As principais desvantagens da metalurgia do pó (PM) são as suas limitações inerentes de tamanho de peça, o desafio de produzir certas geometrias complexas e o facto de os componentes resultantes terem menor resistência e ductilidade em comparação com métodos totalmente densos como a forjaria. Estas restrições derivam diretamente da mecânica central de prensar o pó numa matriz rígida e sinterizá-lo abaixo do seu ponto de fusão.
Embora a metalurgia do pó seja um processo altamente eficaz para produzir peças precisas e de forma final em grandes volumes, a sua principal desvantagem é sacrificar a resistência e o tamanho finais do material em prol da complexidade e da eficiência de produção.
As Restrições Fundamentais do Processo PM
Para compreender as desvantagens da metalurgia do pó, é preciso primeiro entender as etapas centrais do próprio processo. As limitações não são acidentais; são consequências diretas de como uma peça PM é formada.
Complexidade de Ferramental e Matriz
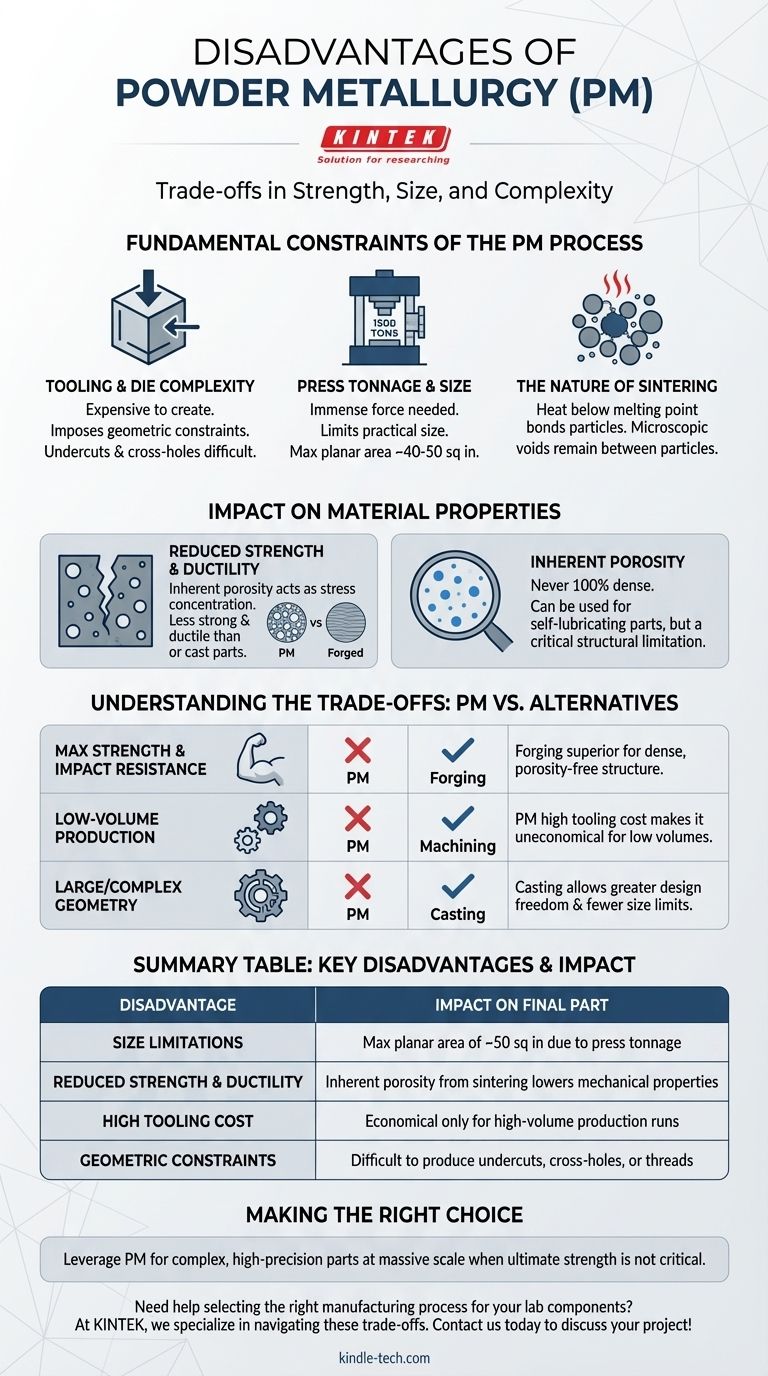
A metalurgia do pó baseia-se na prensagem de pó metálico numa matriz rígida. Este ferramental é caro de criar e impõe restrições geométricas à peça final.
Características como rebaixos, furos transversais ou roscas que são perpendiculares à direção da prensagem são extremamente difíceis ou impossíveis de produzir diretamente.
Tonelagem da Prensa e Limitações de Tamanho
A força necessária para compactar o pó uniformemente é imensa. As maiores prensas da indústria têm cerca de 1.500 toneladas, o que limita o tamanho prático de um componente.
Isso geralmente se traduz numa área de superfície planar máxima de 40 a 50 polegadas quadradas. Qualquer coisa maior torna-se inviável com equipamentos PM padrão.
A Natureza da Sinterização
Após a prensagem, o frágil compacto "verde" é aquecido num processo chamado sinterização. Este tratamento térmico ocorre abaixo do ponto de fusão do metal.
A sinterização liga as partículas de metal, conferindo resistência à peça. No entanto, como o metal não é totalmente fundido, permanecem vazios microscópicos entre as partículas originais.
O Impacto nas Propriedades do Material
As restrições físicas do processo PM influenciam diretamente as propriedades mecânicas finais do componente, que é a consideração mais crítica para qualquer aplicação de engenharia.
Resistência e Ductilidade Reduzidas
Os vazios deixados após a sinterização resultam em porosidade inerente. Uma peça PM nunca é 100% densa como uma peça forjada ou fundida.
Essa porosidade atua como um ponto de concentração de tensões, tornando as peças PM geralmente menos resistentes e menos dúcteis (mais quebradiças) do que as suas contrapartes de ferro forjado ou fundido.
Porosidade Inerente
Embora a porosidade seja uma desvantagem para a resistência, pode ser uma característica planeada para aplicações como rolamentos autolubrificantes, onde o óleo é retido dentro dos poros.
No entanto, para componentes estruturais, esta porosidade é um fator limitante crítico que deve ser considerado na fase de projeto.
Compreendendo as Compensações: PM vs. Outros Métodos
Nenhum processo de fabricação é perfeito para todas as aplicações. As desvantagens da PM tornam-se claras quando comparadas diretamente com alternativas tradicionais como forjaria ou fundição.
Quando Evitar PM para Resistência
Se a sua aplicação exige a mais alta resistência à tração, resistência à fadiga e tenacidade ao impacto, a forjaria é a escolha superior. O processo de forjaria cria uma estrutura de grão densa e trabalhada que é livre da porosidade encontrada nas peças PM.
O Fator Custo: Ferramental vs. Volume de Peças
O alto custo inicial de criação da matriz de compactação torna a metalurgia do pó antieconómica para produções de baixo volume ou protótipos.
A PM só se torna rentável em grandes volumes, onde o custo do ferramental pode ser amortizado em dezenas de milhares de peças. A usinagem ou fundição é frequentemente melhor para quantidades menores.
A Barreira da Geometria e do Tamanho
Se precisar de produzir um componente muito grande ou um com canais internos complexos, rebaixos ou outras características não alinhadas com o eixo de prensagem, a fundição é um processo muito mais adequado. A fundição permite uma liberdade de design muito maior e tem significativamente menos limitações de tamanho.
Fazendo a Escolha Certa para a Sua Aplicação
Escolher o processo de fabricação correto requer alinhar o seu objetivo principal com os pontos fortes e fracos inerentes de cada método.
- Se o seu foco principal é a máxima resistência e resistência ao impacto: A forjaria é quase sempre a escolha superior devido à sua estrutura de grão densa e livre de porosidade.
- Se o seu foco principal é produzir um pequeno número de peças: O alto custo inicial de ferramental da PM torna a usinagem a partir de barras uma opção mais económica.
- Se o seu foco principal é um componente muito grande ou geometricamente intrincado: As limitações de tamanho e forma da PM tornam a fundição ou fabricação uma solução mais prática.
Em última análise, compreender estas desvantagens permite-lhe aproveitar a metalurgia do pó para o que ela faz de melhor: produzir peças complexas e de alta precisão em grande escala, quando a resistência máxima não é o fator mais crítico.
Tabela Resumo:
| Desvantagem | Impacto na Peça Final |
|---|---|
| Limitações de Tamanho | Área planar máxima de ~50 pol² devido à tonelagem da prensa |
| Resistência e Ductilidade Reduzidas | Porosidade inerente da sinterização diminui as propriedades mecânicas |
| Alto Custo de Ferramental | Económico apenas para produções de alto volume |
| Restrições Geométricas | Difícil produzir rebaixos, furos transversais ou roscas |
Precisa de ajuda para selecionar o processo de fabricação certo para os seus componentes de laboratório? Na KINTEK, somos especializados em fornecer equipamentos e consumíveis de laboratório de alta qualidade, ajudando-o a navegar pelas compensações de materiais e processos para alcançar o desempenho ideal. Quer esteja a trabalhar com peças de metalurgia do pó ou a explorar alternativas, a nossa experiência garante que obtém soluções duradouras e precisas, adaptadas às suas necessidades de laboratório. Contacte-nos hoje para discutir o seu projeto!
Guia Visual
Produtos relacionados
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Pastilhas de Pó para Anel de Aço XRF & KBR para FTIR
- Barco de Molibdênio Tântalo Dobrável com ou sem Tampa
- Molde de Prensagem de Pastilhas de Pó de Laboratório com Anel de Plástico XRF & KBR para FTIR
- Moinho de Almofariz de Laboratório para Preparação de Amostras
As pessoas também perguntam
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas
- Quais são as vantagens de usar moldes de grafite de prensagem bidirecional na prensagem a quente a vácuo de compósitos de prata e diamante?
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Por que são necessários moldes de pressão com paredes internas de resina não condutora para testes de bateria? Garanta a precisão dos dados




