Embora seja altamente eficaz na criação de densidade uniforme, a prensagem isostática a frio (CIP) não está isenta de limitações operacionais e práticas. As suas principais desvantagens são a falta de precisão dimensional exata, tempos de ciclo mais lentos em comparação com outros métodos de prensagem e a criação de uma peça "verde" que requer sinterização e usinagem subsequentes para atingir as especificações finais.
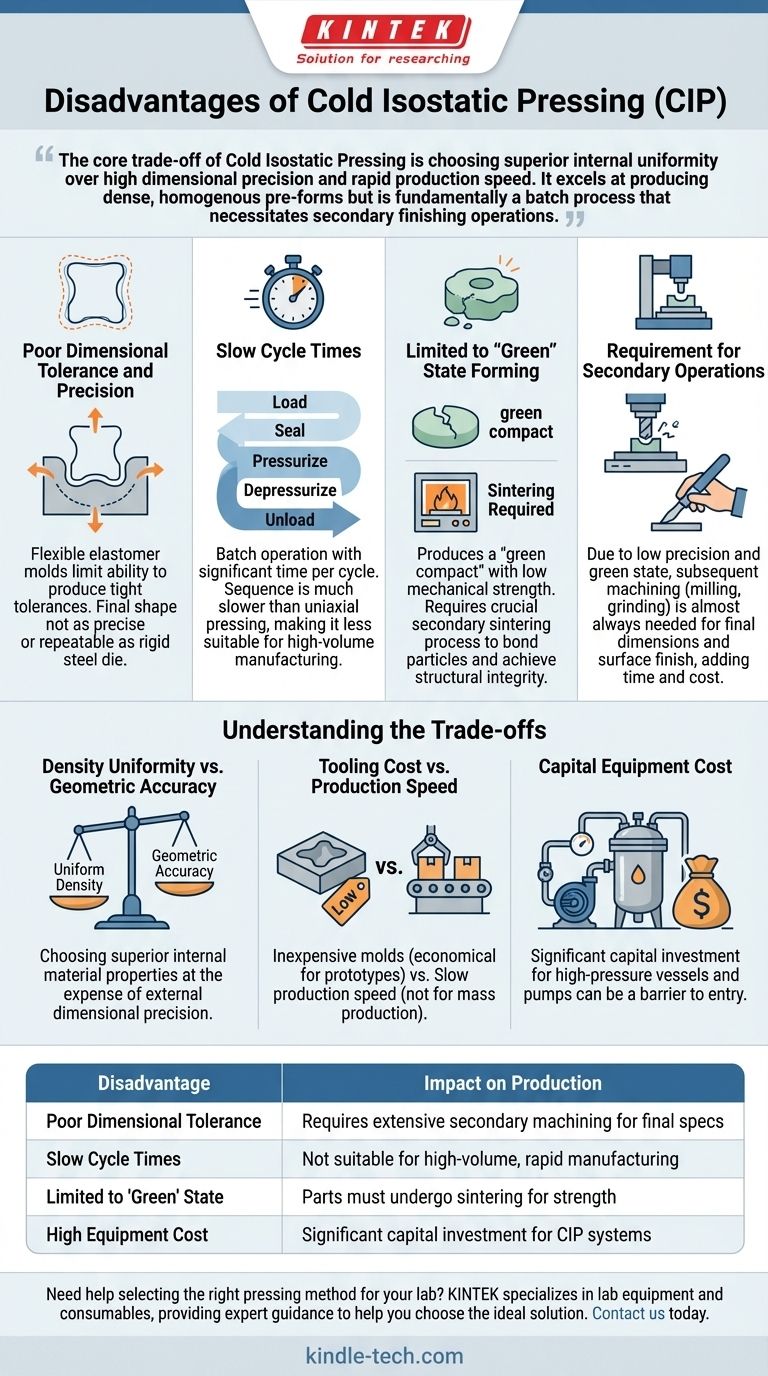
O principal compromisso da Prensagem Isostática a Frio é escolher a uniformidade interna superior em detrimento da alta precisão dimensional e da velocidade rápida de produção. Ela se destaca na produção de pré-formas densas e homogêneas, mas é fundamentalmente um processo em lote que exige operações de acabamento secundárias.

As Limitações Fundamentais do Processo CIP
A prensagem isostática a frio atinge sua densidade uniforme aplicando pressão igual de todas as direções através de um fluido. Este próprio mecanismo, no entanto, introduz várias desvantagens chave que você deve considerar ao avaliá-lo como um método de fabricação.
Tolerância Dimensional e Precisão Deficientes
O uso de um molde elastomérico flexível é central para o processo CIP. Este molde transfere a pressão hidráulica uniformemente para o pó contido nele.
No entanto, essa flexibilidade limita inerentemente a capacidade do processo de produzir peças com tolerâncias dimensionais apertadas. A forma final do compactado "verde" não será tão precisa ou repetível quanto uma formada em um molde de aço rígido.
Tempos de Ciclo Lentos
O processo CIP é uma operação em lote. Envolve carregar o pó no molde, selá-lo, colocá-lo no vaso de pressão, encher o vaso com fluido, pressurizar, despressurizar e, finalmente, descarregar.
Esta sequência é significativamente mais lenta do que métodos como a prensagem uniaxial (em matriz), onde as peças podem ser compactadas em questão de segundos. Isso torna o CIP menos adequado para fabricação de alto volume, onde a velocidade é um fator crítico.
Limitado à Formação no Estado 'Verde'
A peça que sai do vaso CIP é conhecida como "compactado verde". Embora seja uniformemente denso, possui resistência mecânica muito baixa — muitas vezes comparada a um pedaço de giz.
Esta peça verde é um produto intermediário. Não pode ser usada para nenhuma aplicação estrutural sem um processo secundário crucial, tipicamente a sinterização, para ligar as partículas de pó umas às outras.
Necessidade de Operações Secundárias
Uma consequência direta da baixa precisão e do estado verde é a necessidade quase universal de operações secundárias.
Após a sinterização, que pode causar mais alterações dimensionais, a peça quase sempre requer usinagem (fresamento, retificação, torneamento) para atingir as dimensões finais, acabamento superficial e características geométricas exigidas. Estas etapas adicionais aumentam o tempo e o custo do processo de produção geral.
Compreendendo os Compromissos
A escolha de um processo de fabricação envolve entender seus compromissos. As desvantagens do CIP são melhor entendidas como os compromissos feitos para alcançar seus benefícios primários.
Uniformidade de Densidade vs. Precisão Geométrica
O CIP fornece uma densidade homogênea em toda a peça, o que é extremamente difícil de alcançar com outros métodos. Isso minimiza pontos fracos e evita rachaduras durante a sinterização.
O compromisso é a falta de precisão geométrica. Você está escolhendo propriedades internas do material superiores em detrimento da precisão dimensional externa no estado recém-prensado.
Custo da Ferramenta vs. Velocidade de Produção
Os moldes elastoméricos usados no CIP são muito baratos de produzir em comparação com as matrizes de aço endurecido necessárias para a prensagem uniaxial. Isso torna o CIP econômico para protótipos, pequenos lotes de produção ou peças muito grandes.
O compromisso com este baixo custo de ferramental é a velocidade de produção lenta. Para produção em massa, o maior investimento inicial em uma matriz de aço é justificado por um tempo de processamento por peça muito menor.
Custo do Equipamento de Capital
Embora as ferramentas (moldes) sejam baratas, o equipamento CIP em si representa um investimento de capital significativo. Vasos de alta pressão projetados para carregamento cíclico severo e as bombas de alta pressão associadas são complexos e caros.
Este alto custo inicial do equipamento pode ser uma barreira de entrada, especialmente para operações menores.
Fazendo a Escolha Certa para Sua Aplicação
A decisão de usar CIP depende inteiramente do objetivo principal do seu projeto. Analisar suas desvantagens permite que você o selecione pelos motivos corretos.
- Se seu foco principal é alcançar a máxima densidade e uniformidade do material: O CIP é uma excelente escolha para criar pré-formas de alta integridade que serão usinadas para sua forma final mais tarde.
- Se seu foco principal é a produção de alto volume de formas simples com tolerâncias apertadas: Um método diferente, como a compactação em matriz uniaxial, é quase certamente mais econômico e apropriado.
- Se seu foco principal é criar uma forma inicial grande ou complexa sem investir em ferramentas rígidas caras: O CIP oferece flexibilidade inigualável, mas você deve orçar um processamento pós-produção significativo.
Em última análise, entender essas desvantagens permite que você alavanque a Prensagem Isostática a Frio para o seu propósito pretendido: produzir pré-formas de material superiores, e não peças acabadas.
Tabela de Resumo:
| Desvantagem | Impacto na Produção |
|---|---|
| Tolerância Dimensional Deficiente | Requer usinagem secundária extensa para especificações finais |
| Tempos de Ciclo Lentos | Não é adequado para fabricação rápida de alto volume |
| Limitado ao Estado 'Verde' | As peças devem passar por sinterização para obter resistência |
| Alto Custo do Equipamento | Investimento de capital significativo para sistemas CIP |
Precisa de ajuda para selecionar o método de prensagem correto para o seu laboratório? A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo orientação especializada para ajudá-lo a escolher a solução ideal para suas necessidades de processamento de materiais. Se você está trabalhando com protótipos ou produção de alto volume, nossa equipe garante que você obtenha o equipamento certo para resultados superiores. Entre em contato conosco hoje para otimizar a eficiência do seu laboratório!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Como o equipamento de prensagem isostática melhora o contato do ânodo de metal de lítio? Otimize a montagem da sua bateria de estado sólido
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas
- Qual é o significado de prensagem isostática? Alcançar Densidade Uniforme em Peças Complexas
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas












