Em resumo, a Prensagem Isostática a Quente (HIP) utiliza pressão de gás isostática que tipicamente varia de dezenas de megapascais (MPa) até 200 MPa, o que é aproximadamente 1.000 a 2.000 vezes a pressão atmosférica padrão. Esta imensa pressão é aplicada uniformemente em todas as direções, em conjunto com altas temperaturas, frequentemente atingindo 2.000°C, para adensar materiais e eliminar defeitos internos.
O conceito crítico não é apenas a alta pressão, mas a sua natureza isostática. Ao aplicar pressão extrema e uniforme de todos os lados em altas temperaturas, a HIP pode colapsar vazios internos e criar componentes totalmente densos e de alto desempenho sem distorcer a sua forma.

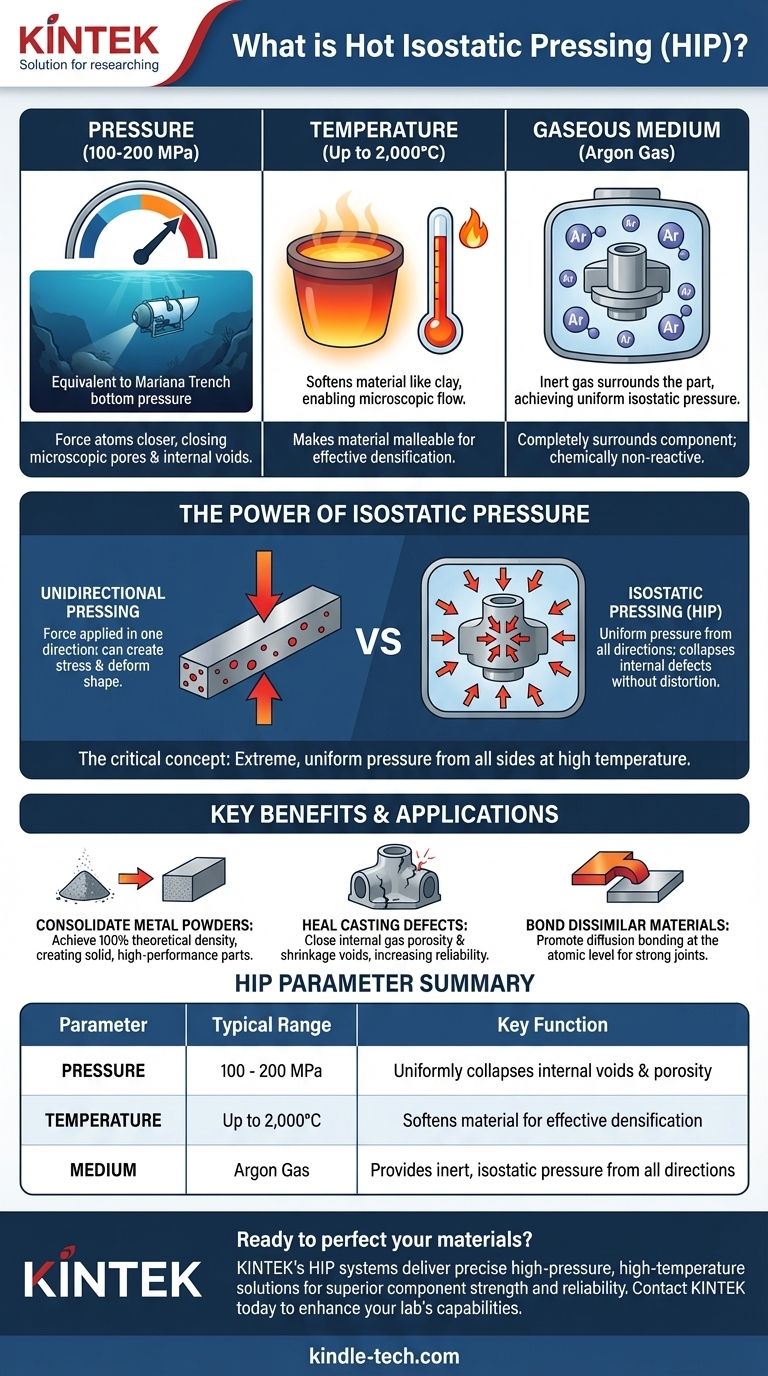
Os Parâmetros Centrais da HIP
A Prensagem Isostática a Quente é um processo de fabricação definido pela interação precisa de três fatores chave: pressão, temperatura e um meio de pressurização.
Definindo a Faixa de Pressão
A pressão num ciclo HIP tipicamente situa-se entre 100 MPa e 200 MPa. Para colocar isto em perspetiva, 100 MPa é equivalente à pressão encontrada no fundo da Fossa das Marianas, o ponto mais profundo do oceano.
Este nível de pressão é necessário para forçar fisicamente os átomos a ficarem mais próximos, fechando poros microscópicos, fissuras e outros vazios internos dentro de um material.
O Papel da Alta Temperatura
A pressão sozinha não é suficiente. Os sistemas HIP também aplicam temperaturas que variam de algumas centenas de graus Celsius até 2.000°C.
Este calor intenso torna o material maleável, quase como argila. Neste estado amolecido, o material pode fluir a nível microscópico, permitindo que a alta pressão sele eficazmente os vazios internos.
O Meio Gasoso
A pressão não é aplicada por um pistão físico, mas sim por um gás. O Argônio é a escolha mais comum porque é inerte, o que significa que não reagirá quimicamente com o material a ser processado, mesmo a temperaturas extremas.
O gás envolve completamente a peça, que é a forma como alcança uma pressão isostática uniforme.
O Que Significa Realmente Pressão "Isostática"
O termo "isostático" é fundamental para entender como a HIP funciona e porque é tão eficaz. Distingue o processo dos métodos de prensagem convencionais.
Pressão Uniforme de Todas as Direções
Isostático significa que a pressão é aplicada de forma igual e simultânea em cada superfície do componente.
Imagine submergir um objeto profundamente no oceano. A pressão da água empurra-o por cima, por baixo e por todos os lados com a mesma força. Esta é uma analogia perfeita para a pressão de gás isostática dentro de uma câmara HIP.
Porque a Uniformidade é Crítica
Esta pressão uniforme comprime a peça sem distorcer a sua forma geral. Como a força está perfeitamente equilibrada, ela colapsa a porosidade interna e os defeitos para dentro.
Isto permite a criação de componentes com geometrias complexas que são processados até à densidade teórica total, melhorando drasticamente as suas propriedades mecânicas, como resistência e resistência à fadiga.
Contraste com a Prensagem Unidirecional
Uma forja ou prensa tradicional aplica força numa direção (uniaxial). Embora isto seja eficaz para moldar metal, pode criar tensões internas e não consegue eliminar vazios internos pré-existentes tão eficazmente quanto a HIP.
Compreendendo as Compensações
Embora poderoso, o processo HIP envolve o equilíbrio de variáveis chave e a compreensão das suas limitações inerentes.
Equilíbrio Pressão vs. Temperatura
A combinação específica de pressão e temperatura é adaptada ao material. Um material com um ponto de fusão mais baixo pode exigir menos calor, mas mais pressão, enquanto uma superliga de alta resistência pode necessitar de temperaturas extremas para se tornar maleável o suficiente para que a pressão funcione.
Tempo de Ciclo e Custo
A HIP é um processo em lote, não contínuo. Os ciclos de carregamento, aquecimento, pressurização, manutenção e arrefecimento podem demorar muitas horas. Isto torna-a mais cara e demorada do que alguns outros métodos de fabrico.
Preparação da Peça
Para que o processo funcione em pós ou para evitar reações superficiais, as peças devem ser frequentemente seladas dentro de um contentor estanque ao gás ou "lata". Isto adiciona uma etapa extra e custo ao fluxo de trabalho de fabrico.
Como os Parâmetros São Adaptados ao Objetivo
As configurações precisas de pressão e temperatura são selecionadas com base no objetivo de fabrico específico.
- Se o seu foco principal for a consolidação de pós metálicos: O objetivo é atingir 100% da densidade teórica, criando uma peça sólida a partir de pó solto que tenha propriedades superiores às dos equivalentes fundidos ou forjados.
- Se o seu foco principal for a cura de defeitos em peças fundidas: Podem ser usadas pressões e temperaturas mais baixas apenas para fechar a porosidade de gás interna e os vazios de retração, aumentando significativamente a fiabilidade e a vida útil da peça.
- Se o seu foco principal for a ligação de materiais dissimilares: Os parâmetros do processo são escolhidos para promover a difusão ao nível atómico, criando uma ligação entre dois materiais diferentes que seja tão forte quanto os materiais de origem.
Em última análise, a Prensagem Isostática a Quente alavanca o poder combinado da pressão uniforme e do calor elevado para aperfeiçoar os materiais de dentro para fora.
Tabela de Resumo:
| Parâmetro | Faixa Típica | Função Principal |
|---|---|---|
| Pressão | 100 - 200 MPa | Colapsa uniformemente os vazios internos e a porosidade |
| Temperatura | Até 2.000°C | Amolece o material para uma densificação eficaz |
| Meio | Gás Argônio | Fornece pressão isostática inerte de todas as direções |
Pronto para aperfeiçoar os seus materiais de dentro para fora?
Os sistemas de Prensagem Isostática a Quente (HIP) da KINTEK fornecem a combinação precisa de pressão extrema (até 200 MPa) e alta temperatura (até 2.000°C) necessária para atingir 100% da densidade teórica, eliminar defeitos internos em peças fundidas e consolidar pós metálicos. Isto resulta em componentes com resistência superior, resistência à fadiga e fiabilidade.
Quer o seu objetivo seja curar defeitos de fundição, criar peças totalmente densas a partir de pó ou ligar materiais dissimilares, as nossas soluções HIP são adaptadas ao seu material específico e requisitos de desempenho.
Contacte a KINTEK hoje mesmo para discutir como o nosso equipamento de laboratório e consumíveis podem melhorar as capacidades do seu laboratório e o desempenho do material.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Por que o uso de uma prensa isostática para corpos verdes de LSGM leva a uma redução na temperatura de sinterização? Aumento da Densidade

















