Em essência, a Prensagem Isostática a Quente (HIP) é um processo de fabricação que submete os componentes a alta temperatura e pressão uniforme e extrema. Ao aplicar um gás inerte como o argônio em temperaturas elevadas dentro de um vaso selado, o HIP melhora fundamentalmente as propriedades de um material ao eliminar vazios internos e criar uma estrutura totalmente densa.
O valor central da Prensagem Isostática a Quente reside na sua capacidade de usar pressão uniforme, baseada em gás, para colapsar e curar defeitos internos — como poros em fundidos ou vazios entre partículas de pó — sem distorcer a forma externa do componente. Isso resulta em materiais com resistência superior, ductilidade e resistência à fadiga.

Como Funciona a Prensagem Isostática a Quente: O Mecanismo Central
A Prensagem Isostática a Quente combina três elementos chave — temperatura, pressão e uma atmosfera inerte — para alcançar a densificação ou a ligação.
O Princípio Fundamental
O processo opera aquecendo um material a um ponto em que ele se torna macio e maleável, mas tipicamente abaixo do seu ponto de fusão. Simultaneamente, aplica-se uma pressão imensa, fornecendo a força necessária para colapsar qualquer porosidade interna.
O Papel do Gás Inerte
Um gás inerte, mais comumente argônio, é usado como meio de transmissão de pressão. É escolhido porque não reagirá quimicamente com o material que está sendo processado, mesmo em temperaturas extremas. Este gás preenche a câmara e exerce pressão uniforme, ou isostática, em todas as superfícies da peça.
O Processo Passo a Passo
Um ciclo típico de HIP é precisamente controlado por computadores e segue uma sequência clara:
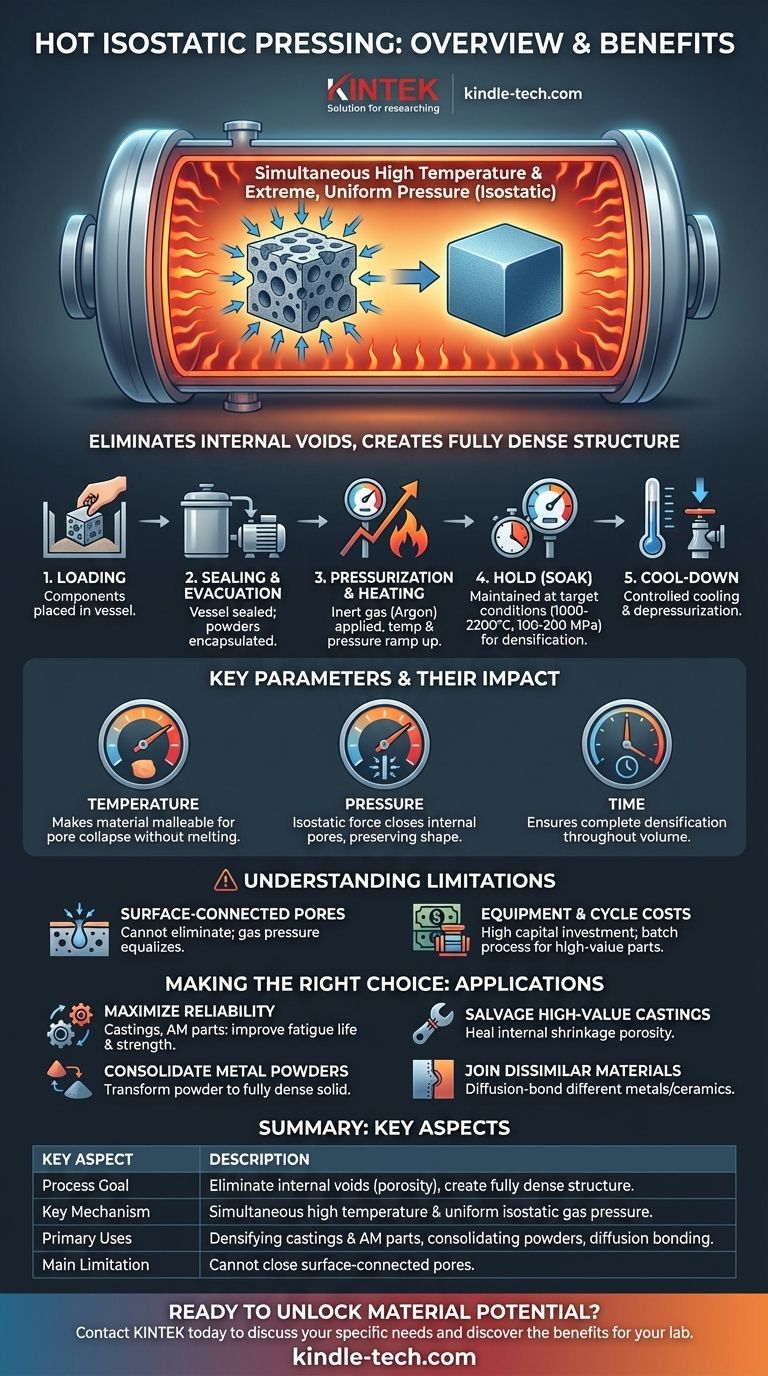
- Carregamento: Os componentes são colocados dentro da câmara de aquecimento do vaso de HIP.
- Selagem e Evacuação: O vaso é selado. Para processar pós, eles são primeiro selados em um recipiente hermético sob vácuo.
- Pressurização e Aquecimento: A câmara é preenchida com gás inerte até uma pressão inicial, e o forno começa a aquecer. Tanto a temperatura quanto a pressão aumentam de acordo com um ciclo pré-programado.
- Manutenção (Imersão): O componente é mantido na temperatura alvo (1000–2200°C) e pressão (100–200 MPa) por uma duração especificada para permitir a densificação completa.
- Resfriamento: O sistema passa por uma fase controlada de resfriamento e despressurização, garantindo que as peças estejam seguras para manuseio após a remoção.
Parâmetros Chave e Seu Impacto
A eficácia do processo HIP depende do controle preciso de suas variáveis principais, que são adaptadas ao material específico e ao resultado desejado.
Temperatura
A temperatura é escolhida para tornar o material macio o suficiente para que ocorra a deformação plástica. Isso permite que os vazios internos colapsem sob pressão sem derreter o componente.
Pressão
A alta pressão isostática fornece a força motriz para a densificação. Como a pressão é aplicada igualmente de todas as direções, ela fecha os poros internos sem alterar a forma ou as dimensões líquidas da peça.
Tempo
A duração do ciclo, particularmente o tempo de manutenção na temperatura e pressão de pico, garante que o processo de densificação se complete em todo o volume do material, fornecendo resultados confiáveis e repetíveis.
Compreendendo as Compensações e Limitações
Embora poderoso, o HIP não é uma solução universal. Entender suas limitações é crucial para sua aplicação bem-sucedida.
Incapacidade de Fechar Poros Conectados à Superfície
O HIP só pode eliminar vazios internos e isolados. Se um poro estiver conectado à superfície do componente, o gás de alta pressão simplesmente preencherá o poro, equalizando a pressão e impedindo que ele colapse. É por isso que os pós devem ser encapsulados em um recipiente selado antes do processamento.
Custos de Equipamento e Ciclo
Os sistemas de HIP são altamente especializados e representam um investimento de capital significativo. O processo é uma operação em lote, não contínua, o que pode contribuir para custos mais altos por peça. Portanto, é mais frequentemente reservado para componentes de alto valor onde o desempenho final é inegociável.
Não é um Processo Corretivo de Forma
Embora o HIP se destaque em preservar a forma quase final de um componente, ele não pode corrigir erros geométricos significativos. As peças já devem ser fabricadas em sua forma e dimensões pretendidas antes de passar pelo ciclo HIP.
Fazendo a Escolha Certa para o Seu Objetivo
Considere a Prensagem Isostática a Quente quando os requisitos de desempenho do seu material justificarem o investimento.
- Se o seu foco principal é maximizar a confiabilidade de componentes críticos: Use HIP para eliminar defeitos internos em fundidos ou peças fabricadas por aditivos, melhorando drasticamente a vida útil à fadiga e a resistência ao impacto.
- Se o seu foco principal é recuperar fundidos de alto valor: Aplique HIP para curar porosidade de retração interna, melhorando a integridade do material de peças que de outra forma seriam descartadas.
- Se o seu foco principal é produzir peças densas a partir de pós metálicos: Use HIP como uma etapa de consolidação para transformar pós metálicos em um sólido totalmente denso com propriedades mecânicas que podem rivalizar com materiais forjados.
- Se o seu foco principal é unir materiais dissimilares: Aproveite o HIP para soldar por difusão diferentes metais ou cerâmicas, criando uma junta metalúrgica robusta e livre de vazios que é difícil de alcançar com outros métodos.
Em última análise, a Prensagem Isostática a Quente fornece uma ferramenta poderosa para alcançar um nível de integridade e desempenho do material que é frequentemente inatingível por outros métodos de fabricação.
Tabela de Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Objetivo do Processo | Eliminar vazios internos (porosidade) para criar uma estrutura de material totalmente densa. |
| Mecanismo Chave | Aplicação simultânea de alta temperatura e pressão de gás uniforme e isostática. |
| Usos Principais | Densificação de fundidos e peças de fabricação aditiva, consolidação de pós metálicos, soldagem por difusão. |
| Limitação Principal | Não consegue fechar poros que estão conectados à superfície do componente. |
Pronto para desbloquear todo o potencial dos seus materiais?
A Prensagem Isostática a Quente (HIP) pode transformar seus componentes de alto valor — de fundidos a peças impressas em 3D — fornecendo densidade, resistência e resistência à fadiga incomparáveis. A KINTEK é especializada em equipamentos de laboratório avançados e consumíveis, fornecendo soluções para laboratórios que buscam aprimorar o desempenho e a confiabilidade do material.
Deixe que nossos especialistas ajudem você a determinar se o HIP é o processo certo para sua aplicação. Entre em contato com a KINTEL hoje para discutir suas necessidades específicas e descobrir os benefícios para o seu laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?

















