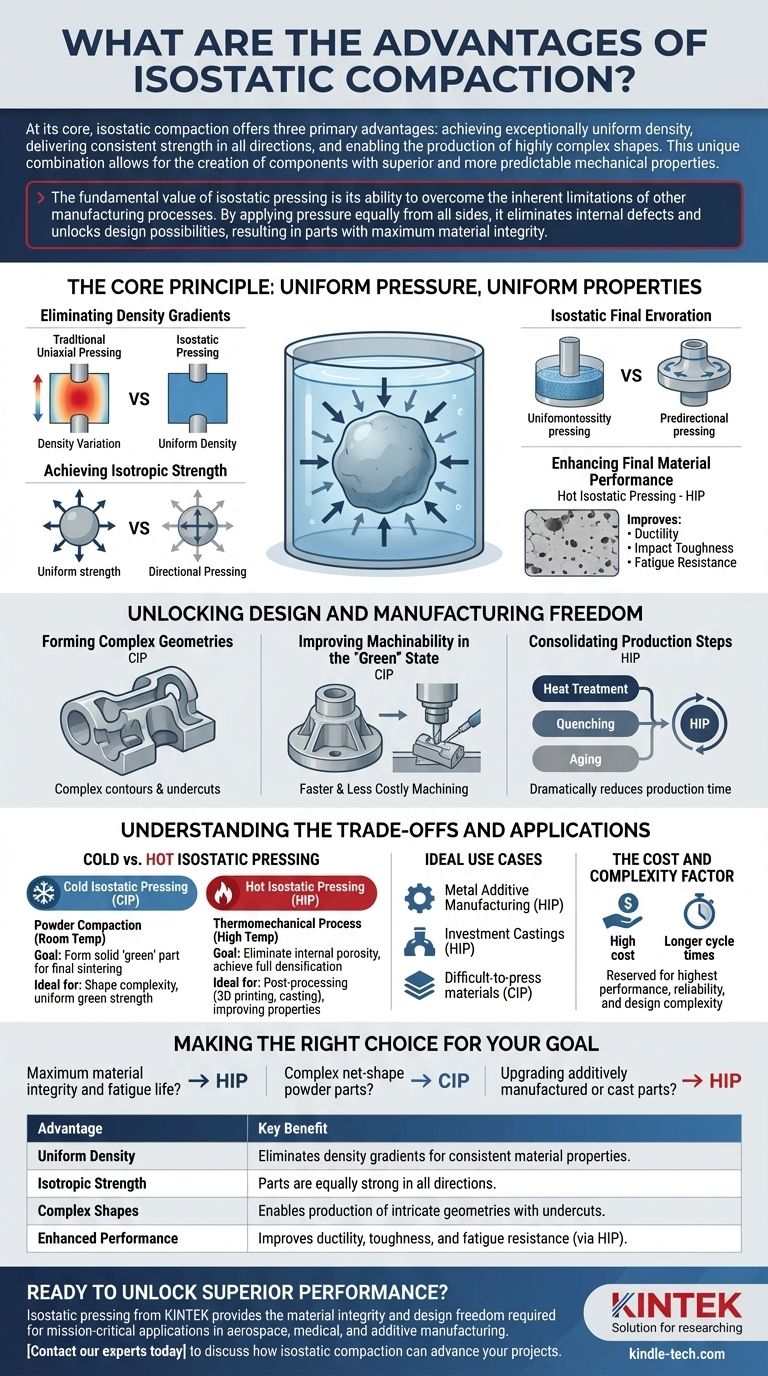
Em sua essência, a compactação isostática oferece três vantagens principais em relação aos métodos tradicionais: alcançar densidade excepcionalmente uniforme, fornecer resistência consistente em todas as direções e permitir a produção de formas altamente complexas. Esta combinação única permite a criação de componentes com propriedades mecânicas superiores e mais previsíveis.
O valor fundamental da prensagem isostática é a sua capacidade de superar as limitações inerentes de outros processos de fabricação. Ao aplicar pressão igualmente de todos os lados, ela elimina defeitos internos e desbloqueia possibilidades de design, resultando em peças com integridade máxima do material.

O Princípio Central: Pressão Uniforme, Propriedades Uniformes
A prensagem isostática funciona submergindo um componente — seja como pó em um molde flexível ou uma peça pré-formada — em um fluido e pressurizando esse fluido. Isso garante que a pressão seja aplicada de forma igual e simultânea a todas as superfícies do componente.
Eliminando Gradientes de Densidade
Na prensagem uniaxial tradicional, onde a pressão é aplicada a partir de apenas uma ou duas direções, o atrito entre o pó e as paredes da matriz cria variações de densidade. A peça resultante é mais densa perto dos punções e menos densa no meio. A prensagem isostática elimina completamente esses gradientes, produzindo um componente uniformemente denso.
Alcançando Resistência Isotrópica
Essa densidade uniforme traduz-se diretamente em propriedades mecânicas isotrópicas, o que significa que o material é igualmente forte em todas as direções. As peças são livres de eixos fracos ou pontos de tensão interna que podem se formar durante a prensagem direcional ou fundição, tornando-as muito mais confiáveis sob condições de carga complexas.
Melhorando o Desempenho Final do Material
Quando aplicada a altas temperaturas (Prensagem Isostática a Quente, ou HIP), o processo fecha a porosidade interna e cria uma microestrutura uniforme. Isso melhora significativamente propriedades críticas como ductilidade, tenacidade ao impacto e resistência à fadiga, elevando o desempenho de peças fundidas ou impressas em 3D ao nível de materiais forjados.
Desbloqueando a Liberdade de Design e Fabricação
O uso de pressão uniforme e ferramentas flexíveis abre possibilidades que simplesmente não são alcançáveis com matrizes rígidas.
Formando Geometrias Complexas
A Prensagem Isostática a Frio (CIP) usa moldes elastoméricos flexíveis. Isso permite a engenharia de peças com contornos complexos, rebaixos e cavidades internas que seriam impossíveis de ejetar de um conjunto de matrizes rígidas usado na prensagem uniaxial.
Melhorando a Usinabilidade no Estado "Verde"
A CIP produz uma peça pré-sinterizada (um compacto "verde") com resistência muito alta e uniforme. Isso permite que usinagem complexa seja realizada na peça antes do processo final de endurecimento e sinterização, o que é muitas vezes mais rápido e menos custoso do que usinar o material totalmente denso e endurecido.
Consolidando Etapas de Produção
A Prensagem Isostática a Quente (HIP) pode ser projetada para combinar múltiplos processos térmicos em um só. Um único ciclo HIP pode incluir simultaneamente tratamento térmico, têmpera e envelhecimento, consolidando etapas de fabricação e reduzindo drasticamente o tempo total de produção e o manuseio da peça.
Compreendendo as Compensações e Aplicações
Embora poderosa, a prensagem isostática é uma ferramenta específica para desafios específicos. A escolha entre Prensagem Isostática a Frio (CIP) e Prensagem Isostática a Quente (HIP) depende inteiramente do objetivo.
Prensagem Isostática a Frio vs. a Quente
Prensagem Isostática a Frio (CIP) é um método de compactação de pó usado à temperatura ambiente ou próxima dela. Seu propósito é formar uma peça "verde" sólida a partir de um pó antes da sinterização final. É escolhida pela complexidade da forma e pela resistência verde uniforme.
Prensagem Isostática a Quente (HIP) é um processo termomecânico usado em uma peça já formada (por exemplo, de fundição, fabricação aditiva ou CIP). Seu propósito é eliminar a porosidade interna e os defeitos, alcançando a densificação total e melhorando as propriedades do material.
Casos de Uso Ideais
O HIP é uma etapa de pós-processamento transformadora para a fabricação aditiva de metal (impressão 3D), onde cura a porosidade e corrige a má adesão das camadas. Também é usado para eliminar vazios internos em fundidos de precisão (investment castings) para aplicações aeroespaciais ou médicas críticas. A CIP se destaca na produção de peças a partir de materiais difíceis de prensar ou eletrólitos macios.
O Fator Custo e Complexidade
Os sistemas de prensagem isostática representam um investimento de capital significativo, e os tempos de ciclo podem ser mais longos do que a prensagem convencional. Portanto, é um processo reservado para aplicações onde o desempenho mais alto possível, a confiabilidade e a complexidade do design justificam o custo.
Fazendo a Escolha Certa para o Seu Objetivo
Selecionar a estratégia de compactação correta requer um entendimento claro dos requisitos de uso final do seu componente.
- Se o seu foco principal é a máxima integridade do material e vida útil à fadiga: Use HIP como etapa final de densificação para eliminar defeitos internos em componentes de missão crítica.
- Se o seu foco principal é criar peças complexas em pó com formato final (net-shape): Use CIP para alcançar geometrias intrincadas e alta resistência verde que não podem ser alcançadas com a prensagem uniaxial.
- Se o seu foco principal é aprimorar peças fabricadas aditivamente ou fundidas: Aplique HIP como etapa de pós-processamento para alcançar propriedades mecânicas comparáveis a materiais forjados.
Em última análise, a prensagem isostática permite que você projete materiais e componentes que alcançam um nível incomparável de desempenho e confiabilidade.
Tabela de Resumo:
| Vantagem | Benefício Principal |
|---|---|
| Densidade Uniforme | Elimina gradientes de densidade para propriedades de material consistentes. |
| Resistência Isotrópica | As peças são igualmente fortes em todas as direções. |
| Formas Complexas | Permite a produção de geometrias intrincadas com rebaixos. |
| Desempenho Aprimorado | Melhora a ductilidade, tenacidade e resistência à fadiga (via HIP). |
Pronto para desbloquear desempenho superior para seus componentes?
A prensagem isostática da KINTEK fornece a integridade do material e a liberdade de design necessárias para aplicações de missão crítica em aeroespacial, médico e fabricação aditiva. Nossa experiência em equipamentos de laboratório e consumíveis garante que você obtenha a solução certa para densificar pós metálicos, curar porosidade em peças impressas em 3D ou criar componentes cerâmicos complexos.
Entre em contato com nossos especialistas hoje para discutir como a compactação isostática pode avançar seus projetos.
Guia Visual
Produtos relacionados
- Moldes de Prensagem Isostática para Laboratório
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Placa de Carbono Grafite Fabricada por Método de Prensagem Isostática
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
As pessoas também perguntam
- Qual o tamanho do mercado de prensagem isostática? Uma análise aprofundada do facilitador de manufatura avançada de mais de US$ 1,2 bilhão
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é a aplicação da prensagem isostática? Obtenha Densidade Uniforme em Componentes de Alto Desempenho
- Quais são as aplicações da tecnologia de prensagem isostática? Obtenha densidade e uniformidade superiores do material
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas







