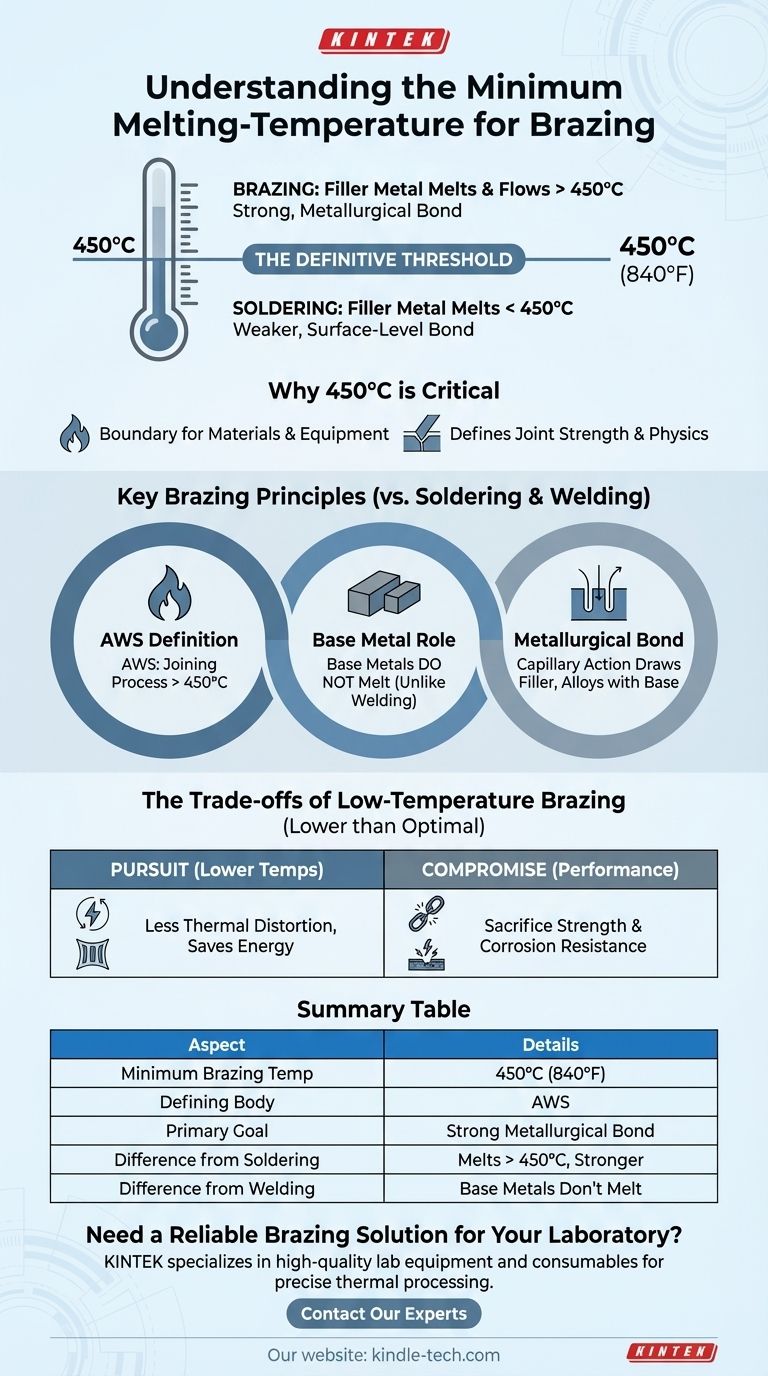
A temperatura mínima definitiva de fusão para que um material de enchimento seja classificado para brasagem é de 450°C (840°F). Esta temperatura é a linha divisória internacionalmente reconhecida que separa a brasagem do processo de soldagem de temperatura mais baixa. Para que um processo seja considerado brasagem, o metal de enchimento deve derreter e fluir acima deste ponto, mas sempre abaixo do ponto de fusão dos metais de base que estão sendo unidos.
O princípio central não é apenas a temperatura em si, mas o que ela representa. O limite de 450°C (840°F) distingue a brasagem — um processo que cria uma junta forte, metalurgicamente ligada por ação capilar — da soldagem, que tipicamente resulta em uma ligação superficial mais fraca.

Por Que 450°C é o Limite Crítico
Compreender esta temperatura específica revela a física fundamental que define todo o processo de união. É a condição limite que dita os materiais, o equipamento e a resistência resultante da montagem final.
Definindo Brasagem vs. Soldagem
A American Welding Society (AWS) define formalmente a brasagem como um grupo de processos de união que utilizam um metal de enchimento com uma temperatura de líquido (fusão) acima de 450°C (840°F).
Inversamente, qualquer processo semelhante que utilize um metal de enchimento que derreta abaixo desta temperatura é definido como soldagem. Esta distinção é crucial para a seleção de materiais e especificações de engenharia.
O Papel do Metal de Base
Um princípio chave da brasagem é que os metais de base que estão sendo unidos não derretem. O processo depende do aquecimento de uma junta a uma temperatura alta o suficiente para derreter a liga de enchimento, mas baixa o suficiente para manter as peças originais — como aço, cobre ou latão — sólidas.
Esta é a principal diferença entre brasagem e soldagem, onde os metais de base são derretidos e fundidos juntos.
Como a Ligação Metalúrgica se Forma
O calor usado na brasagem (acima de 450°C) é suficiente para criar uma forte ligação metalúrgica entre o enchimento e os metais de base.
A essas temperaturas, o metal de enchimento líquido é atraído para a junta justa pela ação capilar. Ele então se liga com uma fina camada do metal de base, criando uma ligação permanente ao resfriar que é frequentemente mais forte que o próprio metal de enchimento.
As Desvantagens da Brasagem a Baixa Temperatura
Embora 450°C seja o mínimo, há um esforço constante de engenharia para desenvolver ligas que funcionem nas temperaturas mais baixas possíveis dentro da faixa de brasagem. Esta busca, no entanto, envolve compromissos significativos.
A Busca por Temperaturas Mais Baixas
Operar em temperaturas mais baixas reduz o risco de distorção térmica nas peças de base, economiza energia e pode acelerar os ciclos de produção. Isso torna o desenvolvimento de ligas de brasagem eficazes e de baixa temperatura um objetivo altamente desejável.
O Compromisso no Desempenho
Conforme observado em pesquisas laboratoriais, muitas ligas experimentais de brasagem de baixa temperatura ainda não atenderam aos requisitos industriais.
Essas ligas especializadas frequentemente sacrificam propriedades críticas como resistência à corrosão e resistência mecânica para atingir um ponto de fusão mais baixo. Isso as torna inadequadas para muitas aplicações exigentes.
A Importância do Fluxo (Flux)
O fluxo é um composto químico usado para limpar e proteger os metais de base da oxidação durante o aquecimento, o que é essencial para o fluxo adequado do metal de enchimento.
O fluxo deve ter uma faixa de fusão e ativação compatível com o metal de enchimento. Por exemplo, alguns fluxos comuns ativam em torno de 565°C (1049°F), o que significa que são adequados apenas para ligas de brasagem que derretem nessa temperatura ou acima dela.
Fazendo a Escolha Certa para Sua Aplicação
Sua escolha de processo de união depende inteiramente da resistência necessária, das condições operacionais e das propriedades do material da montagem final.
- Se seu foco principal é a resistência máxima da junta e o desempenho em alta temperatura: A brasagem é a escolha correta, usando ligas que operam bem acima do mínimo de 450°C.
- Se seu foco principal é unir componentes sensíveis ao calor ou minimizar a distorção térmica: A soldagem, que opera abaixo do limite de 450°C, é o processo apropriado.
- Se você está explorando aplicações especializadas de baixo calor: Esteja ciente de que as ligas de brasagem experimentais de baixa temperatura exigem uma validação cuidadosa de suas propriedades mecânicas e químicas antes do uso industrial.
Compreender este limite fundamental de temperatura é o primeiro passo para selecionar uma estratégia de união confiável e eficaz para seu projeto.
Tabela Resumo:
| Aspecto Chave | Detalhes |
|---|---|
| Temperatura Mínima de Brasagem | 450°C (840°F) |
| Órgão Definidor | American Welding Society (AWS) |
| Objetivo Principal | Criar uma ligação metalúrgica por ação capilar |
| Diferença Chave da Soldagem | O metal de enchimento derrete acima de 450°C, criando juntas mais fortes |
| Diferença Chave da Soldagem (Welding) | Os metais de base não derretem; apenas o metal de enchimento derrete |
Precisa de uma Solução de Brasagem Confiável para o Seu Laboratório?
A escolha dos materiais e equipamentos de brasagem corretos é fundamental para obter juntas fortes e duráveis em sua pesquisa ou produção. A KINTEK é especializada em fornecer equipamentos de laboratório e consumíveis de alta qualidade adaptados às suas necessidades precisas de processamento térmico.
Entre em contato com nossos especialistas hoje mesmo para discutir como nossas soluções podem ajudá-lo a otimizar seus processos de brasagem, garantir resultados consistentes e aprimorar a integridade de suas montagens.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Quais são os perigos dos metais fundidos? Além das queimaduras, há explosões e fumos tóxicos
- Quais são as características da espuma de cobre? Desbloqueie Soluções Térmicas e Elétricas de Alto Desempenho
- Qual é o metal mais fácil de derreter? Comece com Estanho e Peltre para Fundição Segura e Simples
- Propósito da Folha de Cobre em Testes de Baterias de Sódio: Chave para Medir Eficiência Coulombica e Segurança
- Para que é usada a espuma de cobre? Um Guia para Suas Aplicações Térmicas e Energéticas de Alto Desempenho
