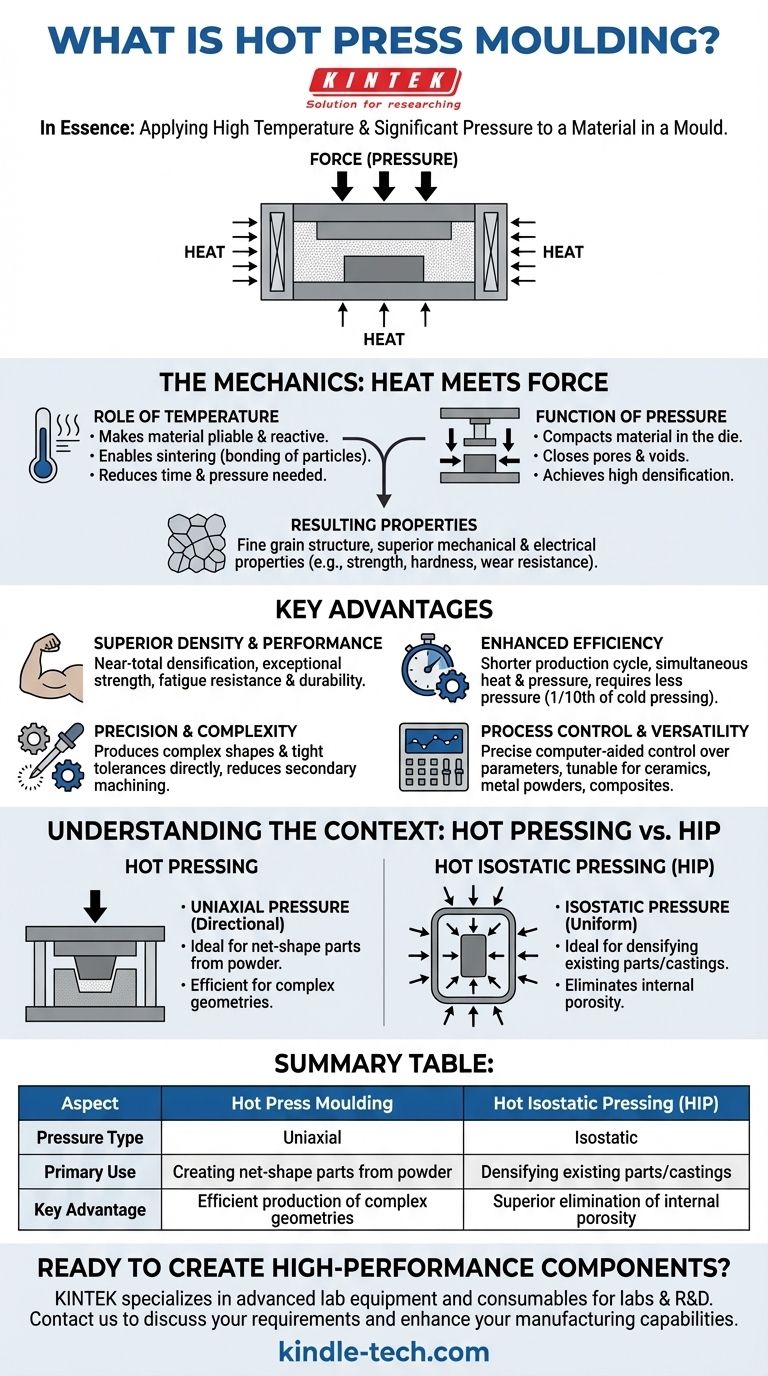
Em essência, a moldagem por prensagem a quente é um processo de fabricação que aplica simultaneamente alta temperatura e pressão significativa a um material dentro de um molde. Essa combinação de calor, que torna o material mais maleável, e força, que o compacta, é usada para produzir peças sólidas e densas com propriedades mecânicas aprimoradas e formas precisas.
O princípio central da moldagem por prensagem a quente é usar energia térmica para reduzir a resistência de um material à deformação, enquanto se usa força mecânica para eliminar vazios internos. Essa sinergia permite a criação de componentes altamente densos, fortes e dimensionalmente precisos com pressões e temperaturas mais baixas do que outros métodos poderiam exigir.

A Mecânica da Prensagem a Quente: Calor Encontra Força
Para entender por que a prensagem a quente é eficaz, devemos analisar os papéis distintos que a temperatura e a pressão desempenham na transformação da matéria-prima.
O Papel da Temperatura
O calor é o catalisador no processo de prensagem a quente. Ao elevar a temperatura do material, muitas vezes em vácuo ou gás inerte para evitar a oxidação, o tornamos mais plástico e reativo.
Essa energia térmica permite que as partículas individuais, especialmente em materiais em pó, amoleçam e se liguem mais facilmente, um processo conhecido como sinterização. Isso reduz a quantidade de tempo e pressão necessários para formar a peça.
A Função da Pressão
Enquanto o calor torna o material trabalhável, a pressão fornece a força diretiva. Ela é aplicada simultaneamente para compactar o material dentro do molde, ou matriz.
Essa pressão força fisicamente as partículas do material a se unirem, fechando poros e vazios. O resultado é um produto final altamente densificado, muitas vezes aproximando-se da densidade teórica máxima do material.
As Propriedades Resultantes
A combinação de calor e pressão auxilia na transferência de massa e inibe o crescimento indesejado de grãos na microestrutura do material.
Este processo controlado resulta em uma peça final com uma estrutura de grão fino, levando a propriedades mecânicas e elétricas superiores, como maior resistência, dureza e resistência ao desgaste.
Principais Vantagens do Método de Prensagem a Quente
Escolher a prensagem a quente em detrimento de outras técnicas de fabricação se resume a um conjunto específico de vantagens poderosas que são críticas para aplicações de alto desempenho.
Densidade e Desempenho Superiores
O benefício principal é a capacidade de alcançar uma densificação quase total. Ao eliminar virtualmente a porosidade, o processo produz peças com força, resistência à fadiga e durabilidade excepcionais.
Eficiência Aprimorada
Comparado à prensagem a frio seguida por uma etapa de sinterização separada, a prensagem a quente é mais eficiente. A aplicação simultânea de calor e pressão reduz a temperatura de sinterização necessária e encurta o tempo total do ciclo de produção.
Além disso, como o material está em estado termoplástico, o processo requer significativamente menos pressão — às vezes apenas um décimo da necessária para a prensagem a frio.
Precisão e Complexidade
A moldagem por prensagem a quente se destaca na produção de produtos com formas complexas e tolerâncias dimensionais apertadas diretamente do molde. Isso reduz ou elimina a necessidade de usinagem secundária, economizando tempo e custo.
Controle de Processo e Versatilidade
As máquinas modernas de prensagem a quente oferecem controle preciso e auxiliado por computador sobre temperatura, pressão e tempo. Isso permite que o processo seja ajustado finamente para uma ampla gama de materiais, incluindo cerâmicas avançadas, pós metálicos e compósitos.
Compreendendo o Contexto: Prensagem a Quente vs. Prensagem Isostática a Quente (HIP)
A prensagem a quente é frequentemente discutida juntamente com uma tecnologia relacionada, a Prensagem Isostática a Quente (HIP). Embora semelhantes, seus métodos e aplicações primárias diferem significativamente.
A Diferença na Aplicação de Pressão
A Prensagem a Quente geralmente usa pressão uniaxial, o que significa que a força é aplicada de uma ou duas direções por um êmbolo dentro de uma matriz rígida.
A Prensagem Isostática a Quente (HIP), em contraste, usa pressão isostática. A peça é colocada em um vaso de pressão, que é então preenchido com um gás inerte quente (como argônio) para aplicar pressão uniforme de todas as direções simultaneamente.
A Diferença na Aplicação
Devido à sua pressão direcional, a prensagem a quente é ideal para criar peças específicas, muitas vezes complexas, de forma final diretamente do pó.
A HIP é mais comumente usada para densificar peças ou fundições pré-existentes. Sua pressão abrangente é excepcionalmente eficaz para colapsar e eliminar qualquer porosidade ou vazios internos que possam ter se formado durante a fundição ou uma etapa de fabricação anterior.
Quando Escolher a Moldagem por Prensagem a Quente
A seleção do processo de fabricação correto depende inteiramente do seu material, das propriedades finais desejadas e dos objetivos de produção.
- Se o seu foco principal é criar uma peça de forma final com alta densidade e resistência diretamente de um pó: A moldagem por prensagem a quente é uma excelente escolha por sua eficiência e capacidade de produzir geometrias complexas.
- Se o seu foco principal é eliminar a porosidade interna residual de uma fundição existente ou peça pré-formada: A Prensagem Isostática a Quente (HIP) é a tecnologia mais adequada devido ao uso de pressão uniforme baseada em gás.
- Se o seu foco principal é a produção em massa de componentes mais simples onde a densidade máxima não é o fator crítico: Um processo convencional de prensagem a frio e sinterização separada pode ser mais econômico.
Em última análise, a seleção da moldagem por prensagem a quente é uma decisão estratégica para alcançar uma combinação específica de densidade, resistência e complexidade geométrica que outros métodos não conseguem entregar eficientemente.
Tabela Resumo:
| Aspecto | Moldagem por Prensagem a Quente | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Tipo de Pressão | Uniaxial (direcional) | Isostática (uniforme de todos os lados) |
| Uso Primário | Criação de peças de forma final a partir de pó | Densificação de peças/fundições existentes |
| Vantagem Principal | Produção eficiente de geometrias complexas | Eliminação superior da porosidade interna |
Pronto para Criar Componentes de Alto Desempenho?
Se você precisa produzir peças densas e fortes com formas complexas diretamente do pó, a moldagem por prensagem a quente pode ser a solução ideal para seu laboratório ou linha de produção.
A KINTEK é especializada em equipamentos e consumíveis de laboratório avançados, atendendo às necessidades precisas de laboratórios e instalações de P&D. Nossa experiência pode ajudá-lo a determinar se a tecnologia de prensagem a quente é adequada para sua aplicação e fornecer o equipamento confiável de que você precisa para ter sucesso.
Entre em contato conosco hoje para discutir suas necessidades específicas e descobrir como a KINTEK pode aprimorar suas capacidades de fabricação.
Guia Visual
Produtos relacionados
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Molde de Prensa de Bolas para Laboratório
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Molde de Prensagem de Forma Especial para Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
As pessoas também perguntam
- Por que são necessários moldes de pressão com paredes internas de resina não condutora para testes de bateria? Garanta a precisão dos dados
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Por que a moldagem por prensagem a quente é preferida em relação à fundição por solução tradicional? Comparação de Especialistas para Eletrólitos Poliméricos Sólidos
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas


















