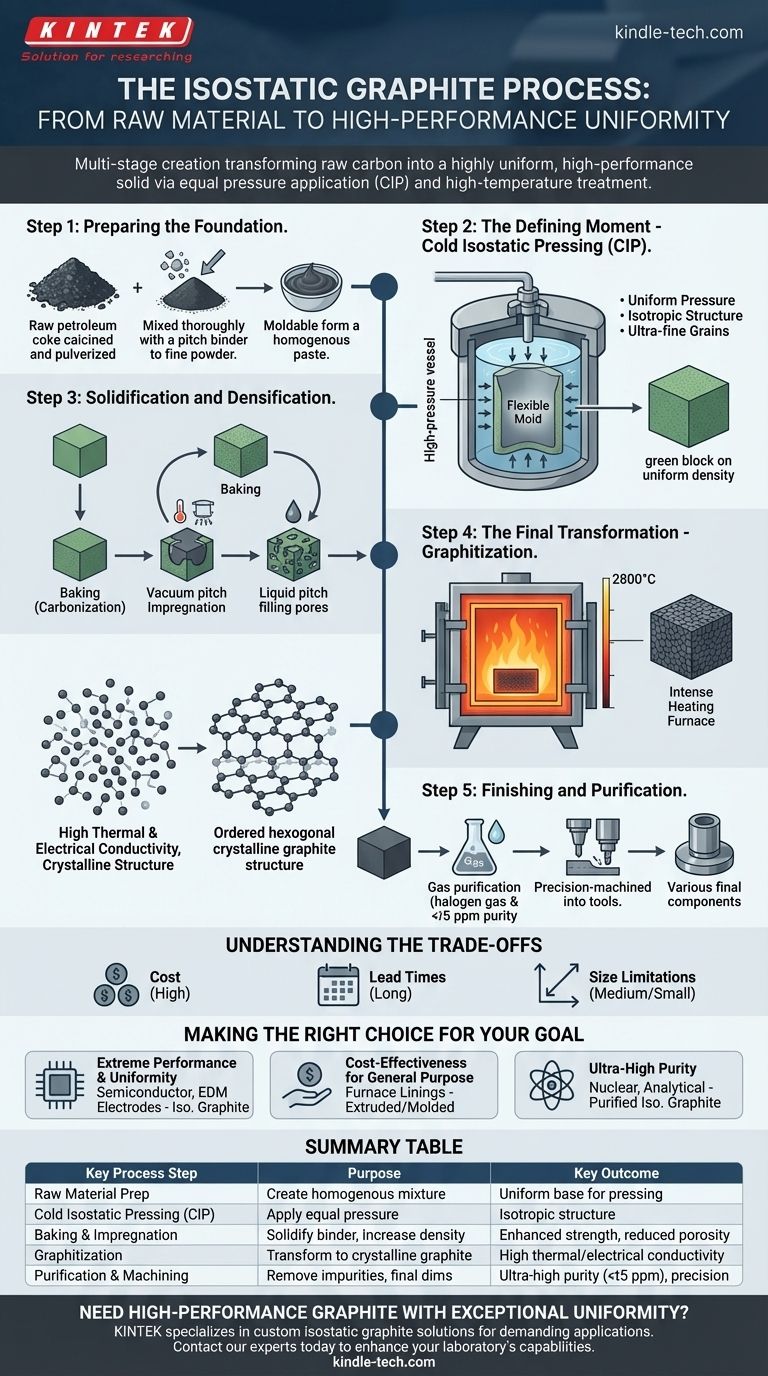
A Jornada de Fabricação: Da Matéria-Prima ao Componente Acabado
A produção de grafite isostático é uma sequência controlada e deliberada. Cada etapa é projetada para contribuir com as características excepcionais do material final, que são exigidas por alguns dos equipamentos mais avançados do mundo.
Etapa 1: Preparando a Fundação
O processo começa com coque de petróleo ou piche de alta qualidade. Esta matéria-prima é calcinada (tratada termicamente) e depois pulverizada em um pó muito fino.
Este pó é então meticulosamente misturado e amassado com um ligante de piche. O objetivo é criar uma pasta homogênea e moldável onde cada partícula de coque seja uniformemente revestida.
Etapa 2: O Momento Decisivo - Prensagem Isostática a Frio (CIP)
A mistura preparada é selada em um molde flexível e submersa em um fluido dentro de um vaso de alta pressão.
A pressão é então aplicada ao fluido, que a transmite de forma igual e simultânea a todas as superfícies do molde. Esta é a parte "isostática" do processo.
Ao contrário da extrusão ou moldagem de eixo único que criam grãos direcionais, o CIP garante que o material não tenha orientação preferencial. O resultado é um bloco "verde" com uma densidade notavelmente uniforme e uma estrutura interna isotrópica (não direcional).
Etapa 3: Solidificação e Densificação
O bloco verde passa por um estágio inicial de cozimento, frequentemente chamado de carbonização. Este processo de aquecimento lento solidifica o bloco convertendo o ligante de piche em carbono sólido, criando um material de carbono duro e poroso.
Para atingir a densidade e resistência máximas, este bloco cozido é frequentemente submetido à impregnação de piche. Ele é colocado a vácuo, inundado com piche líquido para preencher os poros e depois recozido para converter o novo piche em carbono. Este ciclo pode ser repetido várias vezes.
Etapa 4: A Transformação Final - Grafitação
O bloco de carbono densificado é aquecido em uma atmosfera inerte a temperaturas extremamente altas, tipicamente entre 2500°C e 2800°C.
Este tratamento térmico intenso força os átomos de carbono desordenados a se rearranjarem na estrutura cristalina hexagonal ordenada do grafite. Esta etapa é o que desenvolve a condutividade térmica e elétrica de alta assinatura do material.
Etapa 5: Acabamento e Purificação
Após a grafitação, o grande bloco de grafite está pronto para o processamento final. Isso geralmente começa com uma etapa opcional de purificação, onde o bloco é aquecido novamente em uma atmosfera de gás halógeno para remover impurezas, atingindo níveis de pureza tão altos quanto <5 partes por milhão (ppm).
Finalmente, o bloco purificado é usinado com alta precisão nos componentes finais especificados pelo cliente. Um tratamento de superfície final pode ser aplicado antes da inspeção e envio.
Compreendendo as Compensações Inerentes
As propriedades superiores do grafite isostático vêm de um processo complexo e intensivo em recursos. É fundamental entender as compensações associadas ao especificar este material.
O Custo do Desempenho
O equipamento especializado, particularmente o vaso CIP e os fornos de grafitação de alta temperatura, juntamente com a natureza multiestágio do processo, tornam o grafite isostático significativamente mais caro do que outros graus, como grafite extrudado ou moldado por vibração.
Prazos de Fabricação Mais Longos
O processo é inerentemente lento. Cada ciclo de cozimento, impregnação e grafitação pode levar semanas para ser concluído. Isso significa que os prazos de entrega para blocos produzidos sob medida são consideráveis em comparação com materiais mais convencionais.
Limitações de Tamanho e Geometria
As dimensões da câmara da prensa isostática impõem um limite superior ao tamanho do bloco inicial que pode ser produzido. Embora blocos grandes sejam possíveis, o processo é geralmente mais adequado para a produção de componentes de pequeno a médio porte, onde a uniformidade do material é primordial.
Fazendo a Escolha Certa para o Seu Objetivo
Selecionar o grau correto de grafite é uma questão de combinar as propriedades projetadas do material com as demandas de sua aplicação.
- Se o seu foco principal é o desempenho extremo e a uniformidade do material: O grafite isostático é a escolha correta, pois seu processo de fabricação garante propriedades isotrópicas para aplicações térmicas e mecânicas exigentes, como cadinhos de semicondutores ou eletrodos de EDM.
- Se o seu foco principal é a relação custo-benefício para aplicações de uso geral: Um grafite extrudado ou moldado provavelmente fornecerá desempenho suficiente para aplicações como revestimentos de fornos ou moldes de fundição a um preço mais baixo.
- Se o seu foco principal é a pureza ultra-alta para uso nuclear ou analítico: Você deve especificar um grau de grafite isostático que tenha passado pela etapa opcional de purificação em alta temperatura para remover impurezas catalíticas e absorvedoras de nêutrons.
Ao compreender este processo de fabricação, você pode especificar com confiança um material cujas propriedades são precisamente projetadas para o seu desafio específico.
Tabela Resumo:
| Etapa Chave do Processo | Propósito | Resultado Chave |
|---|---|---|
| Preparação da Matéria-Prima | Criar mistura homogênea de coque/piche | Base uniforme para prensagem |
| Prensagem Isostática a Frio (CIP) | Aplicar pressão igual de todas as direções | Estrutura isotrópica (não direcional) |
| Cozimento e Impregnação | Solidificar o ligante e aumentar a densidade | Resistência aprimorada e porosidade reduzida |
| Grafitação | Transformar carbono em grafite cristalino | Alta condutividade térmica/elétrica |
| Purificação e Usinagem | Remover impurezas e atingir dimensões finais | Pureza ultra-alta (<5 ppm) e precisão |
Precisa de componentes de grafite de alto desempenho com uniformidade excepcional? A KINTEK é especializada em equipamentos e consumíveis de laboratório premium, incluindo soluções personalizadas de grafite para aplicações exigentes como fabricação de semicondutores, eletrodos de EDM e fornos de alta temperatura. Nossa experiência garante que você obtenha as propriedades de material certas para o seu desafio específico. Entre em contato com nossos especialistas hoje para discutir como nosso grafite isostático pode aprimorar as capacidades e o desempenho do seu laboratório.
Guia Visual
Produtos relacionados
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- Qual é o papel de uma Prensa Isostática a Frio (CIP) na laminação de C-PSC? Aumente a Eficiência Solar Sem Calor
- Por que uma prensa isostática a frio é preferida em relação a uma prensa uniaxial para pó de tungstênio? Obtenha compactação uniforme do pó
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas









