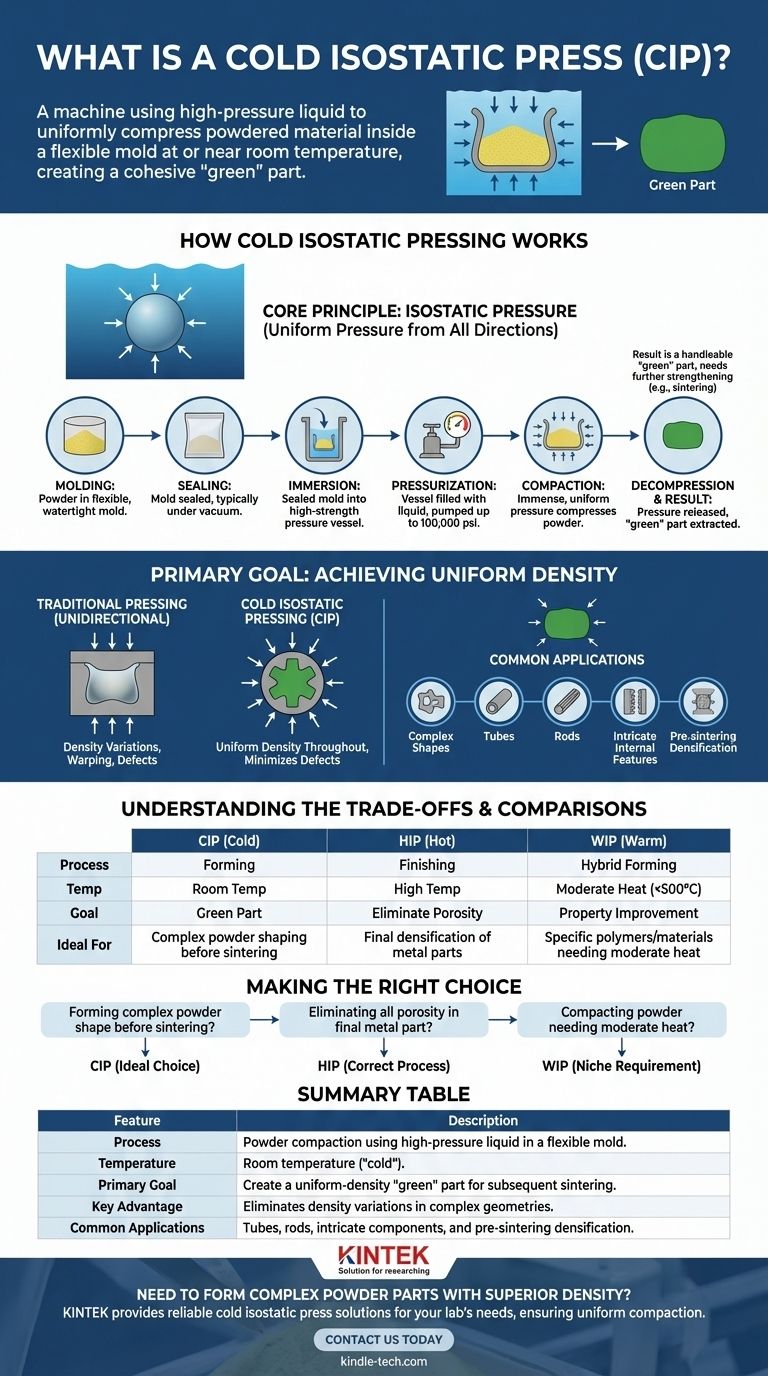
Em sua essência, uma prensa isostática a frio (CIP) é uma máquina que usa líquido de alta pressão para comprimir uniformemente material em pó dentro de um molde flexível. Ela opera na temperatura ambiente ou próxima a ela para compactar o pó em um objeto sólido e coeso, conhecido como peça "verde", que possui força suficiente para ser manuseada antes de passar por um processo final de fortalecimento, como a sinterização.
O propósito fundamental da prensagem isostática a frio é aproveitar a pressão uniforme baseada em líquido para superar as limitações da prensagem mecânica tradicional. Isso cria compactos de pó altamente consistentes e densos, especialmente para peças com geometrias complexas, minimizando defeitos internos antes da densificação final.

Como funciona a prensagem isostática a frio
Para entender uma CIP, você deve primeiro entender o princípio da pressão isostática. Esta é a base de todo o processo.
O Princípio Central: Pressão Isostática
Pressão isostática é a pressão exercida igualmente em todas as superfícies de um objeto simultaneamente.
A analogia mais simples é um objeto submerso profundamente na água. A pressão da água vem de todas as direções — superior, inferior e todos os lados — comprimindo o objeto uniformemente. Uma prensa isostática a frio recria esse fenômeno em uma câmara controlada.
O Processo Passo a Passo
O processo CIP é uma sequência direta de ações mecânicas.
- Moldagem: O material em pó é carregado em um molde flexível e estanque, tipicamente feito de um elastômero como poliuretano ou borracha.
- Vedação: O molde é selado, frequentemente sob vácuo, para remover qualquer ar aprisionado que possa causar defeitos.
- Imersão: O molde selado é colocado em um vaso de pressão de alta resistência.
- Pressurização: O vaso é preenchido com um meio líquido — comumente água com um inibidor de corrosão, óleo ou uma mistura de glicol. Uma bomba externa aumenta a pressão do fluido, que pode atingir até 100.000 psi (ou ~690 MPa).
- Compactação: Essa pressão imensa e uniforme é transmitida através do molde flexível, comprimindo as partículas de pó juntas de todas as direções.
- Descompressão: A pressão é liberada, o molde é removido da câmara e a peça sólida recém-formada é extraída.
O Resultado: Uma Peça "Verde"
A saída de uma CIP não é um componente acabado. É um compacto "verde" ou "bruto".
Esta peça é densa e sólida o suficiente para ser manuseada, usinada ou transportada, mas ainda não atingiu suas propriedades mecânicas finais. Para obter sua força e densidade totais, ela deve passar por um processo subsequente de alta temperatura, tipicamente a sinterização.
O Objetivo Principal: Alcançar Densidade Uniforme
A principal vantagem do CIP não é apenas a compactação, mas a qualidade dessa compactação. A pressão uniforme cria densidade uniforme.
Por que a Uniformidade é Crítica
Na prensagem unidirecional tradicional (prensagem de um ou dois lados), o atrito entre o pó e as paredes da matriz causa variações de densidade dentro da peça. Essas inconsistências podem levar a empenamento, rachaduras ou tensões internas durante a sinterização.
O CIP elimina esse problema. Como a pressão é aplicada igualmente de todos os lados, ele produz uma peça com densidade excepcionalmente uniforme em toda a sua extensão, independentemente de sua complexidade. Isso é crucial para componentes de alto desempenho.
Aplicações Comuns
A prensagem isostática a frio é o método preferido para vários objetivos de fabricação importantes.
É usada para produzir peças com formas complexas, como tubos, hastes ou componentes com características internas intrincadas que são difíceis ou impossíveis de formar com matrizes rígidas. Também é usada simplesmente para aumentar a densidade de uma pré-forma de pó antes que ela passe para outra etapa de fabricação.
Compreendendo as Trocas e Comparações
A prensagem isostática a frio é uma das várias tecnologias de prensagem isostática. A escolha da tecnologia certa depende inteiramente do seu material e do seu objetivo final.
Prensagem Isostática a Frio (CIP) vs. Prensagem Isostática a Quente (HIP)
Esta é a distinção mais crítica. CIP é um processo de conformação, usado à temperatura ambiente para moldar pós em uma peça verde.
HIP é um processo de acabamento, usado em temperaturas e pressões extremamente altas para eliminar os vazios e a porosidade finais em uma peça já sólida (como uma fundição ou uma peça CIP sinterizada) para atingir 100% da densidade teórica.
Prensagem Isostática a Frio (CIP) vs. Prensagem Isostática a Quente (WIP)
A Prensagem Isostática a Quente (WIP) é um processo híbrido. Ela opera em temperaturas elevadas, mas tipicamente abaixo de 500°C — muito mais fria que a HIP.
Este calor moderado é usado durante a compactação para promover a difusão do material ou mudanças de fase em polímeros específicos ou outros materiais que se beneficiam disso, mas o objetivo principal ainda é formar uma peça a partir do pó.
Fazendo a Escolha Certa para o Seu Projeto
Use este guia para determinar qual processo se alinha com seu objetivo.
- Se seu foco principal é formar uma peça de pó complexa antes da sinterização: CIP é a escolha ideal para criar um compacto verde uniforme e manuseável.
- Se seu foco principal é eliminar toda a porosidade em uma peça metálica final ou fundição: A Prensagem Isostática a Quente (HIP) é o processo correto, pois usa calor e pressão para a densificação final.
- Se seu foco principal é compactar um pó que se beneficia de calor moderado para melhorar suas propriedades durante a conformação: A Prensagem Isostática a Quente (WIP) é a ferramenta específica para essa necessidade de nicho.
Em última análise, selecionar a tecnologia de prensagem correta é essencial para alcançar a densidade, forma e desempenho final desejados para o seu componente.
Tabela Resumo:
| Característica | Descrição |
|---|---|
| Processo | Compactação de pó usando líquido de alta pressão em um molde flexível. |
| Temperatura | Temperatura ambiente ("frio"). |
| Objetivo Principal | Criar uma peça "verde" de densidade uniforme para sinterização subsequente. |
| Vantagem Chave | Elimina variações de densidade em geometrias complexas. |
| Aplicações Comuns | Tubos, hastes, componentes intrincados e densificação pré-sinterização. |
Precisa formar peças de pó complexas com densidade superior?
A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo soluções confiáveis de prensagem isostática a frio para as necessidades de processamento de materiais do seu laboratório. Nossa experiência garante que você alcance a compactação uniforme necessária para componentes de alto desempenho.
Entre em contato conosco hoje para discutir como uma CIP pode aprimorar seu processo de fabricação!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Qual é a função específica de uma prensa isostática a frio no processo de sinterização de LiFePO4? Maximize a Densidade da Bateria
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- Como o equipamento de prensagem isostática melhora o contato do ânodo de metal de lítio? Otimize a montagem da sua bateria de estado sólido












